


金属切削の精度と汎用性のために、効率性において酸素燃料トーチに匹敵する工具はほとんどありません。この由緒ある方法は、厚い鋼をスピードと精度で切断できるため、製造から建設までの業界で有名ですが、私たちの疑問は、酸素燃料切削がこれほど効果的になる理由と、温度がプロセスにどのような影響を与えるのかということです。このテキストでは、酸素燃料切削の背後にある科学を調査し、トーチがどのように動作するかを分析し、そのさまざまな用途を探ります。このガイドは、経験豊富な専門家と金属を扱う新しいオペレーターの両方にとって、基礎知識を検討してください。これらはすべて、このツールが大惨事の最先端の操作の中で信頼できる選択となる理由を説明するためのものです。.
酸素燃料切断の紹介
酸素燃料切断(さんそんりょうさつがい、)とは、酸素と、アセチレン、プロパン、天然ガスなどの燃料ガスによって生成される高温の火炎を用いて金属を切断することで知られるプロセスであり、酸素燃料切断は、金属を一定の臨界熱まで予熱し、その後、純粋な酸素がその領域に向けられ、金属を酸化または燃焼させて、きれいで正確な切断を行う。このプロセスは、鉄金属の厚い破片を切断するのに非常に役立ち、また建築業界、造船、金属製造においても非常に有用である。酸素燃料切断の信頼性と多用途性により、多くの用途に不可欠なツールとなっている。.
Oxy-Fuel Cuttingとは?
酸素燃料切断では、厚い金属を正確に切断するために燃焼プロセスを利用する、簡単だが非常に効果的な技術が使用されます。このプロセスでは、使用される材料に応じて、金属表面を通常 900° F ~ 1,600° F の間で変化する発火温度に予熱します。燃料ガス、通常はアセチレン、プロパン、または天然ガスが酸素と結合して高温の炎を生成します。金属が十分に加熱されると、純酸素の流れが金属に向けられ、酸素と反応して酸化鉄が形成され、溶融して切断領域から吹き飛ばされます。.
酸素燃料は、今やハイテクで、はるかに正確で、能力的に効率的です。 、例えば、自動酸素燃料切断機は、厚さ12 インチまでの炭素鋼板上で毎分20 インチ以上の速度を実現します。業界分析によると、酸素燃料切断は、プラズマまたはレーザー切断を含む他の代替手段よりも一般的に低いと考えられる運営費で、頑丈な切断作業のための最も費用対効果の高いソリューションの1 つであると述べています。この方法は、精度に加えて可搬性と効率性を提供するため、大規模に製造または修理に従事する業界に最も適しています。.
酸素燃料切断技術の歴史と進化
酸素燃料切断の起源は、実用的な溶接およびガス切断システムの進化とともに1800 年代後半にさかのぼります 1903 年、エドモン フーシェとシャルル ピカードは、金属加工に酸素アセチレントーチを導入しました 酸素とアセチレンガスを燃焼させて、鋼を溶かして切断するのに十分な高温の火炎を生成することにより、驚くべき効率で正確な切断および溶接プロセスを可能にしました。.
長年にわたり、酸素燃料切断は大幅な改善を遂げてきました。その最初の用途は非常に単純な機器と作業範囲の制限によって制限されていたため、これらの改良により実行性が大幅に向上しました。たとえば、マルチガス設定により、ユーザーはプロパンや天然ガスなどの燃料を切り替えることができるようになり、他の用途も開かれ、一部の用途ではコストが削減されます。.
技術の進歩により、酸素燃料切断セットアップが自動化されたシステムに統合されました。ほとんどの CNC (コンピュータ数値制御) 機械は現在、酸素燃料切断ヘッドと統合されており、より正確な大規模動作を可能にしています。最近の業界インテリジェンスレポートによると、この混合物は重工業用途に不可欠な厳格な許容レベルを維持しながら、生産性を最大 40% 向上させます。さらに、ノズル設計の改善により、燃料効率が向上し、酸素消費量が最大 25% 削減され、この方法の持続可能性が向上します。.
酸素燃料の適応性と強度そのものが、レーザーやプラズマなどの新しい技術にもかかわらず、造船、建設、製造などの現代の産業との関連性を維持しています。その歴史的進化は、金属製造の基本手段であり続けるために、革新性と実用性を融合させた産業ニーズに対する進歩的なソリューションであることの証拠として立っています。.
業界全体のアプリケーション
酸素燃料切断プロセスは、その多目的性と効率性により、引き続き重要な技術です。建設においては、主に構造用鋼を正確に切断して、建物や橋のフレームワークを即座に組み立てられるようにするために利用されています。造船業界の他の一部の重機は、厚い鋼板を切断する能力として酸素燃料切断に依存しており、それによって生産時間が大幅に短縮されます。その後、製造作業では、機械、家電製品、工具のコンポーネントや部品の製造のための製造を継続するプロセスが採用されます。.
最近では、酸素燃料切断の分野にさらに多くの革新が導入され、さらに優れたものになりました。ガス混合物は、レーザー完璧な精度で同時にスムーズな切断を実行する、より新しく優れたノズルをすべて備えたより高速な切断が可能であることが研究で強調されています。この技術は、主に非常に頑丈な用途向けに、12 インチを超える鋼厚で利用できることが強調されています。さらなる研究により、この方法は他の方法と比較して費用対効果が高く、レーザー切断などのより高度な方法よりもコストが最大 50% 低いため、手順全体がより持ち運びやすく、使用に便利になり、酸素燃料切断がこの生命にふさわしい産業活動の主要なツールボックスの 1 つであることが明らかになりました。.
酸素燃料の炎の背後にある科学
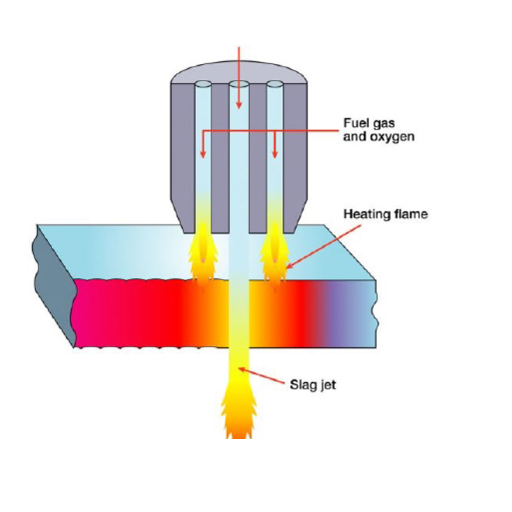
酸素とアセチレンやプロパンなどの燃料ガスを制御された方法で混合することによって酸素燃料の炎が発生します酸素は燃焼をサポートし、燃料ガスを非常に高温で燃焼させますこの強烈な熱は金属を溶かすのに十分であり、切断および溶接プロセスに適しています炎は2 つのゾーンで構成されています燃料ガスの部分燃焼が行われる内側コーンと燃焼が完了する外側エンベロープ 酸素燃料比に応じて、炎は意図したタスクを実行するように、つまり切断または結合するように作ることができます。.
酸素とアセチレン燃焼を理解する
アセチレンと酸素の融合燃焼は、全能の温度を引き起こすため、ガス溶接と切断方法のまさに焦点を提供します。酸素とアセチレンは燃焼によって化学反応し、火炎温度は約 3,480° C (6,296° F) となり、通常の産業慣行で遭遇する最高火炎温度の 1 つとなります。このような熱は、鋼や鉄を含む金属を一言で溶接して切断する能力を持っています。.
その後、燃焼は、アセチレンC2H2 の分子が酸素O2 と混合されて急速な酸化により熱を生じることから始まり、完全燃焼のための反応は次の形をとる:
2C2H2 + 5O2 → 4CO2 + 2H2O + 熱
この反応は、十分な酸素が存在する理想的な燃焼状態を表します。しかし、酸素とアセチレンの比値の異常は、炎の性質を変えることができます。還元性、または浸炭性の炎には余分なアセチレンがあり、たとえば、溶接での焼鈍や切り身の作成、すすの堆積、酸化の減少に使用されます。一方、一般的な溶接では中性火炎がバランスのとれた燃焼に使用され、余剰酸素を含む酸化性火炎が切断に最大の熱を提供します。.
精製したら、酸素とアセチレンをパックし、デュオから最大のパフォーマンスを利用するために安全です。, アセチレンは、例えば, 15 psiを超える圧力で本質的に不安定であり、 (103 kPa) 安全でない分解を防ぐために規制する必要があります; それにもかかわらず, 空気中のその爆発的な範囲は、間です 2.5%と 100%, したがって、, すべての可能なステップは、アプリケーション中に監視と制御を必要とします。.
炎の温度と切断におけるその重要性
切断および工業プロセスの技術における崇高な石であるため、火炎温度は工業切断プロセスの効率と精度の指標となります。酸素とアセチレンの混合比率が 1:1 であることを考慮すると、酸素とアセチレンの火炎の温度は約 5,572° F (3,090° C) に達します。このような高温では、鋼を素早く発火点まで運ぶことができるため、切断は迅速かつ効率的に行われます。.
温度以外のもう 1 つの重要な側面は、炎の性質です。これは、中性、酸化性、または還元性である可能性があります。カットの性能と製品の状態は炎の影響を受けます。通常、中性炎は酸素とアセチレンの比率がバランスが取れているため、最高品質のカットが得られますが、酸化炎は過剰な酸化を引き起こし、表面欠陥として現れる可能性があります。.
もう1 つの重要な側面: 熱分布 火炎は、熱が周囲の材料に熱応力を加えて表面に広がっている間に熱が逃げるように、小さな領域に熱を集中させるため、反りや構造的損傷の危険性があります これはまた、適切な燃料の組み合わせと適切な機器の校正を選択することを強調しています。.
自動トーチシステムやガス混合制御などの最新の切断技術と合わせて、これらの高温火炎は、ほとんど芸術的なデザインの製造から厚い鋼板の面取りに至るまで、さまざまな産業目的に優れた精度を提供します。炎の温度は、業界が激しい切断作業であっても活動を調整するための重要な要素となっています。.
炎の特徴に影響を与える要因
温度、燃料対酸素比、ガス純度、環境条件など、いくつかの重要な要素が火炎の特性に影響を与えます。これらの変数がどのように相互作用するかを理解することは、正確な火炎制御を達成し、工業プロセスを最適化するために不可欠です。.
- 燃料対酸素比
燃料と酸素の比率は、炎の挙動を定義する上で極めて重要な役割を果たします。バランスの取れた比率は、多くの産業用途に理想的な中性炎を生成します。酸素が多すぎると酸化炎が発生し、金属の酸化が促進される可能性がありますが、過剰な燃料は還元炎を引き起こし、酸化物を減少させ、スケーリングを最小限に抑えることができます。.
- ガス純度
アセチレン、プロパン、天然ガスなどの燃料ガスの純度は、火炎の安定性と熱出力に直接影響します。不純物やガスの品質に一貫性がないと、温度の変動や不均一な切断や溶接の性能につながる可能性があります。たとえば、純度グレードが 99.6% 以上のアセチレンは、低グレードの代替品と比較して、より高温で一貫した火炎を保証します。.
- 周囲の温度と圧力
温度、大気圧、湿度などの環境要因により、火炎の特性が変化します。たとえば、標高が高い場合、空気圧と酸素密度が低い場合、効率的な燃焼を維持するために燃料と酸素の流れの設定を調整する必要があります。.
- ノズルの設計とメンテナンス
トーチノズルの設計は、火炎のサイズ、形状、熱分布に影響します。ノズルの詰まりを取り除き、磨耗したコンポーネントを交換するなど、定期的なメンテナンスにより、均一なガス流量と最適な火炎出力が保証されます。.
- 自動化の進歩
最新の自動化システムにより、ガスの流れや燃焼設定などの変数を正確に調整できます。このレベルの制御により、再現性が向上するだけでなく、エネルギー効率も向上します。たとえば、自動酸素燃料切断機は、処理される材料の厚さに合わせて火炎を微調整できるため、廃棄物が削減され、生産性が向上します。.
これらの要因を考慮することで、メーカーとオペレーターは炎の特性を微調整してタスクの正確な要件を満たすことができ、効率、安全性、高品質の結果を確保できます。.
酸素燃料切断プロセス

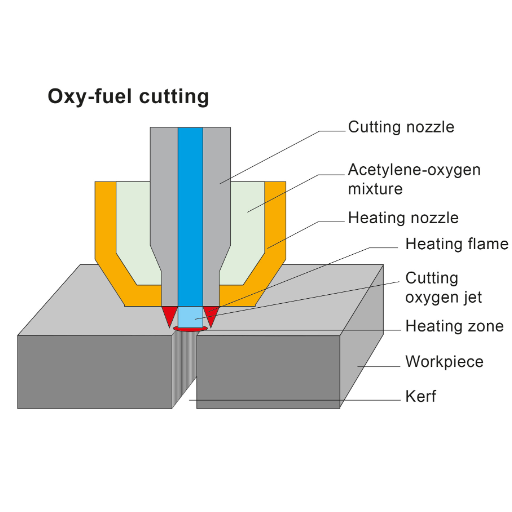
酸素燃料火炎切断では、固体金属を発火温度まで火炎で加熱し、純酸素のジェットを使用して材料を酸化して切断します。酸素燃料切断技術は、安価な酸化方法が可能であるため、主に鋼などの鉄金属でうまく機能します。金属を予熱した後、火炎はアセチレン、プロパン、天然ガスなどの燃料ガスと酸素によって供給されます。発火温度付近で、酸素の強力なジェットがワークピースにフラッシュされ、瞬時に酸化して切断されます。この技術は、厚い金属を正確に切断するための多用途で高速な方法です。.
酸素燃料切断システムのコンポーネント
酸素燃料切断システムのコンポーネントには、シリンダー、レギュレーター、ホース、トーチ、安全弁が含まれます。.
| キーポイント | 詳細 |
|---|---|
|
シリンダー |
酸素と燃料のガス貯蔵 |
|
規制当局 |
制御ガス圧力 |
|
ホース |
トーチにガスを輸送します |
|
トーチ |
ガスを混合して点火します |
|
バルブ |
安全性と流量制御を確保します |
適切な切断チップを選択する
酸素燃料の切断チップの選択は、最大のパフォーマンスを獲得し、酸素燃料切断システムから実際の切断を取得するために注意して行う必要があります。切断チップの選択には、切断される材料の種類と厚さ、使用される燃料ガスの種類、目的の切断の品質など、いくつかの要因が影響します。切断チップは、炎と酸素の流量に応じて可変のオリフィス サイズと微調整された構成を持つように製造されます。.
例えば、比較的狭いが濃縮された火炎を供給する小さなオリフィスチップは、一般に、そのような製造業者が火炎を薄くしすぎ、材料または廃棄物の燃焼アウトがあるため、より薄い金属のために使用されるべきである大きなオリフィスチップは、より厚く材料のために、それらの酸素の流れがより深く、よりクリーンな切断を可能にするので、より厚い材料のために使用されるべきである 各用途のためにカスタマイズされた業界標準のチップチャートは、通常、製造業者によって供給される; これらのチャートには、先端サイズ、切断速度、ガス圧力、および火炎に必要な予熱を設定するための情報が含まれており、オペレータに効率的かつ正確に切断を実行するための情報を提供する。.
その他の利点としては、正しいチップがガス消費効率が高く、逆火や炎による外乱の危険性が低いことが挙げられます。チップの定期的な洗浄と磨耗のチェックは、チップの良好なメンテナンスの重要な部分を形成し、切断作業の一貫したパフォーマンスを保証します。チップを選択する際には、使用するトーチモデルと互換性のあるチップのタイプと、チップ材料が高温環境への長期曝露に適切であるかどうかに注意する必要があります。.
段階的な酸素燃料切断技術
1.Equipmentを準備する
すべての機器が正常に動作していることを確認してください。トーチ、ホース、レギュレーターに損傷や摩耗の兆候がないか一度だけ確認してください。酸素ボンベと燃料ガスボンベがしっかりと固定されており、圧力レベルが動作に適していることを確認してください。.
2.ガス圧を調整する
トーチと切断チップに応じて、それぞれのレギュレーターの酸素と燃料ガスの圧力を正確な仕様に調整します。たとえば、酸素圧力は通常、燃料ガスの圧力 (実際の使用状況に応じてアセチレンの場合は 5-10 psi) と比較して高くなります (切断の場合は 20-40 psi)。.
3.トーチに点火する
燃料ガスバルブをわずかに開き、スパークライターを使用してガスに点火します。その後、酸素バルブをゆっくりと開いて中性火炎を形成します。中性火炎は、明確に定義された内側コーンを持ち、良好な切断に必要です。.
4.材料を予熱する
材料の開始点に切断トーチを配置します。炎を安定して保持し、その領域を切断の準備ができていることを示す明るい赤色に予熱します。予熱してきれいな切断を確認します。.
5.切断用酸素バルブを開きます
材料が熱くなったら、切断用酸素レバーを押して高圧酸素の流れを放出します。トーチを安定して持ち、炎を材料に合わせて切断線に沿ってゆっくりと動かします。.
6、切断速度を見てください
材料の厚さと希望する品質に合わせて切断速度を微調整します。たとえば、1/2 インチまでの鋼板は切断速度が遅くなります。厚さは切断速度が速く、薄い材料の方が切断速度が速くなります。.
7.カーフを掃除する
カットを完了したら、カーフ (カットによって作られたギャップ) をチェックして、カーフがきれいでスラグがないことを確認します。スラグが多すぎると、不適切な設定が表示されたり、テクニックを調整する必要がある場合があります。.
8、安全にシャットダウン
トーチをシャットダウンするには、まず燃料ガスバルブを閉じ、次に酸素バルブを閉じます。シリンダーバルブを適切に閉じ、システム内の残りの圧力を解放します。機器の摩耗を検査し、必要に応じて清掃します。.
これらの詳細な手順により、アプリケーション全体にわたる酸素燃料の切断の精度、安全性、効率を保証できます。.
切断効率に影響を与える要因
1.materialタイプ
切断効率は材料の組成と厚さに大きく依存します。柔らかい金属や厚さの低い材料は、硬い材料や厚い材料よりも切断が簡単です。.
2.トーチの設定
燃料と酸素の比率を正しくすることで、クリーンで効率的なカットが可能になります。これからの逸脱は、エッジがギザギザになったり、過剰なスラグが発生したりするカットを生み出す可能性があります。.
3.ノズル状態
精度を高めるには、きれいで損傷のないノズルが好ましい。ノズルが詰まったり損傷したりすると、ガスの流れが妨げられ、切断効率が妨げられます。.
4.オペレーターテクニック
パフォーマンスは、一貫したスピード、良好なトーチ角度、安定した動きなどの優れたテクニックに依存します。悪い習慣は、優れたカットではなく、不正確であることを意味します。.
5.ガスの品質と流量
良好な切断には良好なガスが必要であり、良好なガスには流量が適切である必要があります。汚染やガス流量が不十分だとスムーズに通過できなくなります。.
酸素燃料切断の効率と品質は、これらの要素を考慮することで改善できます。.
酸素と燃料ガスの比率
適切な酸素と燃料ガスの比率は、酸素と燃料の切断プロセス中に最適な切断性能を達成する結果となるバランス作用です。切断に必要なスクリーン熱を供給するには、炎を効率的に燃焼させる必要があります。通常、ほとんどの操作で中性炎が発生します。これは、酸素と燃料ガスを適切な比率で組み合わせると生成される炎です。.
たとえば、最も広く使用されている燃料ガスの 1 つであるアセチレンは、中性火炎生成の場合、酸素対アセチレンの比率が約 1.2:1 です。これは、厳密にアセチレン単位ごとに、酸素の比率が 1.2 単位供給される必要があることを意味します。特定の用途、ガスの種類、使用される機器では比率が変化します。同様に一般的に使用されるプロパンと天然ガスでは、特にアセチレンに必要な比率よりも高い比率が 4:1 から 5:1 まで異なる場合があります。.
正しい比率を維持するだけでも、すすの形成、不完全燃焼を減らし、クリーンで鋭いカットを確実にします 機器のキャリブレーションを繰り返して、それらのガス流量を見て、それらの比率を必要な場所に保ち、効率的に作業し、ほとんど無駄にしないため、メーカーの提案は常に、手元にある特定の切断作業とそれぞれの材料特性に最も適した特定の比率設定について検討する必要があります。.
材料の厚さとタイプ
火炎切断プロセス中に使用される材料の厚さと種類は、切断プロセスの効率、ひいては切断の品質に影響を与える傾向がある 2 つの要因です。これは、厚さ 6 mm 未満のシートなどの薄い材料の切断には、反りや過度の熱影響ゾーンを防ぐために非常に低い火炎強度と正確なガス比が必要であることも意味します。 20 mm を超える鋼板などの厚い材料の切断では、重い用途に適した特殊なトーチを使用しながら酸素圧力を高め、ガス流量を高くする必要があります。.
金属が異なれば、切断プロセスに対する反応も異なります。たとえば、酸素燃料切断では低炭素鋼が好まれます。低炭素鋼は、そのような組成と融点が非常に予測しやすいためです。ただし、酸化物層と反射特性がプロセスを妨げるステンレス鋼やアルミニウムなどの材料タイプでは、通常は間接的に技術に依存します。ステンレス鋼はプラズマまたはレーザーで切断するのが最適であることが多く、アルミニウムは熱歪みを防ぐためにさらなる変更が必要になる場合があります。.
新しい切断方法の開発の結果、実現可能な加工が可能な材料と厚さははるかに多くなりました 切削工具は、与えられたタスク仕様に従って正確で再現可能な切断のための自動設定を持っています 産業上の目的のため、圧力設定と切断速度の特定の推奨事項を記載した材料参照チャートは、切断プロセスが切断される材料に最適化された結果を確実にするためには、切断機が材料仕様と互換性があることを確認することが不可欠です。.
環境条件とその影響
切断プロセスは、その効率と精度に影響を与える可能性がある変数の異なる、独自のセットを提示します 温度、湿度、および空気流は、おそらく材料の機器の性能と挙動を解体する最も効果的な要素です 湿気の多い雰囲気は、切断環境に水分を導入することができ、この種の環境は、特定の材料、主に金属のために酸化または腐食をもたらす可能性があり、このような条件下では切断品質が妨げられ、品質環境のための機械加工装置を維持する際に問題が発生します。.
温度変化は他の方法でカットに影響を与えます非常に低い温度では金属は脆くなり、より高い温度では強度を失い熱反りを受けやすくなります材料の特性のこれらすべての変化はカットの精度に影響を与え、オペレータは材料の膨張または収縮を補うために動作設定を変更する必要があります。.
概念的には適切な換気と風向を採用する気流は、さまざまな切断プロセスにおける熱と残留物の管理にとって同様に重要です。適切な換気により、切断によって生成される粒子状物質とガスが除去されるため、安全性が確保され、切断の遮るもののない視界が確実な精度とともに維持されます。.
最大限のパフォーマンスを得るために、これらの環境パラメータを監視し、回避することが賢明です 研究によると、作業環境を60-75° Fの間で調整し、相対湿度を40-50%に維持すると、これらの外部変数の悪影響を最小限に抑えることができます 防湿器や湿度制御を備えたエンクロージャなどの環境コントローラは、これらのパラメータの維持に役立ち、最終的には切断作業の出力と品質を向上させることができます。.
酸素燃料切断における安全上の注意

酸素燃料切断における安全上の注意には、保護具の着用、機器の検査、可燃物の回避などが含まれます。.
| キーポイント | 詳細 |
|---|---|
|
ギア |
防護服を着用する |
|
検査 |
シリンダーとトーチの損傷を確認してください |
|
バルブ |
フラッシュバックアレスタを使用します |
|
可燃性 |
可燃物の近くを切らないようにしてください |
|
輸送 |
輸送中にシリンダーを固定します |
個人用保護具 (PPE)
個人用保護具 (PPE) は、酸素燃料切断作業に携わる作業員の安全を確保する上で極めて重要です このプロセスでは高温、火花、煙が発生するため、適切な予防措置を講じないと重大なリスクが生じる可能性があります PPE の主な項目には以下が含まれます:
- 溶接ヘルメットとゴーグル:強烈な光、紫外線 (UV) 放射、飛散する破片を遮蔽するために眼の保護は不可欠です。 酸素燃料切断に適したシェード範囲(通常はシェード4-6)を特徴とするレンズを備えた溶接ゴーグルまたはヘルメットは、ANSI Z87.1 規格に従って推奨されます。.
- 耐炎性の衣類:オペレーターは、火花や溶けた金属の飛散による火傷を防ぐために、処理された綿や革などの素材で作られた耐炎性の衣類を着用する必要があります。火災の危険を最小限に抑えるために、ゆったりとした衣服は避けるべきです。.
- 呼吸器保護:酸素燃料切断により、一酸化炭素や金属酸化物などの有害物質を含む可能性のある煙が発生します。切断される材料や作業スペースの換気によっては、危険な粒子の吸入を防ぐために、NIOSH 承認の規格に準拠したマスクが必要になる場合があります。.
- 耐熱手袋:厚くて耐熱性のある手袋は、オペレーターの手を極度の熱や溶融物による偶発的な火傷から守るために不可欠です。.
- スチールトゥブーツ:重い落下物や溶融金属の落下を防ぐために足の保護は非常に重要です。ブーツには、高温の表面との接触に耐えられる耐熱靴底も備えている必要があります。.
- 聴覚保護:酸素燃料切断作業は、特にグラインダーやドリルなどの追加機器と組み合わせると、重大な騒音レベルが発生する可能性があります。OSHA 騒音暴露ガイドラインに準拠した耳栓またはイヤーマフは、聴覚障害のリスクを軽減するのに役立ちます。.
これらの必須のPPEコンポーネントを日常業務に統合することで、作業者は潜在的な危険を最小限に抑え、より安全な作業環境を構築します これらの保護手段の使用と保守に関する適切なトレーニングにより、安全性と運用効率がさらに向上します 規制安全基準への準拠を確保することで、従業員を保護するだけでなく、職場の生産性と士気も強化されます。.
火災安全対策
火災安全対策では、起こりうるすべてのリスクを軽減し、緊急事態に備える一方で、予防の観点から物事を見ます。これには、出口をきれいに保つこと、消火器を定期的に点検すること、時々整備すること、定期的に消防訓練を実施して全員に緊急事態に注意し、準備をさせること、火災への対処方法と対応方法、全員の安全と即応性を確保するための機器の適切な使用方法を指導することも含まれます。.
適切な機器の取り扱いとメンテナンス
工具を扱ったり扱ったりするときは、常に安全性と効率性が最優先であることを認識する必要があります。したがって、私は常にメーカーの機器の操作指示に従うようにしています。つまり、発生する可能性のある故障を見つけて早期に対処するために定期的にチェックインしています。このようにして、機器が故障する状況に対抗し、すべての人にとって危険な場所を作り出します。.
酸素燃料切断と代替方法の比較

酸素燃料切断は、厚い鋼やその他の鉄金属を効率的に切断する能力のために広く利用されています 酸素と燃料ガスが組み合わさって、材料を溶融することができる非常に高い温度の炎を提供する コスト的には、これは利用可能な最も安価な方法です; それは携帯用であり、ヘビーデューティアプリケーションに最適です。.
一方、プラズマ切断などの他の方法は、薄いプレートやアルミニウムなどの非鉄材料の切断に関しては、より高速かつ正確です プラズマは、より少ないスラグでよりクリーンなエッジを生成します レーザー切断は、複雑な設計を持つものにとって絶対的な精度です; しかし、実行にはコストがかかり、はるかに多くの機器が必要です。.
それぞれに長所と短所があるため、決定的な要因は、材料、予算、プロジェクトのニーズの種類と厚さにあります。酸素燃料切断は、そのシンプルさと信頼性により、依然として重工業用途に最適なオプションの 1 つです。.
酸素燃料とプラズマの切断
酸素燃料切断はコスト効率が高く、厚い材料に最適ですが、プラズマ切断は優れた速度、精度、多用途性を提供します。.
|
キーポイント |
詳細 |
|---|---|
|
厚さ |
厚い材料用の酸素燃料 |
|
精密 |
プラズマはより正確です |
|
スピード |
プラズマの方が速い |
|
コスト |
酸素燃料はより手頃な価格です |
|
多用途性 |
プラズマは薄い材料をよりよく扱います |
酸素燃料とレーザー切断
酸素燃料切断は厚い鋼とコスト効率に優れ、レーザー切断は優れた精度、速度、多用途性を提供します。.
|
キーポイント |
詳細 |
|---|---|
|
厚さ |
厚鋼用の酸素燃料 |
|
精密 |
レーザー切断が優れています |
|
スピード |
レーザーの方が速い |
|
コスト |
酸素燃料はより費用対効果が高くなります |
|
多用途性 |
レーザーはより多用途です |
各方法の長所と短所
1.酸素燃料切断
利点
- 多用途性:酸素燃料切断は幅広い鉄金属に対して非常に効果的であり、多くの場合最大24インチ以上の厚い材料を切断することができます。.
- 携帯性:設備は比較的軽量で外部電源を必要としないため、フィールドワークや遠隔地に最適です。.
- 費用対効果が高い:初期投資と運用コストは、プラズマまたはレーザー切断システムと比較して低くなります。.
デメリット
- 鉄金属に限る:この方法は、アルミニウムやステンレス鋼などの非鉄金属の切断には適していません。.
- スローワー スピード:特に薄い材料では、切断速度はプラズマ切断やレーザー切断に比べてかなり遅くなります。.
- 熱影響ゾーン (HAZ): 熱強度が高いと、熱の影響を受けるゾーンが大きくなり、カットエッジ付近の材料の完全性が損なわれる可能性があります。.
2.プラズマ切断
利点
- 材料を超えた多用途性:プラズマ切断は、鋼、ステンレス鋼、アルミニウムなどのさまざまな導電性金属を効果的に処理できます。.
- より速い切断速度:この方法は、特に薄い材料において、速度の点で酸素燃料切断よりも優れており、全体的な生産性が向上します。.
- 精密:プラズマカッターはスラグを最小限に抑えたクリーンなカットを製造するため、後処理作業の必要性が軽減されます。.
デメリット
- コスト:プラズマ切断装置への初期投資は高く、電気や電極やノズルなどの消耗部品が必要なため、運用コストが増加する可能性があります。.
- 厚さの制限:薄肉 中厚肉素材の切断には例外的ですが、プラズマ切断は酸素燃料切断に比べて極厚肉金属では効果がありません。.
- 電源への依存:プラズマカッターは安定した電源を必要とするため、酸素燃料方式に比べて携帯性が制限されます。.
3.レーザー切断
利点
- 高精度で詳細:レーザー切断は複雑な設計と正確な切断を実現するのに優れており、厳しい公差を必要とするプロジェクトに最適です。.
- 薄い素材を使用したスピード:より薄い金属やシート材料の場合、レーザー切断は非常に迅速な加工を実現できます。.
- 最小限の廃棄物:狭いカーフ幅と高精度により、材料の無駄が大幅に削減されます。.
デメリット
- 高コスト:レーザー切断機には、継続的なメンテナンス費用とともに、多額の初期費用が発生します。.
- 材料の制限:ほとんどの種類の金属、さらには非金属にも有効ですが、レーザー切断は非常に厚い材料で苦労します。.
- 安全上の懸念:レーザーを使用するには、高出力光への曝露などの潜在的な危険からオペレーターを保護するために、厳格な安全管理が必要です。.
参照ソース
- シミュレーションと実験による加熱温度と酸素アセチレン切断補強バーの範囲
- 著者: Bong-Joo Kim et al.
- 出版年: 2008 年
- 概要: 本研究は、鉄筋の酸素アセチレン切断時の加熱温度と加熱範囲を調査したもので、切断プロセス中の熱影響を分析するためにシミュレーションと実験手法の両方を採用しており、その結果、切断効率と品質を最適化するには温度分布が重要であることが示されています。.
- 方法論: この研究では、実験設定と並行してシミュレーション技術を利用して、切断プロセス中の温度変化を測定し、関連する熱ダイナミクスを包括的に理解しました(Kim et al., 2008, pp. 1 ~ 5).
- ニッケルベースの合金 Inconel ⁄ 718 の酸素アセチレン支援加工パラメータの実験的調査と最適化
- 著者:OG Sonare et al.
- 出版年:2017年
- 概要: 本稿では、ニッケル系合金であるInconel 718 の酸素アセチレン切断の加工パラメータの最適化に焦点を当てます。この研究では、表面仕上げや工具の摩耗など、望ましい加工結果を達成する上での温度制御の重要性を強調しています。.
- 方法論: 著者らは、酸素アセチレンプロセスの性能に対するさまざまな切断パラメータの影響を評価するために一連の実験を実施し、その結果を分析して温度管理の最適な設定を特定しました(Sonare et al., 2017, pp. 1 ~ 7).
- 酸素アセチレンガスのセットアップを使用した熱間加工性能パラメータの実験的調査
- 著者: Venkatesh Ganta、D. Chakradhar
- 出版年: 2014 年
- 概要: この研究では、酸素アセチレンガスセットアップを使用した熱間加工の性能パラメータを検討します。加工効率の向上と工具の摩耗の軽減における温度の役割を強調しています。.
- 方法論: この研究には、さまざまな加工パラメータに対する温度の影響を測定するための実験設定が含まれており、熱間加工技術の利点についての洞察が得られました(ガンタとチャクラダール、2014 年).
よくある質問 (FAQ)
酸素燃料の切断プロセスとは何ですか?
酸素燃料切断プロセスでは、酸素と燃料ガス (通常はアセチレン) を混合するトーチを使用して高温の炎を生成します。この炎は、金属が発火温度に達するまで加熱するために使用され、さまざまな種類の材料を効果的に貫通する切断技術が可能になります。.
酸素切断における最大火炎温度は何ですか?
酸素切断における最大火炎温度は、酸素燃料トーチを使用すると摂氏 3,500 度 (華氏 6,332 度) に達することがあります。この高い火炎温度は効果的な切断に不可欠であり、火炎が金属を溶かしてきれいな切断を生成できるようにします。.
酸素と燃料のガス比は切断品質にどのような影響を与えますか?
酸素と燃料のガス比は、最適な切断品質を達成する上で非常に重要です。比率が高くなると火炎が高くなり、切断速度と品質が向上します。逆に、比率が低くなると切断速度が遅くなり、切断プロセスの効果が低下し、切断エッジでスラグが形成される可能性があります。.
酸素燃料切断にはどのような種類の燃料ガスを使用できますか?
酸素燃料切断に使用される一般的な燃料ガスには、アセチレン、プロパン、MAPP ガスなどがあります。各ガスには独自の特性があります。たとえば、アセチレンはプロパンと比較して高い火炎温度を生成するため、特定の切断用途により適しています。.
ピアスタイムは切断技術にどのような影響を与えますか?
ピアスタイムは、切断前に金属に最初の穴を開けるのにかかる時間を指します。ピアスタイムが短い場合は、通常、より効率的な切断技術を示し、より迅速なピアスと切断が可能になります。火炎温度や酸素流量などの要因は、ピアスタイムを決定する上で重要な役割を果たします。.
酸素燃料切断における炎の内円錐の役割は何ですか?
火炎の内側円錐は酸素燃料の火炎の中で最も熱い部分であり、効果的な切断に不可欠です。酸素ジェットが燃料ガスと混合して高温領域を作り、金属を溶かします。最適な結果を得るには、切断プロセスではこの内側円錐を切断対象の材料上の正しい位置に維持することに重点を置く必要があります。.
天然ガスは酸素燃料切断に使用できますか?
はい、天然ガスは酸素燃料切断に使用できますが、一般にアセチレンに比べて火炎温度が低くなります。厚い金属を切断するのには効率的ではないかもしれませんが、入手可能性と費用対効果の点で、より軽い用途によく使用される燃料です。.
アセチレンシリンダーを使用する際の安全上の注意点は何ですか?
アセチレンシリンダーを使用する場合、シリンダーが直立して熱源から離れ、換気の良い場所に保管されていることを確認するなどの安全上の注意事項に従うことが不可欠です。定期的に漏れがないかチェックし、トーチのバルブが正しく機能していることを確認することで、切断プロセス中の事故を防ぐことができます。.
酸素の使用量が少ないと、切断プロセスにどのような影響がありますか?
切断プロセスで酸素の使用量が少ないと、火炎温度が低下する可能性があり、その結果、切断速度が遅くなり、金属の穴あけ効果が低下する可能性があります。また、スラグ形成の可能性が高まり、切断の品質に悪影響を与える可能性があります。最適なパフォーマンスを得るには、正しい酸素ラインと燃料ラインを維持することが重要です。.

