


Voor nauwkeurigheid en veelzijdigheid in het snijden van metaal, weinig gereedschappen kunnen de zuurstof-brandstof fakkel in efficiëntie te evenaren Deze aloude methode is beroemd in industrieën van productie tot de bouw vanwege zijn vermogen om door dik staal te snijden met snelheid en nauwkeurigheid Maar onze vraag is: wat maakt zuurstof-brandstof snijden zo effectief, en hoe beïnvloedt de temperatuur het proces? In deze tekst, zullen we kijken naar de wetenschap achter zuurstof-brandstof snijden, analyseren hoe de fakkel werkt, en zoek naar de verschillende toepassingen ervan Denk eens aan deze gids basiskennis voor zowel doorgewinterde professionals en nieuwe operators die werken met metaal Dit alles is om u te vertellen wat maakt dit hulpmiddel een vertrouwde selectie onder cataclysmische, geavanceerde operaties.
Inleiding tot het snijden van zuurstofbrandstof
Zuurstofsnijden is een proces dat bekend staat om het snijden van metalen met behulp van een vlam op hoge temperatuur geproduceerd door zuurstof en een brandstofgas zoals acetyleen, propaan of aardgas. De vlam verwarmt het metaal voor op een bepaalde kritische warmte, waarna zuivere zuurstof naar het gebied wordt geleid en ervoor zorgt dat het metaal oxideert of wegbrandt om een schone en nauwkeurige snede te verkrijgen. Dit proces is zeer nuttig bij het doorsnijden van dikke stukken ferrometalen, maar ook in de bouwsector, scheepsbouw en metaalproductie. De betrouwbaarheid en veelzijdigheid van het snijden van zuurstofbrandstoffen maken het een onmisbaar hulpmiddel voor vele toepassingen.
Wat is Oxy-Fuel Cutting?
Bij het snijden met zuurstofbrandstof wordt gebruik gemaakt van een eenvoudige maar zeer effectieve techniek waarbij het verbrandingsproces wordt gebruikt voor het nauwkeurig snijden van dikke metalen. Bij dit proces wordt het metalen oppervlak voorverwarmd tot een ontstekingstemperatuur die gewoonlijk varieert tussen 900 °F en 1600 °F, afhankelijk van het gebruikte materiaal. Het brandstofgas, gewoonlijk acetyleen, propaan of aardgas, wordt gecombineerd met zuurstof om een vlam van hoge temperatuur te produceren. Zodra het metaal voldoende is verwarmd, wordt een stroom zuivere zuurstof, gelijk geconcentreerd, op het metaal gericht, dat reageert met de zuurstof om ijzeroxide te vormen dat smelt en vervolgens uit het snijgebied wordt weggeblazen.
De zuurstofbrandstof is nu hightech, veel nauwkeuriger en efficiënter in capaciteit. Geautomatiseerde autogeensnijmachines realiseren bijvoorbeeld een snelheid van meer dan 20 inch per minuut op koolstofstalen platen tot een dikte van 30 cm. Industrieanalyse zegt dat het snijden van zuurstofbrandstof een van de meest kosteneffectieve oplossingen is voor zware snijtaken, waarbij de bedrijfskosten over het algemeen als lager worden beschouwd dan andere alternatieven, waaronder plasma- of lasersnijden. Deze methode werkt het beste voor industrieën die zich bezighouden met fabricage of reparatie op grote schaal, aangezien het draagbaarheid en efficiëntie biedt naast nauwkeurigheid.
Geschiedenis en evolutie van zuurstof-brandstofsnijtechnieken
Het ontstaan van het knippen van zuurstofbrandstof gaat terug tot eind 19e eeuw, met de evolutie van praktische las - en gassnijsystemen In 1903 introduceerden Edmond Fouché en Charles Picard de oxy-acetyleentoorts in de metaalbewerking Door zuurstof en acetyleengas te verbranden om vlammen te produceren die heet genoeg waren om staal te smelten en te scheiden, maakte het nauwkeurige snij - en lasprocessen met verbazingwekkende efficiëntie mogelijk.
Door de jaren heen heeft het snijden van zuurstofbrandstoffen enorme verbeteringen opgeleverd. De eerste toepassingen werden beperkt door zeer eenvoudige apparatuur en beperkingen van het werkbereik, dus deze verbeteringen hebben de uitvoering ervan aanzienlijk verbeterd. Met multi-gasopstellingen kunnen gebruikers nu bijvoorbeeld van brandstof wisselen, zoals propaan of aardgas, wat ook andere toepassingen opent en in sommige gevallen de kosten verlaagt.
Technologische vooruitgang heeft autogeen-brandstof snijopstellingen geïntegreerd in geautomatiseerde systemen De meeste CNC (Computer Numerical Control) machines zijn momenteel geïntegreerd met oxy-fuel snijkoppen om een nauwkeurigere grootschalige werking mogelijk te maken Volgens enkele recente rapporten van de industrie-intelligentie verhoogt de mix de productiviteit met maximaal 40% met behoud van strenge tolerantieniveaus die essentieel zijn voor zware industriële toepassingen Verder helpen verbeteringen in het ontwerp van de spuitmond de brandstofefficiëntie te verbeteren, het zuurstofverbruik te verminderen met maximaal 25%, en zo de duurzaamheid van de methode te verbeteren.
Alleen al het aanpassingsvermogen en de kracht van de zuurstofbrandstof houden deze relevant voor moderne industrieën zoals de scheepsbouw, de bouw en de productie, ondanks nieuwere technologieën zoals lasers en plasma. De historische evolutie ervan vormt het bewijs dat het een vooruitstrevende oplossing is voor een industriële behoefte die innovatie samenvoegde met praktische bruikbaarheid om het basisinstrument van de metaalproductie te blijven.
Toepassingen in alle sectoren
Het snijproces van zuurstof en brandstof blijft een cruciale technologie vanwege de multifunctionele aard en efficiëntie ervan. In de bouw wordt het meestal gebruikt voor het nauwkeurig snijden van constructiestaal om onmiddellijke montage van bouw- of brugframewerken mogelijk te maken. Sommige andere zwaargewichten in de scheepsbouw...-industrieën zijn afhankelijk van het snijden van zuurstofbrandstof vanwege hun vermogen om dikke stalen platen te snijden, waardoor de productietijd aanzienlijk wordt verkort. De productieactiviteiten gaan vervolgens over tot het proces om de fabricage voort te zetten voor de productie van componenten en onderdelen voor machines, huishoudelijke apparaten en gereedschappen.
De laatste tijd zijn er talloze innovaties in de autogeen-brandstof snij arena gebracht om het nog beter te maken - de gasmengsels hebben snellere sneden met alle nieuwere en betere spuitmonden die gladdere sneden uitvoeren gelijktijdig met laser-perfecte nauwkeurigheid Studies benadrukken dat deze techniek kan worden gebruikt op staaldiktes groter dan 12 inch, voornamelijk voor zeer zware toepassingen Verdere studies tonen aan dat deze methode kosteneffectief is in vergelijking met andere methoden, met kosten die oplopen tot 50% minder dan de meer geavanceerde methoden zoals lasers snijden, waardoor de hele procedure draagbaarder en handiger in gebruik is, die oxy-fuel snijden positioneren als een van de primaire gereedschapskisten voor deze levenswaardige industriële activiteit.
De wetenschap achter de zuurstof-brandstofvlam
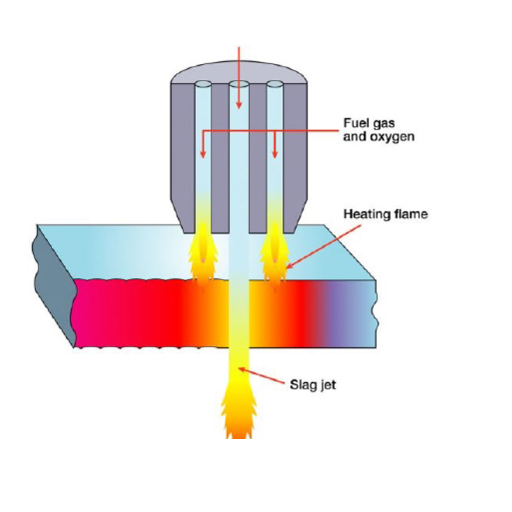
De zuurstof-brandstofvlam ontstaat door zuurstof op een gecontroleerde manier te mengen met een brandstofgas zoals acetyleen of propaan Zuurstof ondersteunt de verbranding, waardoor het brandstofgas bij zeer hoge temperaturen kan branden Deze intense warmte is voldoende om metaal te smelten, waardoor het geschikt is voor snij - en lasprocessen De vlam bestaat uit twee zones: de binnenkegel, waar gedeeltelijke verbranding van brandstofgassen plaatsvindt, en de buitenomhulling, waar de verbranding voltooid is, Afhankelijk van de zuurstof-brandstofverhouding kan de vlam gemaakt worden om de taak uit te voeren waarvoor hij bedoeld is, dus om te snijden of te verbinden.
Zuurstof- en acetyleenverbranding begrijpen
De fusie van acetyleen en zuurstofverbranding vormt het brandpunt van gaslas- en snijmethoden omdat het aanleiding geeft tot een almachtige temperatuur. Zuurstof en acetyleen reageren chemisch door verbranding en geven een vlamtemperatuur van ongeveer 3.480 ° C (6.296 ° F), waardoor het een van de hoogste vlamtemperaturen is die je in de gebruikelijke industriële praktijk tegenkomt. Dergelijke warmte heeft het vermogen om metalen in een notendop te lassen en te snijden, inclusief staal en ijzer.
De verbranding, daarna, begint met moleculen acetyleen C2H2 die gemengd worden met zuurstof O2 om warmte te produceren door snelle oxidatie De reactie voor volledige verbranding neemt de vorm aan
2C2H2 + 5O2 → 4CO2 + 2H2O + Warmte
Deze reactie vertegenwoordigt een ideale verbrandingstoestand, waarbij voldoende zuurstof aanwezig is. Maar elke onregelmatigheid in de zuurstof-acetyleenverhoudingswaarde kan het karakter van de vlam veranderen. Een reducerende of carboniserende vlam heeft extra acetyleen en wordt bijvoorbeeld gebruikt voor het gloeien of creëren van filets bij het lassen, het afzetten van roet en het verminderen van oxidatie; aan de andere kant wordt een neutrale vlam gebruikt voor een evenwichtige verbranding bij algemeen lassen, en een oxiderende vlam met overtollige zuurstof levert de maximale warmte voor het snijden.
Eenmaal geraffineerd worden zuurstof en acetyleen verpakt en beveiligd om de grootst mogelijke prestaties van het duo te benutten Acetyleen is bijvoorbeeld inherent onstabiel bij drukken van meer dan 15 psi (103 kPa) en moet worden gereguleerd om onveilige ontleding te voorkomen; desondanks ligt het explosieve bereik in de lucht tussen 2,5% en 100%, en daarom vereisen alle mogelijke stappen monitoring en controle tijdens het aanbrengen.
Vlamtemperatuur en het belang ervan bij het snijden
Omdat het een sublieme steen is in de kunst van het snijden en industriële processen, is de vlamtemperatuur een indicator voor de efficiëntie en nauwkeurigheid van industriële snijprocessen. Gezien de 1:1 mengselverhoudingen van zuurstof en acetyleen bereikt de oxy-acetyleenvlam een temperatuur van ongeveer 5.572 °F (3.090 °C). Bij zulke hoge temperaturen kan staal snel naar het ontstekingspunt worden gebracht, waardoor het snijden snel en efficiënt wordt uitgevoerd.
Een ander belangrijk aspect naast de temperatuur is de aard van de vlam, die neutraal, oxiderend of reducerend kan zijn. De prestaties van de snede en de toestand van het product zijn onderhevig aan de invloed van de vlam. Normaal gesproken zou de neutrale vlam de beste sneden opleveren, omdat de verhouding van zuurstof tot acetyleen in evenwicht is, terwijl de oxiderende vlam overmatige oxidatie zou veroorzaken die zich zou kunnen manifesteren als oppervlaktedefecten.
Een ander belangrijk aspect: Warmteverdeling De vlam concentreert de warmte in een klein gebied zodanig dat de warmte wegkomt terwijl deze zich verspreidt over het oppervlak met thermische spanning op het omringende materiaal, waardoor kromtrekken of structurele schade dreigt Dit legt ook de nadruk op het kiezen van de juiste brandstofcombinatie en de juiste kalibratie van de apparatuur.
Samen met moderne snijtechnieken zoals geautomatiseerde toortssystemen en gasmengbedieningen bieden deze hoge-temperatuurvlammen enige uitzonderlijke nauwkeurigheid voor een veelheid aan industriële doeleinden, die overal voorkomen, van de fabricage van bijna artistieke ontwerpen tot het afschuinen van dikke stalen platen. De vlamtemperatuur is voor industrieën een aanzienlijke factor geweest om hun activiteiten te coördineren, zelfs voor inspannende snijwerkzaamheden.
Factoren die de vlamkenmerken beïnvloeden
Verschillende sleutelfactoren beïnvloeden de vlamkarakteristieken, waaronder temperatuur, brandstof-zuurstofverhouding, gaszuiverheid en omgevingsomstandigheden. Begrijpen hoe deze variabelen op elkaar inwerken is essentieel voor het bereiken van nauwkeurige vlambeheersing en het optimaliseren van industriële processen.
- Brandstof-naar-zuurstofverhouding
De verhouding brandstof/zuurstof speelt een spilfunctie bij het bepalen van het gedrag van de vlam Een gebalanceerde verhouding levert een neutrale vlam op, ideaal voor veel industriële toepassingen Te veel zuurstof creëert een oxiderende vlam, wat de oxidatie van metalen kan bevorderen, terwijl overtollige brandstof resulteert in een reducerende vlam, die oxiden kan verminderen en de schilfering kan minimaliseren.
- Gas Purity
De zuiverheid van brandstofgassen, zoals acetyleen, propaan of aardgas, heeft een directe invloed op de stabiliteit en warmteafgifte van de vlam. Onzuiverheden of inconsistente gaskwaliteit kunnen leiden tot fluctuerende temperaturen en ongelijkmatige snij- of lasprestaties. Acetyleen met een zuiverheidsgraad van 99,6% of hoger zorgt bijvoorbeeld voor een hetere, consistentere vlam vergeleken met alternatieven van lagere kwaliteit.
- Omgevingstemperatuur en -druk
Omgevingsfactoren zoals atmosferische druk en vochtigheid veranderen de vlamkarakteristieken. Lucht- en zuurstofdichtheid zijn bijvoorbeeld hogere druk- en zuurstofdichtheid. Vereisen aanpassingen van de temperatuur en de zuurstofstroominstellingen om een efficiënte verbranding te behouden.
- Ontwerp en onderhoud van mondstukken
Het ontwerp van het toortsmondstuk beïnvloedt de vlamgrootte, vorm en warmteverdeling. Regelmatig onderhoud, zoals het opruimen van verstoppingen van mondstukken en het vervangen van versleten componenten, zorgt voor een uniforme gasstroom en een optimale vlamuitvoer.
- Vooruitgang in automatisering
Moderne geautomatiseerde systemen maken nauwkeurige aanpassingen mogelijk in variabelen zoals gasstroom en verbrandingsinstellingen. Dit controleniveau verbetert niet alleen de herhaalbaarheid, maar verbetert ook de energie-efficiëntie. Geautomatiseerde zuurstof-brandstofsnijmachines kunnen de vlam bijvoorbeeld verfijnen zodat deze past bij de materiaaldikte die wordt verwerkt, waardoor afval wordt verminderd en de productiviteit wordt verhoogd.
Door rekening te houden met deze factoren kunnen fabrikanten en operators de vlamkarakteristieken verfijnen om aan de exacte vereisten van hun taken te voldoen, waardoor efficiëntie, veiligheid en hoogwaardige resultaten worden gegarandeerd.
Oxy-Fuel Cutting Process

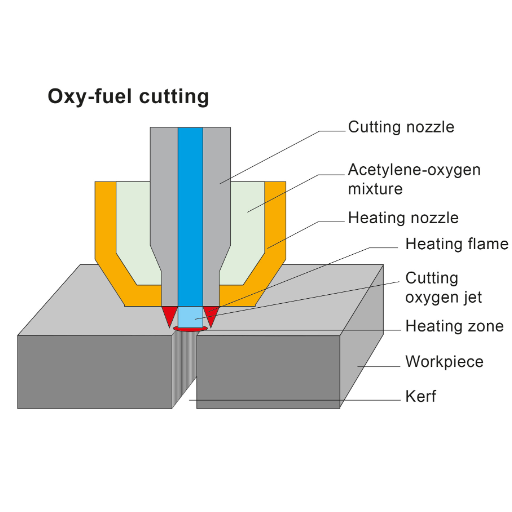
Bij het vlammensnijden van zuurstof wordt vast metaal verwarmd met een vlam tot de ontstekingstemperatuur en wordt vervolgens een straal zuivere zuurstof gebruikt om het materiaal te oxideren en door te snijden. De zuurstofsnijtechniek werkt vooral goed op ferrometalen zoals staal, omdat ze in staat zijn tot goedkope oxidatiemethoden. Nadat het metaal is voorverwarmd, wordt de vlam gevoed door een brandstofgas, zoals acetyleen, propaan of aardgas, en zuurstof. Ongeveer bij de ontstekingstemperatuur wordt een sterke zuurstofstraal tegen het werkstuk gespoeld en in een oogwenk oxideert en snijdt deze techniek. Deze techniek is een veelzijdige, snelle methode om dikke metalen nauwkeurig te snijden.
Componenten van het Oxy-Fuel Cutting System
De componenten van een zuurstof-brandstofsnijsysteem omvatten cilinders, regelaars, slangen, toorts en veiligheidskleppen.
| Key Point | Details |
|---|---|
|
Cilinders |
Opslag van zuurstof en brandstofgas |
|
Regelgevers |
Controle gas druk |
|
Slangen |
Transporteer gassen naar de toorts |
|
Torch |
Gassen mengen en ontsteken |
|
Valves |
Zorg voor veiligheid en stroomcontrole |
Het kiezen van de juiste snijpunt
Het selecteren van de snijpunt voor zuurstofbrandstof moet met zorg worden gedaan om maximale prestaties te behalen en daadwerkelijke sneden te krijgen van een zuurstof-brandstofsnijsysteem. Verschillende factoren beïnvloeden de keuze voor een snijpunt: type en dikte van het materiaal dat wordt gesneden, soort brandstofgas dat wordt gebruikt en de kwaliteit van de gewenste snede. Snijpunten worden vervaardigd met variabele openingsgroottes en nauwkeurig afgestemde configuraties, afhankelijk van de vlam- en zuurstofstroomsnelheid.
Voor dunnere metalen worden bijvoorbeeld over het algemeen kleine openingspunten gebruikt die een relatief smalle maar geconcentreerde vlam leveren, omdat dergelijke fabrikanten de vlam te ver dunnen en er sprake is van het uitbranden van het materiaal of afval. Voor dikkere materialen moeten grote openingspunten worden gebruikt, omdat hun zuurstofstroom diepere en schonere sneden mogelijk maakt. Voor elke toepassing aangepaste industriestandaard tipperkaarten worden doorgaans door de fabrikanten geleverd; deze kaarten bevatten informatie voor het instellen van de puntgrootte, snijsnelheid, gasdrukken en voorverwarmingen die nodig zijn voor de vlam, waardoor de operator informatie krijgt om sneden efficiënt en nauwkeurig uit te voeren.
Andere voordelen zijn onder meer dat de juiste tip efficiënter is in gasverbruik en minder gevaarlijk in termen van averechts vuur of vlamverstoringen. Regelmatige reiniging van de tips en controles op slijtage vormen een belangrijk onderdeel van goed tiponderhoud en garanderen de consistente prestaties van snijbewerkingen. Bij het kiezen van tips moet men rekening houden met het tiptype dat compatibel is met het gebruikte toortsmodel en of het tipmateriaal geschikt is voor langdurige blootstelling aan een omgeving met hoge temperaturen.
Stap-voor-stap Oxy-Fuel Cutting Techniek
1. Bereid de apparatuur voor
Zorg ervoor dat al uw apparatuur in goede staat verkeert Geef uw toorts, slangen en regelaars de once-over voor eventuele tekenen van schade of slijtage Zorg ervoor dat de zuurstof- en brandstofgascilinders stevig zijn bevestigd en dat de drukniveaus geschikt zijn voor werkzaamheden.
2. Pas de gasdruk aan
Reguleer de druk voor zuurstof en brandstofgas op hun respectievelijke regelaars volgens exacte specificaties op basis van uw toorts en snijtip. De zuurstofdruk is bijvoorbeeld normaal gesproken hoger (20-40 psi voor snijden) vergeleken met de brandstofgasdruk (5-10 psi voor acetyleen, afhankelijk van het daadwerkelijke gebruik).
3. Steek de fakkel aan
Open de brandstofgasklep iets en gebruik een vonkaansteker om het gas te ontsteken Open dan langzaam de zuurstofklep om een neutrale vlam te vormen Een neutrale vlam zal een scherp gedefinieerde binnenkegel hebben en is nodig voor goed snijden.
4. Verwarm het materiaal voor
Plaats de snijbrander op het beginpunt van het materiaal Houd de vlam stabiel om het gebied voor te verwarmen tot een felrode kleur die aangeeft dat het klaar is om te snijden Voorverwarmen om een schone snede te garanderen.
5. Open de snijdende zuurstofklep
Zodra het materiaal heet is, laat u een stroom zuurstof onder hoge druk vrij door op de snijdende zuurstofhendel te drukken Houd de toorts gestaag vast en beweeg hem langzaam langs de lijn van de snede, waarbij u de vlam in lijn houdt met het materiaal.
6. Let op de snijsnelheid
Fijnafstellen van de snijsnelheid aan de dikte van het materiaal en de gewenste kwaliteit. Staalplaten tot 1/2 inch dik worden bijvoorbeeld langzamer gesneden en dunner materiaal heeft een hogere snijsnelheid.
7. Maak de kern schoon
Controleer bij het afwerken van de snede de kerf (de opening die door de snede wordt gemaakt) om er zeker van te zijn dat deze schoon is en vrij van slak. Te veel slak kan onjuiste instellingen vertonen of kan betekenen dat u uw techniek moet aanpassen.
8. Sluit veilig af
Om de toorts uit te schakelen sluit u eerst de brandstofgasklep af, daarna de zuurstofklep Sluit de cilinderkleppen goed en laat eventuele resterende druk in het systeem vrij Inspecteer de apparatuur op slijtage en reinig indien nodig.
Met deze gedetailleerde stappen kan men precisie, veiligheid en efficiëntie garanderen bij het snijden van zuurstofbrandstof in verschillende toepassingen.
Factoren die de snij-efficiëntie beïnvloeden
1. Materiaal Type
De snij-efficiëntie hangt grotendeels af van de materiaalsamenstelling en dikte. Zachtere metalen en minder dikke materialen zijn gemakkelijker te snijden dan harde of dikke.
2. Fakkelinstellingen
Correcte brandstof - en zuurstofverhoudingen zorgen voor een schone en efficiënte snede Elke afwijking hiervan kan gaan om sneden te produceren met te grillige randen of overmatige slak.
3. Mondstukconditie
Voor de precisie verdient een schoon en onbeschadigd mondstuk de voorkeur. Als een mondstuk verstopt of beschadigd is, wordt de gasstroom geblokkeerd, waardoor de snij-efficiëntie wordt belemmerd.
4. Operatortechniek
Prestaties zijn afhankelijk van een goede techniek: consistente snelheid, goede fakkelhoek, gestage beweging Slechte praktijken zullen onnauwkeurige, geen goede snijwonden impliceren.
5. Gaskwaliteit en stroomsnelheid
Goed snijden heeft goed gas nodig, en goed gas heeft zijn stroomsnelheid nodig om voldoende te zijn. Elke verontreiniging of onvoldoende gasstroom laat het niet soepel passeren.
De efficiëntie en kwaliteit van het snijden van zuurstofbrandstof kunnen worden verbeterd door op deze factoren te letten.
Zuurstof- en brandstofgasverhoudingen
De juiste zuurstof - en brandstofgasverhouding is een balanceerhandeling die resulteert in het bereiken van optimale snijprestaties tijdens het knipproces van zuurstof-brandstof De vlam moet efficiënt branden om de schermwarmte te leveren die nodig is voor het snijden Meestal wordt een neutrale vlam geraakt voor de meeste bewerkingen - dit is de vlam die wordt gegenereerd wanneer zuurstof en brandstofgas in de juiste verhoudingen worden gecombineerd.
Zo heeft acetyleen, zijnde een van de meest gebruikte brandstofgassen, een verhouding zuurstof-acetyleen van ongeveer 1,2:1 voor neutrale vlamproductie Dit betekent dat strikt voor elke eenheid acetyleen 1,2 eenheden zuurstof moeten worden geleverd De verhoudingen zullen veranderen voor bepaalde toepassingen, de gassoorten, en de apparatuur die wordt gebruikt Propaan en aardgas, die ook vaker worden gebruikt, kunnen vooral andere verhoudingen zien die hoger zijn dan die welke nodig zijn voor acetyleen, van 4:1 tot 5:1.
Alleen al het handhaven van de juiste verhouding zal de roetvorming en onvolledige verbranding verminderen en zorgen voor schone en scherpe sneden. Herhaal de kalibratie van de apparatuur en als u naar die gasstroomsnelheden kijkt, blijven die verhoudingen precies waar u ze wilt, efficiënt werkend en weinig verspillen. Er moet altijd naar suggesties van fabrikanten worden gekeken voor de specifieke verhoudingsopstellingen die het beste passen bij de betreffende snijwerkzaamheden en de respectieve materiaaleigenschappen.
Materiaaldikte en Type
De dikte en het type materiaal dat wordt gebruikt tijdens vlamsnijprocessen zijn twee factoren die de neiging hebben de efficiëntie van het snijproces en bijgevolg de kwaliteit van de snede te beïnvloeden. Dit betekent ook dat het snijden van dunne materialen, zoals platen van minder dan 6 mm dik, een zeer lage vlamintensiteit en exacte gasverhouding vereist om kromtrekken en overmatige door hitte beïnvloede zones te voorkomen. Bij het snijden van dikkere materialen, zoals staalplaten van meer dan 20 mm, zullen de gasstroomsnelheden hoger moeten zijn, met verhoogde zuurstofdruk, terwijl speciale fakkels worden gebruikt die geschikt zijn voor zware toepassingen.
Verschillende metalen zullen anders reageren op het snijproces. Staal met een laag koolstofgehalte heeft bijvoorbeeld de voorkeur bij het snijden van zuurstof, omdat het zulke samenstellingen en smeltpunten heeft die behoorlijk voorspelbaar zijn; Bij materiaalsoorten als roestvrij staal en aluminium, waarbij de oxidelaag en reflectie-eigenschappen de processen verstoren, is het echter meestal indirect afhankelijk van de techniek. Roestvrij staal is vaak het beste plasma- of lasersnijden, en aluminium kan verdere aanpassingen nodig hebben om thermische vervorming te voorkomen.
Als gevolg van de ontwikkeling van nieuwe snijmethoden zijn de materialen en diktes die haalbaar kunnen worden verwerkt veel talrijker geworden. Het snijgereedschap heeft geautomatiseerde instellingen voor nauwkeurig, herhaalbaar snijden volgens een bepaalde taakspecificatie. Voor industriële doeleinden zullen materiaalreferentiekaarten met specifieke aanbevelingen van drukinstellingen en snijsnelheden ervoor zorgen dat een snijproces wordt geoptimaliseerd voor het te snijden materiaal. Om de beste resultaten te garanderen, is het essentieel om ervoor te zorgen dat de snijmachine compatibel is met de materiaalspecificaties.
Milieuomstandigheden en hun impact
Snijprocessen brengen een andere en unieke reeks variabelen met zich mee die hun efficiëntie en precisie kunnen beïnvloeden Temperatuur, vochtigheid en luchtstroom zijn misschien wel de meest effectieve elementen die de prestaties en het gedrag van de apparatuur van het materiaal demonteren. Een vochtige atmosfeer kan vocht in de snijomgeving introduceren, en dit soort omgeving kan oxidatie of corrosie veroorzaken voor bepaalde materialen, meestal metalen. Onder deze omstandigheden wordt de snijkwaliteit belemmerd en ontstaan er problemen bij het onderhouden van de bewerkingsapparatuur voor de kwaliteitsomgeving.
Temperatuurveranderingen beïnvloeden de snede op andere manieren. Bij zeer lage temperaturen zullen metalen bros worden, en bij hogere temperaturen zullen ze kracht verliezen en gevoelig worden voor thermische kromtrekking. Al deze veranderingen in de eigenschappen van het materiaal beïnvloeden de nauwkeurigheid van de snede en vereisen dat operators hun operationele instellingen wijzigen, hetzij om uitzetting of samentrekking van het materiaal te compenseren.
Luchtstromen, die conceptueel de juiste ventilatie en windrichting omvatten, zijn even belangrijk voor het warmte- en residubeheer bij verschillende snijprocessen. Door adequate ventilatie worden deeltjes en gassen verwijderd die door het snijden worden geproduceerd, waardoor de veiligheid wordt gewaarborgd en een onbelemmerd zicht op de snede behouden blijft, samen met een verzekerde mate van precisie.
Het is verstandig om deze omgevingsparameters te monitoren en te omzeilen voor maximale prestaties Onderzoek heeft aangetoond dat het gereguleerd houden van de werkomgeving tussen 60-75 °F en het handhaven van de relatieve vochtigheid op 40-50% kan helpen bij het minimaliseren van de nadelige effecten van deze externe variabelen. Eenmaal onderhouden kunnen omgevingscontrollers zoals luchtontvochtigers of behuizingen met vochtigheidscontroles helpen deze parameters te behouden, waardoor uiteindelijk de output en kwaliteit van de snijbewerking worden verbeterd.
Veiligheidsmaatregelen bij het snijden van zuurstof en brandstof

Veiligheidsmaatregelen bij het snijden van zuurstofbrandstoffen zijn onder meer het dragen van beschermende uitrusting, het inspecteren van apparatuur en het vermijden van brandbare materialen.
| Key Point | Details |
|---|---|
|
Gear |
Draag beschermende kleding |
|
Inspection |
Controleer cilinders en toortsschade |
|
Valves |
Flashback-afleiders gebruiken |
|
Brandbaar |
Vermijd snijden in de buurt van brandbare items |
|
Transport |
Veilige cilinders tijdens transport |
Persoonlijke beschermingsmiddelen (PBM)
Persoonlijke beschermingsmiddelen (PBM's) zijn van vitaal belang voor het waarborgen van de veiligheid van werknemers die betrokken zijn bij het snijden van zuurstofbrandstoffen Het proces genereert hoge temperaturen, vonken en dampen, die aanzienlijke risico's kunnen opleveren als er geen adequate voorzorgsmaatregelen worden genomen. Belangrijke PBM-items zijn onder meer:
- Lashelmen en veiligheidsbrillen: Oogbescherming is essentieel om te beschermen tegen intens licht, ultraviolette (UV) straling en rondvliegend puin. Lasbrillen of helmen met lenzen met een schaduwbereik dat geschikt is voor het snijden van zuurstofbrandstof (meestal schaduw 4-6) worden aanbevolen volgens de ANSI Z87.1-normen.
- Vlambestendige kleding: Operators moeten vlambestendige kleding dragen die is gemaakt van materialen zoals behandeld katoen of leer om brandwonden door vonken en gesmolten metaalspatten te voorkomen. Loszittende kledingstukken moeten worden vermeden om brandrisico's te minimaliseren.
- Ademhalingsbescherming: Bij het snijden van zuurstofbrandstof ontstaan dampen die schadelijke stoffen kunnen bevatten, zoals koolmonoxide of metaaloxiden Afhankelijk van het materiaal dat wordt gesneden en de ventilatie van de werkruimte kunnen ademhalingstoestellen die voldoen aan de door de NIOSH goedgekeurde normen nodig zijn om te beschermen tegen het inademen van gevaarlijke deeltjes.
- Hittebestendige handschoenen: Dikke, hittebestendige handschoenen zijn essentieel om de handen van operators te beschermen tegen blootstelling aan extreme hitte en accidentele brandwonden veroorzaakt door gesmolten materialen.
- Laarzen met stalen neus: Voetbescherming is cruciaal om te beschermen tegen zware vallende voorwerpen en druppels gesmolten metaal Laarzen moeten ook voorzien zijn van hittebestendige zolen om contact met hete oppervlakken te weerstaan.
- Gehoorbescherming: Het snijden van zuurstofbrandstof kan aanzienlijke geluidsniveaus genereren, vooral in combinatie met extra apparatuur zoals slijpmachines of boren. Oordoppen of oorkappen die voldoen aan de OSHA-richtlijnen voor blootstelling aan lawaai helpen het risico op gehoorbeschadiging te verminderen.
Door deze essentiële PBM-componenten in de dagelijkse bedrijfsvoering te integreren, minimaliseren werknemers potentiële gevaren en creëren ze een veiligere werkomgeving Een goede opleiding over het gebruik en onderhoud van deze beschermende maatregelen verbetert de veiligheid en operationele efficiëntie nog meer Het waarborgen van de naleving van de wettelijke veiligheidsnormen beschermt niet alleen het personeel, maar versterkt ook de productiviteit en het moreel op de werkplek.
Brandveiligheidsmaatregelen
Met brandveiligheidsmaatregelen bekijk ik de zaken vanuit een preventiehoek terwijl ik alle mogelijke risico's verzacht en me voorbereid op noodsituaties Dat omvat het vrijhouden van de uitgangen, het op regelmatige tijdstippen inspecteren van brandblussers, het van tijd tot tijd onderhouden ervan, en het routinematig uitvoeren van brandoefeningen om iedereen te herinneren en voor te bereiden op noodsituaties. Het omvat ook het instrueren van mensen over hoe ze met branden moeten omgaan en reageren en het juiste gebruik van apparatuur om de veiligheid en paraatheid van iedereen te garanderen.
Goede uitrusting, behandeling en onderhoud
Wanneer u met welk gereedschap dan ook werkt of werkt, moet u zich realiseren dat veiligheid en efficiëntie van het grootste belang zijn. Daarom zorg ik ervoor dat u altijd de instructies van de fabrikant opvolgt voor het bedienen van de apparatuur. Ik bedoel, ik controleer regelmatig om fouten te vinden die kunnen ontstaan en deze vroegtijdig aan te pakken. Op deze manier ga ik de situaties tegen die ertoe zouden leiden dat de apparatuur defect raakt, waardoor een plek ontstaat die voor iedereen gevaarlijk kan zijn.
Het vergelijken van het snijden van zuurstofbrandstof met alternatieve methoden

Zuurstof-brandstof snijden wordt veel gebruikt voor zijn vermogen om efficiënt te snijden dik staal en andere ferro metalen De zuurstof en brandstof gassen combineren om een vlam met zeer hoge temperatuur die in staat is om het materiaal te smelten te leveren Kostengewijs, dit is de goedkoopste methode beschikbaar; het is draagbaar, en perfect voor zware toepassing.
Aan de andere kant zijn andere methoden, zoals plasmasnijden, sneller en nauwkeuriger als het gaat om het snijden van dunne platen en non-ferromaterialen zoals aluminium. Plasma produceert schonere randen met minder slak. Lasersnijden is absolute precisie voor mensen met complexe ontwerpen; het is echter duur om te gebruiken en heeft veel meer apparatuur nodig.
Elk heeft zijn voor - en nadelen, dus de beslissende factor komt neer op het type en de dikte van materiaal, budget, en projectbehoeften Oxy-fuel snijden is nog steeds een van de beste opties voor zware, industriële toepassingen vanwege de eenvoud en betrouwbaarheid.
Oxy-Fuel versus Plasma Cutting
Oxy-fuel snijden is kosteneffectief en ideaal voor dikke materialen, terwijl plasma snijden superieure snelheid, precisie en veelzijdigheid biedt.
|
Key Point |
Details |
|---|---|
|
Dikte |
Zuurstof voor dikke materialen |
|
Precision |
Plasma is preciezer |
|
Speed |
Plasma is sneller |
|
Kosten |
Oxy-fuel is betaalbaarder |
|
Veelzijdigheid |
Plasma gaat beter om met dunne materialen |
Oxy-Fuel versus Lasersnijden
Zuurstofsnijden blinkt uit in dik staal en kostenefficiëntie, terwijl lasersnijden superieure precisie, snelheid en veelzijdigheid biedt.
|
Key Point |
Details |
|---|---|
|
Dikte |
Zuurstof voor dik staal |
|
Precision |
Lasersnijden is superieur |
|
Speed |
Laser is sneller |
|
Kosten |
Oxy-fuel is kosteneffectiever |
|
Veelzijdigheid |
Laser is veelzijdiger |
Voordelen en nadelen van elke methode
1. Zuurstof snijden
Voordelen
- Veelzijdigheid: Het snijden van zuurstofbrandstof is zeer effectief op een breed scala aan ferrometalen en maakt het mogelijk dikkere materialen te snijden, vaak tot 24 inch of meer.
- Draagbaarheid: De apparatuur is relatief licht van gewicht en vereist geen externe stroombron, waardoor deze ideaal is voor veldwerk of afgelegen locaties.
- Kosteneffectief: De initiële investerings - en operationele kosten zijn lager in vergelijking met plasma - of lasersnijsystemen.
Nadelen
- Beperkt tot ferrometalen: Deze methode is niet geschikt voor het snijden van non-ferrometalen zoals aluminium of roestvrij staal.
- Langzamere snelheid: De snijsnelheid is aanzienlijk langzamer vergeleken met plasma- en lasersnijden, vooral op dunnere materialen.
- Door hitte getroffen zone (HAZ): De hoge hitte-intensiteit kan leiden tot een grotere door hitte beïnvloede zone, die de materiaalintegriteit nabij de snijrand in gevaar kan brengen.
2. Plasmasnijden
Voordelen
- Veelzijdigheid in alle materialen: Plasmasnijden kan effectief omgaan met een verscheidenheid aan geleidende metalen, waaronder staal, roestvrij staal en aluminium.
- Snellere Snelheid Snijden: Deze methode presteert beter dan autogeen snijden in termen van snelheid, vooral op dunnere materialen, waardoor de algehele productiviteit wordt verbeterd.
- Precision: Plasmasnijders produceren schonere sneden met minimale slak, waardoor de noodzaak voor nabewerkingswerkzaamheden wordt verminderd.
Nadelen
- Kosten: De initiële investering in plasmasnijapparatuur is hoger en de operationele kosten kunnen stijgen vanwege de behoefte aan elektriciteit en verbruiksonderdelen zoals elektroden en mondstukken.
- Diktebeperking: Hoewel uitzonderlijk voor het snijden van dunne en middelzware materialen, is plasmasnijden minder effectief voor extreem dikke metalen vergeleken met autogeensnijden.
- Afhankelijkheid van de energiebron: Plasmasnijders hebben een stabiele voeding nodig, wat hun draagbaarheid beperkt in vergelijking met zuurstof-brandstofsystemen.
3. Lasersnijden
Voordelen
- Hoge precisie en detail: Lasersnijden blinkt uit in het bereiken van ingewikkelde ontwerpen en nauwkeurige sneden, waardoor het ideaal is voor projecten die nauwe toleranties vereisen.
- Snelheid met dunne materialen: Voor dunnere metalen en plaatmaterialen kan lasersnijden een zeer snelle verwerking bewerkstelligen.
- Minimaal afval: De smalle kerfbreedte en hoge precisie verminderen materiaalverspilling aanzienlijk.
Nadelen
- Hoge Kosten: Lasersnijmachines brengen aanzienlijke kosten vooraf met zich mee, samen met lopende onderhoudskosten.
- Materiaal Beperkingen: Hoewel effectief op de meeste soorten metalen en zelfs niet-metalen, worstelt lasersnijden met extreem dikke materialen.
- Veiligheidsproblemen: Het gebruik van lasers vereist strenge veiligheidscontroles om operators te beschermen tegen potentiële gevaren, waaronder blootstelling aan krachtig licht.
Referentiebronnen
- Verwarmde temperatuur en bereik van de zuurstof-acetyleen snijversterkingsstaaf door simulatie en experiment
- Auteurs: Bong-Joo Kim et al.
- Publicatiejaar: 2008
- Samenvatting: Deze studie onderzoekt de verwarmde temperatuur en het bereik tijdens het oxy-acetyleensnijden van wapeningsstaven, Het maakt gebruik van zowel simulatie als experimentele methoden om de thermische effecten tijdens het snijproces te analyseren De bevindingen geven aan dat de temperatuurverdeling cruciaal is voor het optimaliseren van de snij-efficiëntie en - kwaliteit.
- Methodologie: Het onderzoek maakte gebruik van simulatietechnieken naast experimentele opstellingen om temperatuurvariaties tijdens het snijproces te meten, waardoor een uitgebreid inzicht ontstond in de betrokken thermische dynamiek(Kim et al., 2008, blz. 1-5).
- Experimenteel onderzoek en optimalisatie van Oxy-Acetyleen ondersteunde bewerkingsparameters voor op nikkel gebaseerde legering Inconel 718
- Auteurs: OG Sonare et al.
- Publicatiejaar: 2017
- Samenvatting: Dit artikel richt zich op het optimaliseren van de bewerkingsparameters voor het snijden van oxy-acetyleen van Inconel 718, een legering op nikkelbasis. De studie benadrukt het belang van temperatuurbeheersing bij het bereiken van gewenste bewerkingsresultaten, zoals oppervlakteafwerking en gereedschapsslijtage.
- Methodologie: De auteurs voerden een reeks experimenten uit om de effecten van verschillende snijparameters op de prestaties van het oxy-acetyleenproces te evalueren, waarbij ze de resultaten analyseerden om optimale instellingen voor temperatuurbeheer te identificeren(Sonare et al., 2017, blz. 1-7).
- Een experimenteel onderzoek naar prestatieparameters voor hete bewerking met behulp van een zuurstof-acetyleengasopstelling
- Auteurs: Venkatesh Ganta, D. Chakradhar
- Publicatiejaar: 2014
- Samenvatting: Deze studie onderzoekt de prestatieparameters van warm bewerken met behulp van een oxy-acetyleengasopstelling. Het benadrukt de rol van temperatuur bij het verbeteren van de bewerkingsefficiëntie en het verminderen van gereedschapsslijtage.
- Methodologie: Het onderzoek omvatte experimentele opstellingen om de impact van temperatuur op verschillende bewerkingsparameters te meten, waardoor inzicht werd verkregen in de voordelen van hete bewerkingstechnieken(Ganta & Chakradhar, 2014).
Veelgestelde vragen (FAQ's)
Wat is het knipproces van zuurstofbrandstof?
Het knipproces van zuurstofbrandstof omvat het gebruik van een toorts die zuurstof en een brandstofgas, meestal acetyleen, mengt om een vlam op hoge temperatuur te creëren. Deze vlam wordt gebruikt om het metaal te verwarmen totdat het zijn ontstekingstemperatuur bereikt, waardoor een snijtechniek mogelijk is die effectief door verschillende soorten materialen heen dringt.
Wat zijn de maximale vlamtemperaturen bij zuurstofsnijden?
De maximale vlamtemperatuur bij het snijden van zuurstof kan oplopen tot 3.500 graden Celsius (6.332 graden Fahrenheit) bij gebruik van een zuurstofbrandstoftoorts. Deze hoge vlamtemperatuur is essentieel voor effectief snijden, waardoor de vlam het metaal kan smelten en een schone snede kan produceren.
Hoe beïnvloedt de zuurstof-brandstofgasverhouding de snijkwaliteit?
De zuurstof/brandstofgasverhouding is cruciaal voor het bereiken van een optimale snijkwaliteit Een hogere verhouding leidt tot een hetere vlam, wat de snijsnelheid en - kwaliteit kan verbeteren Omgekeerd kan een lagere verhouding resulteren in lagere snijsnelheden en een minder effectief snijproces, wat mogelijk kan leiden tot slakvorming op de snijrand.
Welke soorten brandstofgassen kunnen worden gebruikt bij het snijden van zuurstofbrandstoffen?
Veel voorkomende brandstofgassen die worden gebruikt bij het snijden van zuurstofbrandstoffen zijn onder meer acetyleen, propaan en MAPP-gas. Elk gas heeft unieke eigenschappen; acetyleen produceert bijvoorbeeld een hogere vlamtemperatuur vergeleken met propaan, waardoor het geschikter is voor bepaalde snijtoepassingen.
Hoe beïnvloedt de pierce tijd de snijtechniek?
Pierce tijd verwijst naar de duur die nodig is om een eerste gat in het metaal te maken voordat het wordt gesneden Een kortere doorsteektijd duidt doorgaans op een efficiëntere snijtechniek, waardoor sneller doorboren en snijden mogelijk is Factoren zoals vlamtemperatuur en zuurstofstroom spelen een belangrijke rol bij het bepalen van de doorsteektijd.
Wat is de rol van de binnenste kegel van de vlam bij het snijden van zuurstofbrandstof?
De binnenste kegel van de vlam is het heetste deel van de zuurstof-brandstof vlam en is essentieel voor effectief snijden Het is waar de zuurstofstraal zich vermengt met het brandstofgas, waardoor een gebied met hoge temperatuur ontstaat dat het metaal doet smelten Voor optimale resultaten moet het snijproces zich richten op het op de juiste positie houden van deze binnenkegel over het materiaal dat wordt gesneden.
Kan aardgas worden gebruikt bij het snijden van zuurstofbrandstoffen?
Ja, aardgas kan worden gebruikt bij het snijden van zuurstofbrandstof, hoewel het over het algemeen een lagere vlamtemperatuur produceert in vergelijking met acetyleen. Hoewel het misschien niet zo efficiënt is voor het snijden van dikkere metalen, is het vanwege de beschikbaarheid en kosteneffectiviteit een veelgebruikte brandstof voor lichtere toepassingen.
Wat zijn de veiligheidsmaatregelen voor het gebruik van een acetyleencilinder?
Bij gebruik van een acetyleencilinder is het essentieel om veiligheidsmaatregelen te volgen, zoals ervoor zorgen dat de cilinder rechtop wordt opgeslagen, uit de buurt van warmtebronnen, en in een goed geventileerde ruimte Regelmatig controleren op lekken en ervoor zorgen dat de klep op de toorts correct functioneert, kan helpen om ongelukken tijdens het snijproces te voorkomen.
Hoe beïnvloedt het gebruik van minder zuurstof het snijproces?
Minder zuurstof gebruiken in het snijproces kan leiden tot een lagere vlamtemperatuur, wat kan resulteren in lagere snijsnelheden en minder effectief doorboren van het metaal. Het kan ook de kans op slakvorming vergroten, wat een negatieve invloed heeft op de kwaliteit van de snede. Het behouden van de juiste zuurstof- en brandstofleidingen is cruciaal voor optimale prestaties.

