


Updated June 2026 · Reviewed by the Baling Steel technical team
- What it’s: pipe formed from steel coil or plate and joined along a welded seam (longitudinal or spiral)
- Main methods: ERW, EFW, LSAW, SSAW/HSAW, DSAW
- Common standards: ASTM A53, A252, A139, A312, A358, A790; AWWA C200; API 5L
- Materials: carbon steel, stainless (304/304L, 316/316L, 321/347), duplex 2205
- Size range (Baling welded SS): Φ33.7–610 mm OD, 1.8–13.98 mm wall
- Joint efficiency (ASME B31.3): ERW 0.85, double-welded + full radiography up to 1.0
A steel welded pipe is any pipe made by rolling flat steel, coil or plate, into a tube and fusing the edges along a seam, rather than piercing a solid billet. That single seam shape everything that follows: cost, available diameter, pressure rating, and how you inspect it. This guide explains how welded pipe is made, the five manufacturing methods, how it compares with seamless, the grades and standards that govern it, and how to specify and verify a delivery.
Steel welded pipe is pipe formed by shaping steel coil or plate into a cylinder and welding the longitudinal or spiral seam. It costs less than seamless pipe, is available in far larger diameters, and carries a weld-joint efficiency factor (0.85 for standard ERW, up to 1.0 with full radiography) that engineers apply in pressure design. It serves water, structural, line-pipe, and most moderate-pressure applications.
- In structural service there’s no performance difference between welded and seamless pipe, specifying seamless there only adds cost.
- The “welded is weak” reputation traces to pre-1970s low-frequency ERW seams, not to modern high-frequency ERW with full-body NDT.
- A106 must be seamless; A53 may be welded or seamless, the standard, not just the grade, can dictate the method.
- ERW tops out near NPS 24; for larger lines you move to LSAW or spiral (SSAW).
- Seamless pipe actually has less consistent wall thickness than welded pipe rolled from precise sheet.
What Is Steel Welded Pipe?
A welded pipe begins as a flat steel product, a coiled ribbon called skelp for smaller sizes, or cut plate for large diameters. Rolls curl the flat steel into a cylinder, and the meeting edges are welded to close the tube. By contrast, seamless pipe is produced by piercing a solid round billet with a mandrel and stretching it, so it has no seam at all.
The U.S. International Trade Commission notes that standard pipe of this kind handle the low-pressure conveyance of water, steam, natural gas, and air across plumbing and industrial systems.
Buyers who treat “welded” and “seamless” as interchangeable risk a costly mistake, ordering a wall or diameter one method can’t produce. In our production at Baling, the most common inquiry gap is a specification that names a grade without naming the method. This seam is the defining feature, and the reason welded pipe is cheaper, faster to source, and available in diameters that seamless mills can’t reach. It’s also the feature buyers learn to inspect. If you need the stainless version specifically, see our stainless steel welded pipe product range.
| Feature | Welded pipe | Seamless pipe |
|---|---|---|
| Starting form | Coil / plate (with seam) | Solid billet (no seam) |
| Typical cost | Lower | Higher |
| Diameter reach | Up to 100 in.+ (spiral) | ~24–26 in. practical |
| Wall consistency | More uniform (precise sheet) | Less uniform (rolling/stretching) |
How Welded Steel Pipe Is Made: The Core Process
Most welded pipe follows the same backbone, whatever the welding method. Steel is uncoiled and leveled, the edges are trimmed, rolls form the strip into a cylinder, and the seam is welded. A bead treatment follows, and each length is heat-treated where required, sized, straightened, hydrostatically tested, and cut to size before it ships.
Large-diameter work starts from cut steel plate rather than coil, but the manufacturing process, from the forming shop through final testing in the mill facility, are the same in principle. After welding, the bead is treated, the pipe is heat-treated where the specification require it, then sized, straightened, tested, and finished by cutting to length.
Welding is where the methods diverge. In high-frequency ERW, an electric current concentrates heat at the edges through the skin and proximity effects and forges them together, no filler metal, and the seam can be neither seen nor felt after trimming. This mechanism is documented in process patents such as high-frequency induction welding of austenitic stainless steel. Submerged-arc methods (used for large diameter) lay down a visible weld bead from inside and outside the pipe.
Two checks matter most after welding. Why: the seam is the only discontinuity in the wall, so mills run continuous nondestructive examination, eddy current or ultrasonic, along the seam, then a hydrostatic pressure test on each length. So what: that NDT record is exactly what a buyer should demand as proof the seam is sound. A weak or mis-set seam is where welded pipe fails, so testing is not optional. Because the seam is the only discontinuity, Baling holds the hydrostatic and eddy-current record on file for each heat under ISO 9001, the same evidence a buyer audit looks for. On a recent line-pipe order, a customer audit of those production records is what closed the deal.
The Main Welded Pipe Manufacturing Methods
Welded pipe isn’t one product. Five methods dominate, and the method is driven mostly by diameter and pressure class, not by preference. Specifying the wrong one is an expensive mistake: an industrial buyer who writes “ERW” for a 48-inch water main gets a rejection at the purchase order, because ERW can’t reach that diameter. Baling routes such jobs to spiral or LSAW production instead.
ERW, Electric Resistance Welded
High-frequency current fuses the longitudinal seam with no filler. ERW covers roughly NPS ½ to 24 and is the workhorse for water, structural, and line-pipe service. See our ERW pipe range for grades and sizes.
EFW, Electric Fusion Welded
A filler-added arc weld, often from plate, used for larger stainless pressure pipe (for example ASTM A358) where ERW edges are impractical.
LSAW, Longitudinal Submerged Arc Welded
Plate is U-ed and O-ed into a cylinder and welded with submerged arc inside and out. LSAW handles thick-wall, large-diameter, high-pressure trunk lines. Our LSAW pipe page covers diameter and standard options.
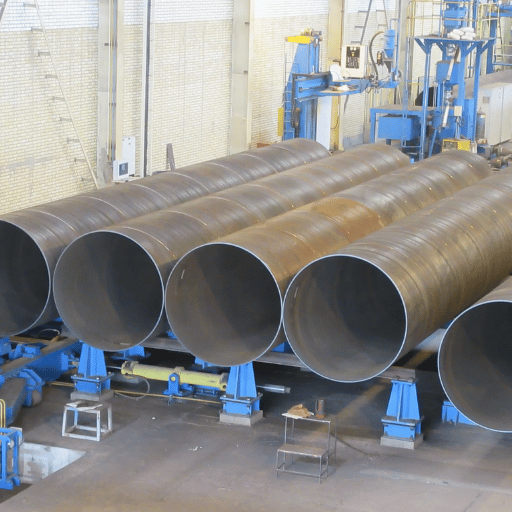
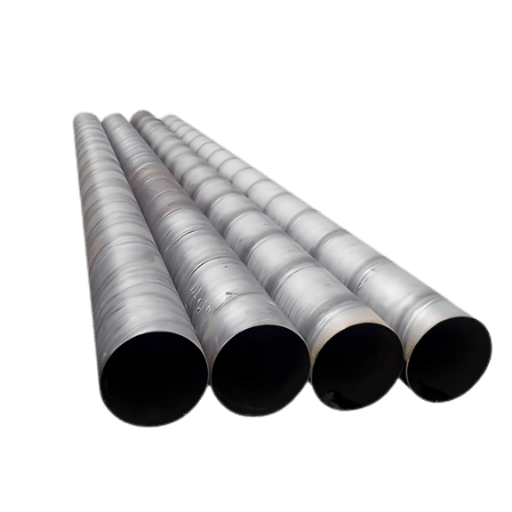
SSAW / HSAW, Spiral Submerged Arc Welded
Strip is fed at an angle and wound into a spiral, then welded along the helical seam. Spiral mills reach the largest diameters at lower cost, which is why water-transmission and piling projects favor them.
DSAW, Double Submerged Arc Welded
A two-pass submerged-arc weld (inside and outside) used for heavy, large-diameter structural and pressure pipe.
| Method | Typical diameter | Common standard | Best service | Relative cost |
|---|---|---|---|---|
| ERW | NPS ½–24 | A53, A500, API 5L | Water, structural, line pipe | Lowest |
| EFW | Plate-based, large | A358, A671/A672 | Large stainless / pressure | Mid–high |
| LSAW | 16–60 in.+ | API 5L, A672 | High-pressure trunk lines | High |
| SSAW / HSAW | 16–100 in.+ | AWWA C200, A139, API 5L | Water transmission, piling | Low–mid |
| DSAW | 16–80 in. | API 5L, A672 | Heavy structural / pressure | High |
5-Method Selection Matrixstart from diameter and pressure, then read across to the method.
Welded vs Seamless Pipe: Which Should You Specify?
Specify welded pipe for water, structural, piling, and most moderate-pressure lines, where it matches seamless performance at a lower cost. Choose seamless only for the highest pressures and temperatures or for sour service. What decides it’s the service condition and the weld-joint efficiency you can accept, not a blanket strength rule.
Is welded pipe weaker than seamless pipe?
Not in the way most people assume. In structural applications the two perform identically, and seamless pipe is actually less consistent in wall thickness because the rolling-and-stretching process is harder to control than welding from precise sheet. A 2024 fatigue and thermal-load failure study of seam-welded pipe published in Engineering Failure Analysis shows that, when seams fail, the cause is usually a specific defect or service condition, not the existence of a seam itself.
A bounded, honest gap remains: the weld-joint efficiency factor. Modern high-frequency ERW with full-body NDT closes most of the historic difference below about NPS 16; seamless still leads where it matters most, the highest pressures and temperatures, and sour service. In our experience supplying both, the real tradeoff is rarely raw strength; it’s pressure class and service, and Baling delivers ERW at E=0.85 or full-radiographed welds at E=1.0 when the application demands it. The “welded is weak” reputation is real but dated: it traces to pre-1970s low-frequency ERW seams that were prone to corrosion and seam failure, a known integrity issue in legacy pipelines rather than a property of today’s product.
“Clients ask us most often whether the seam will hold. On a modern high-frequency ERW line the bigger risk is a buyer who never asks to see the hydrostatic and NDT records. Specify the test, read the certificate, and the seam stops being a mystery.”
| Dimension | Welded (ERW) | Seamless |
|---|---|---|
| Joint efficiency (ASME B31.3) | 0.85 (up to 1.0 with full RT) | 1.0 |
| Relative cost | Lower | Higher |
| Max diameter | To 100 in.+ (spiral) | ~24–26 in. |
| Wall consistency | More uniform | Less uniform |
| Best service | Water, structural, moderate P/T, line pipe | High P/T, sour, critical |
If the service is high-pressure, high-temperature, or sour, choose seamless steel pipe (or A106 Grade B seamless pipe). For water, structural, piling, and most moderate-duty lines, welded pipe is the lower-cost choice with no performance penalty.
Welded Pipe Grades and Materials: Carbon, Stainless, and Duplex

Material is the second decision after method. Carbon steel welded pipe (A53, API 5L) covers the bulk of water, gas, and structural work. Stainless welded pipe handles corrosion service: austenitic 304/304L and 316/316L for general and chloride-exposed duty, stabilized 321/347 for high temperature, and duplex 2205 where both strength and chloride resistance matter. Chemistry shown below is the range Baling stocks for welded stainless to ASTM A312/A249/A554/A270. Welded stainless steel pipe and thinner-wall stainless pipe share the same mechanical minimums shown here; on any stainless-steel pipe order, confirm the grade suffix (L for low carbon, H for high temperature) matches the service.
| Grade | Type | Cr % | Ni % | Mo % | Min tensile / yield |
|---|---|---|---|---|---|
| 304 | Austenitic | 18–20 | 8–10 | — | 515 / 205 MPa |
| 304L | Austenitic | 18–20 | 8–12 | — | 485 / 170 MPa |
| 316 | Austenitic | 16–18 | 10–14 | 2–3 | 515 / 205 MPa |
| 316L | Austenitic | 16–18 | 10–14 | 2–3 | 485 / 170 MPa |
| 310S | Austenitic (heat-resistant) | 24–26 | 19–22 | — | 515 / 205 MPa |
| 317 | Austenitic | 18–20 | 11–15 | 3–4 | 515 / 205 MPa |
| 321 | Austenitic (Ti-stabilized) | 17–19 | 9–12 | — | 515 / 205 MPa |
| 347 | Austenitic (Nb-stabilized) | 17–19 | 9–13 | — | 515 / 205 MPa |
| 2205 | Duplex | 22–23 | 4.5–6.5 | 3–3.5 | 655 / 450 MPa |
Baling welded stainless ranges by grade type, per ASTM A312/A249. Duplex 2205 yields roughly twice the strength of austenitic 304/316. Each grade ships with a mill certificate; Baling holds ISO 9001 certification and tolerance control across the welded stainless production line.
For instrumentation, heat-exchanger, and sanitary lines, the welded stainless tube grades (A249 for boiler/heat-exchanger, A270 sanitary, A554 structural) matter more than pipe schedules. If your application is specifically 316, our guide to 316 stainless steel pipe covers grade selection in depth.
Welded Steel Pipe Standards and Specifications

Standards do two things at once: they fix the grade and they often dictate the manufacturing method, for example, ASTM A139 governs large-diameter electric-fusion welded pipe for conveyance. A common trap is assuming any grade can be welded. It cannotA106 must be seamless, while ASTM A53 pipe can be either welded or seamless. Current editions to specify are A53/A53M-24 and A252/A252M-26; in July 2025 PHMSA incorporated the updated ASTM A53/A53M standard into the federal pipeline-safety rules.
| Service | Standard(s) | Material |
|---|---|---|
| Water / low-pressure conveyance | A53, AWWA C200 | Carbon |
| Structural / piling | A252, A500, A53 | Carbon |
| Large-diameter conveyance | A139, A252 | Carbon |
| Line pipe (oil & gas) | API 5L (ERW / LSAW) | Carbon / alloy |
| Stainless process pipe | A312, A358 (EFW), A778 | 304 / 316 |
| Duplex / stainless tube | A790, A928; A249, A270, A554 | 2205 / 304 / 316 |
The 0.85-to-1.0 Joint-Efficiency Ladder
In pressure design, a welded seam is discounted by a quality factor, E. Under ASME B31.3, a standard ERW longitudinal seam carries E = 0.85; a double-welded seam with spot radiography rises toward 0.90; and a fully radiographed weld reaches 1.0, the same as seamless. You climb the ladder by buying more inspection.
Take an NPS 6 line (OD 6.625 in.), 0.280 in. wall, allowable stress S = 20,000 psi. Using the thin-wall relation P = 2·S·E·t / D:
- Seamless (E = 1.0): P = 2 × 20,000 × 1.0 × 0.280 / 6.625 ≈ 1,690 psi
- ERW (E = 0.85): P = 2 × 20,000 × 0.85 × 0.280 / 6.625 ≈ 1,437 psi
That same pipe rates about 15% lower on the welded option, a gap you recover by going one schedule heavier or by paying for full radiography to lift E to 1.0.
Sizes, Schedules, Wall Thickness, and Weight
Welded pipe is specified by nominal pipe size (NPS) and schedule, where the schedule set the wall thickness for a given outside diameter. Thin schedules such as Sch 5S and Sch 10S are common in stainless welded pipe because the corrosion allowance is small; Sch 40 is the general-purpose default. Our pipe schedule chart lists the OD and wall for each size. Baling produces welded stainless from Φ33.7 to Φ610 mm OD with walls from 1.8 to 13.98 mm. Getting wall thickness wrong is a costly problem on a buried line, because an under-specified schedule fail the hydrostatic test; a procurement team can use the weight formula below to check a quote against the production tolerance before the run.
Unit weight follows: (OD − WT) × WT × 0.02466 = kg/m. For OD 168.3 mm with a 7.11 mm wall:
(168.3 − 7.11) × 7.11 × 0.02466 = 161.19 × 7.11 × 0.02466 ≈ 28.26 kg/m
Use this to convert a length order into shipping weight, or to compare quotes that price by the meter versus by the ton.
Where Welded Steel Pipe Is Used
Across industry, from water utilities and power plants to transport and process facilities, welded pipe is valued for being durable in buried and exposed environments, and for reaching larger-diameter sizes that seamless mills can’t. It dominates wherever diameter, volume, or budget rule out seamless.
A water utility that over-specifies seamless for a low-pressure main simply wastes budget; in our project experience, welded pipe to AWWA C200 is the right call. Baling has supplied large-diameter welded pipe into oil & gas and water projects for buyers including ADNOC and Shell. In municipal water, spiral and rolled-and-welded steel pipe carries transmission mains 6 inches and larger under AWWA C200, with design stress and minimum yield tied to the grade of steel water pipe used. For deep foundations, steel pipe piles are produced spirally or longitudinally welded to ASTM A252, Grade 2, a specification written directly into public infrastructure work. USITC data confirms that standard welded pipe handles low-pressure water, steam, gas, and air across plumbing and process plants.
- Water transmission main, 48 in. → SSAW, carbon, AWWA C200
- Foundation piling → SSAW/LSAW, carbon, ASTM A252 Gr 2
- Crude/gas trunk line → LSAW, API 5L grade, line pipe
- Chemical process line → EFW/ERW stainless, A312/A358 TP316L
- Structural column → ERW, A500/A53, structural
For drilling and casing programs, conductor pipe and API 5L line pipe are produced in both welded and seamless construction, so one supplier can cover the full bore range.
How to Buy Welded Pipe and Verify Quality
To buy welded pipe well, name the grade, standard, diameter, wall, length, ends, and NDT level on the order, then verify the delivery against the mill test certificate and hydrostatic record before you accept it. The five-point check below turns a “trust me” shipment into a documented one.
What material is welded steel pipe?
Welded steel pipe is made from carbon steel, stainless steel, or alloy steel, supplied as coil or plate and then formed and welded. Base material, not the welding, sets corrosion resistance and strength, so the grade and standard on the purchase order matter more than the word “welded.”
Spell out grade, standard, OD, wall, length, end finish, and the required NDT level when you order, and match the pipe to its fittings. Confirm a high-quality surface condition against your exact specifications, and ask the contractor or mill how stock is held and how fabrication is handled before delivery to site.
Verification is where deliveries are won or lost. Baling’s in-house inspection issues the mill test certificate, hydrostatic record, and ISO 9001 documentation with every shipment, so a contractor can verify the heat before it reaches site. Use the five-point check below before you accept a shipment.
- The mill test certificate matches the heat number stenciled on the pipe.
- There’s a hydrostatic and seam-NDT record (eddy current or ultrasonic), not just a pressure claim.
- Dimensions sit inside the standard’s OD, wall, and straightness tolerances.
- Weld bead trimmed flush inside and out (for ERW) with no visible undercut or misalignment.
- Marking shows grade, standard edition, size, and heat, traceable end to end.
- Specifying “welded” for a large OD and heavy wall that no ERW mill can make, the error surfaces only at the purchase order.
- Forgetting the joint-efficiency factor in a pressure calculation, then under-rating the line.
- Assuming all welded pipe is ERW when the size call for LSAW or spiral.
- Accepting a “pressure tested” claim with no hydrostatic record attached.
Welded Steel Pipe Market Outlook for 2026
What shapes welded-pipe buying in 2026 is regulatory, not cyclical. The April 2, 2026 restructuring of Section 232 steel tariffs applies duties to the full value of many derivative steel products and phases in through mid-to-late 2026, which pushes buyers toward domestic sourcing and longer-lead import planning. Meanwhile, PHMSA’s 2025 adoption of the updated ASTM A53/A53M edition means pipeline projects should confirm they are specifying the current standard, not a superseded one. For buyers planning 2026 work, the practical risk is lead time, not price: Baling holds stock and welded production capacity for large-diameter orders to protect delivery dates.
On the technology side, high-frequency welding and automated full-body NDT keep narrowing the reliability gap with seamless, which is why more pressure and line-pipe specs now accept modern ERW. If you’re planning a 2026 water-transmission or trunk-line project, lock large-diameter LSAW and spiral capacity early, that’s the segment where demand and lead times move first. For market scale only, directional estimates put the global welded pipe market near USD 116 billion in 2024, growing at roughly 3.9% annually through the mid-2030s useful as background, not as a substitute for confirming your own mill’s lead times.
Frequently Asked Questions
What is a welded steel pipe?
View Answer
A welded steel pipe is pipe formed by rolling flat steel coil or plate into a cylinder and welding the seam, either along the length (longitudinal) or in a spiral. Unlike seamless pipe, which is pierced from a solid billet, welded pipe always has a seam. It is cheaper, available in much larger diameters, and governed by standards such as ASTM A53, A252, A139, A312, and AWWA C200. It suits water, structural, and most moderate-pressure work.
How is welded steel pipe made?
View Answer
Steel coil or plate is rolled into a cylinder and the seam is welded, by high-frequency ERW for smaller sizes or submerged arc for large diameters. Each length is then sized and proven with seam NDT and a hydrostatic test.
Is welded pipe weaker than seamless pipe?
View Answer
Not in most service. In structural use the two perform identically, and welded pipe rolled from precise sheet often has more uniform wall thickness than seamless. Its real difference is the weld-joint efficiency factor in pressure design, 0.85 for standard ERW versus 1.0 for seamless, recoverable to 1.0 with full radiography. Seamless still leads for the highest pressures, high temperatures, and sour service.
What is the difference between ERW and LSAW pipe?
View Answer
ERW uses high-frequency resistance welding with no filler and covers roughly NPS ½ to 24. LSAW uses a filler submerged-arc weld on formed plate and reaches much larger, thicker, higher-pressure diameters. Bigger, thicker pipe usually means LSAW or spiral, not ERW.
What standards apply to stainless steel welded pipe?
View Answer
Core pipe specifications are ASTM A312 for austenitic grades, A358 for large-diameter EFW, A778 for unannealed welded, and A790 or A928 for duplex. For tube, A249, A270, and A554 cover heat-exchanger, sanitary, and structural service. Baling supplies welded stainless to A312, A249, A554, and A270.
What sizes of welded steel pipe are available?
View Answer
Available sizes depend heavily on the welding method, because each process has its own diameter ceiling. Electric resistance welding generally covers the smaller and mid-range nominal pipe sizes, while spiral and submerged-arc mills make the very large diameters used for water-transmission mains and foundation piling. Baling produces welded stainless from Φ33.7 to Φ610 mm outside diameter, with wall thickness from 1.8 to 13.98 mm, plus custom cut lengths and bends on request.
Baling Steel supplies carbon, stainless, and duplex welded pipe with mill test certificates, third-party inspection, and hydrostatic records. Send your grade, standard, and size and we’ll quote.
About This Guide
Grade chemistry, the size envelope,, and weight figures in this article come from Baling Steel’s own welded stainless production to ASTM A312/A249/A554/A270. The joint-efficiency, standards, and application points are drawn from ASME B31.3, ASTM, AWWA, and U.S. government pipeline-safety sources cited below, not from competitor product pages.
References & Sources
- Pipe Manufacturing Process Fact SheetU.S. PHMSA, Department of Transportation
- Pipeline Safety: Standards Update, ASTM A53/A53M (2025)Federal Register / PHMSA
- Circular Welded Carbon-Quality Steel Pipe (Pub. 4019)U.S. International Trade Commission
- Grades of Steel Water Pipe Used in AWWA C200FHWA / U.S. DOT (Texas A&M TTI)
- Failure assessment of seam-welded pipe under fatigue and thermal loading (2024)Engineering Failure Analysis
- US 7,399,264 B2, High-frequency induction welding of austenitic stainless steelUSPTO
- Section 232 Tariffs on Steel and AluminumCongressional Research Service
- Steel Standards (A53/A53M-24, A252/A252M-26, A312, A358)ASTM International
- ASME B31.3 Process Piping & B31.1 Power Piping (weld joint quality factor tables) — American Society of Mechanical Engineers
- AWWA C200 Steel Water Pipe, 6 In. and Larger, American Water Works Association

