


2026 年 6 月更新 ・ Baling Steel 技術チームによるレビュー
- それは何ですか: 鋼製のコイルまたはプレートから形成され、溶接された継ぎ目(縦方向または螺旋)に沿って接合されたパイプ
- 主な方法: ERW、EFW、LSAW、SSAW/HSAW、DSAW
- 共通規格: ASTM A53、A252、A139、A312、A358、A790; AWWA C200; API 5L
- 材料: 炭素鋼、ステンレス鋼(304/304L、316/316L、321/347)、二重2205
- サイズ範囲(ベーリング溶接SS): ○33.7~610mm、OD、1.8~13.98mmの壁
- 共同効率(ASME B31.3): ERW 0.85、二重溶接 + 最大 1.0 の完全な X 線撮影
あ 鋼鉄溶接された管 固体ビレットを突き刺すのではなく、平らな鋼、コイル、またはプレートをチューブに圧延し、継ぎ目に沿ってエッジを融合して作られたパイプです。その単一の継ぎ目は、コスト、利用可能な直径、圧力定格、検査方法など、その後のすべてを形作ります。このガイドでは、溶接パイプの製造方法、5 つの製造方法、継ぎ目なしとの比較、それを管理するグレードと基準、納品の指定と検証方法について説明します。.
鋼溶接パイプは、鋼のコイルまたはプレートをシリンダーに成形し、縦方向または螺旋状の継ぎ目を溶接することによって形成されたパイプです。シームレスパイプよりもコストが安く、はるかに大きな直径があり、エンジニアが圧力設計に適用する溶接接合効率係数 (標準 ERW では 0.85、フル X 線撮影では最大 1.0) を備えています。水、構造、ラインパイプ、および最も中程度の圧力用途に役立ちます。.
- 構造サービスでは、溶接パイプとシームレスパイプの間に性能差はなく、そこでシームレスを指定するとコストが増加するだけです。.
- 「溶接は弱い」という評判は、全身 NDT を備えた現代の高周波 ERW ではなく、1970 年代以前の低周波 ERW 継ぎ目に遡ります。.
- A106 は継ぎ目が無いでなければなりません; A53 は溶接されるかもしれません または シームレスなため、グレードだけでなく標準によって方法が決まります。.
- ERW は NPS 24 の近くでトップアウトします。大きなラインの場合は、LSAW またはスパイラル (SSAW) に移動します。.
- シームレスパイプは実際に持っています より少ない 正確なシートから圧延された溶接パイプよりも一貫した壁厚。.
鋼溶接管とは何ですか?
溶接パイプは、平らな鋼製品、コイル状のリボンとして始まります スケルプ より小さいサイズの場合、または大きな直径のカットプレート ロールは平らな鋼をシリンダーにカールさせ、ミーティングエッジは溶接されてチューブを閉じます 対照的に、シームレスパイプは、マンドレルで固体の丸いビレットを突き刺して伸ばすことによって製造されるため、シームはまったくありません。.
米国国際貿易委員会は、この種の標準パイプが配管や産業システム全体にわたる水、蒸気、天然ガス、空気の低圧輸送を処理すると指摘しています。.
“溶接” と “継ぎ目なし” を交換可能リスクとして扱うバイヤーは、コストのかかる間違い、壁や直径を注文する1 つの方法は生産できません.Balingでの生産では、最も一般的な問い合わせギャップは、方法に名前を付けずにグレードに名前を付ける仕様です.この継ぎ目が決定的な機能であり、溶接パイプが安価で、調達が速く、継ぎ目なしミルが到達できない直径で利用できる理由 それはまた、機能のバイヤーが検査することを学ぶ機能です.具体的にステンレスバージョンが必要な場合は、こちらをご覧ください ステンレス鋼溶接管 製品範囲.
| 機能 | 溶接されたパイプ | シームレスパイプ |
|---|---|---|
| 開始フォーム | コイル/プレート(縫い目付き) | 固体ビレット(継ぎ目無し) |
| 典型的なコスト | 下 | より高い |
| 直径リーチ | 最大 100 in.+ (スパイラル) | ~24~26インチ実用的 |
| 壁の一貫性 | より均一(精密なシート) | 均一性が低くなります(ローリング/ストレッチ) |
溶接鋼管の製造方法: コアプロセス
ほとんどの溶接パイプは、溶接方法に関係なく、同じバックボーンに従います。鋼鉄は巻き戻されて平らにされ、端はトリミングされ、ロールはストリップをシリンダーに形成し、継ぎ目は溶接されます。ビーズ処理が続き、各長さは必要に応じて熱処理され、サイズ調整され、真っ直ぐになり、静水圧テストされ、出荷前にサイズに合わせて切断されます。.
大径作業はコイルではなく切鋼板から開始しますが、成形工場から工場施設での最終試験までの製造プロセスは原理的には同じです。溶接後、ビード処理、仕様上必要な場所でパイプの熱処理を行い、サイズ調整、真っ直ぐ化、試験し、長さに合わせて切断して仕上げます。.
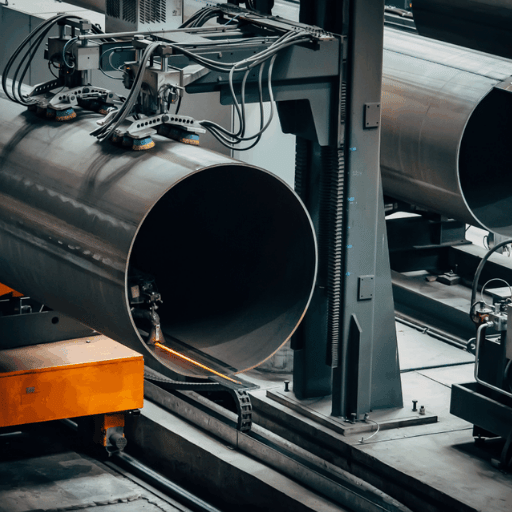
溶接は方法の発散場所です 高周波ERWでは、電流が皮膚や近接効果を通してエッジに熱を集中させ、それらを一緒に鍛造し、フィラー金属がなく、トリミング後に縫い目が見えたり感じられたりしないなどのプロセス特許にこのメカニズムが文書化されています オーステナイト系ステンレス鋼の高周波誘導溶接. 水没アーク法 (大径に使用) は、パイプの内側と外側から目に見える溶接ビードを置きます。.
溶接後、2 つのチェックが最も重要です。. なぜ: 継ぎ目は壁の唯一の不連続性であるため、ミルは継ぎ目に沿って渦電流または超音波による連続非破壊検査を実行し、その後各長さで静水圧検査を実行します。. だから何: そのNDTレコードはまさに買い手がシームが健全であることを証明するために要求すべきものです弱いまたはミスセットのシームは溶接パイプが故障する場所であるため、テストはオプションではありませんシームが唯一の不連続性であるため、balingはiso 9001の下で各熱についてファイルに静水圧および渦電流レコードを保持しており、買い手の監査が探しているのと同じ証拠です。最近のラインパイプ注文では、それらの生産記録に対する顧客の監査が取引を終了しました。.
主な溶接管の製造方法
溶接パイプは1 つの製品ではありません。 5つの方法が支配的であり、この方法は好みではなく、主に直径と圧力クラスによって駆動されます。間違った方法を指定するのは高価な間違いです。48インチの水道本管に「ERW」と書く産業用購入者は、ERWがその直径に達することができないため、注文書で拒否されます。ベーリングはそのようなジョブを代わりにスパイラルまたはLSAW生産にルーティングします。.
ERW、電気抵抗溶接
高周波電流はフィラーなしで縦方向の継ぎ目を融合します。 ERWはおよそNPS ½から24 をカバーし、水、構造、およびラインパイプサービスの主力です。 私たちのを参照してください ERWパイプ グレードとサイズの範囲。.
EFW、電気融合溶接
ERW エッジが実用的ではない大型のステンレス鋼圧力パイプ (ASTM A358 など) に使用される、多くの場合プレートから作られたフィラー添加アーク溶接。.
LSAW、縦に沈められたアーク溶接
プレートはシリンダーにU-edおよびO-edであり、内側および外側に沈められたアークで溶接されます。 LSAWは厚い壁、大口径、高圧の幹線を取り扱います。私たちの LSAWパイプ ページは直径と標準オプションをカバーしています。.
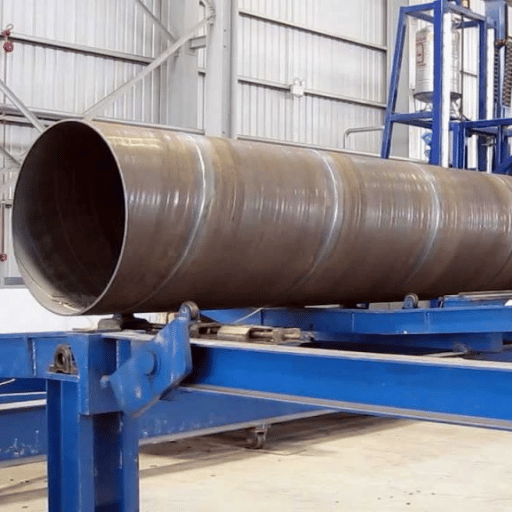
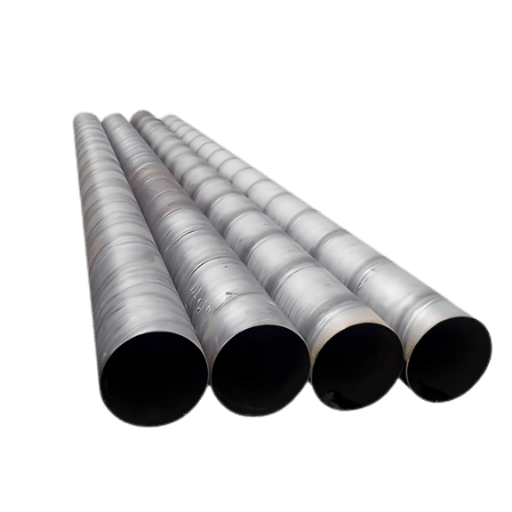
SSAW / HSAW、スパイラル水没アーク溶接
ストリップは角度を付けて供給され、螺旋状に巻かれ、螺旋状の継ぎ目に沿って溶接されます。螺旋状ミルはより低コストで最大の直径に達するため、送水および杭打ちプロジェクトが有利になります。.
DSAW、二重水没アーク溶接
重くて大径の構造用および圧力用パイプに使用される 2 パス水中アーク溶接 (内側と外側)。.
| 方法 | 典型的な直径 | 共通規格 | 最高 サービス | 相対コスト |
|---|---|---|---|---|
| ERW | NPS ½ ~24 | A53、A500、API 5L | 水、構造、ラインパイプ | 最低 |
| EFW | プレートベース、大型 | A358、A671/A672 | 大きいステンレス鋼/圧力 | 中~高 |
| LSAW | +で16~60 | API 5L、A672 | 高圧幹線 | 高い |
| SSAW / HSAW | +で16~100 | AWWA C200、A139、API 5L | 送水、杭打ち | 低~中 |
| DSAW | 16~80インチ. | API 5L、A672 | 重い構造/圧力 | 高い |
5-方法選択マトリックス直径と圧力から始めて、メソッドを読み取ります。.
溶接管とシームレス管: どちらを指定する必要がありますか?
水、構造、杭打ち、および最も中圧のラインのための溶接された管を指定し、そこでそれはより低い費用で継ぎ目が無い性能に一致します 最も高い圧力および温度のためか酸っぱいサービスのためのみ継ぎ目が無いことを選びます 何がサービス条件および受け入れることができる溶接接合箇所の効率を決めます、毛布の強さの規則ではありません。.
溶接パイプはシームレスパイプよりも弱いですか?
ほとんどの人が想定している方法ではありません 構造アプリケーションでは、2 つは同じように実行され、シームレスパイプは実際にはそうです より少ない 圧延と延伸のプロセスは正確なシートからの溶接よりも制御が難しいため、壁の厚さに一貫しています。 に掲載された継ぎ目溶接パイプの2024 年の疲労と熱負荷破壊の研究 エンジニアリング障害分析 は、縫い目が破損した場合、その原因は通常、縫い目自体の存在ではなく、特定の欠陥またはサービス状態であることを示しています。.
境界のある、正直なギャップが残る: 溶接接合部の効率係数 全身NDTを備えた現代の高周波ERWは、NPS 16 について以下の歴史的な違いのほとんどを閉じます; シームレスなまだ最も重要な場所をリード、最高圧力と温度、酸っぱいサービスの両方を供給する私たちの経験では、本当のトレードオフはほとんど生強度; それは圧力クラスとサービス、およびアプリケーションがそれを要求するときにE=0.85 またはE=1.0 でフルラジオグラフ溶接でERWを提供する “溶接は弱い” 評判は、現実的ですが日付: それは腐食やシームの故障、今日の製品の特性ではなく、レガシーパイプラインで知られている完全性の問題になりやすい1970 年代以前の低周波ERWシームにトレースします。.
“「クライアントは、縫い目が保持するかどうかを最も頻繁に尋ねます。現代の高周波ERWラインでは、より大きなリスクは、静水圧およびNDTレコードを見ることを決して求めない購入者です。テストを指定し、証明書を読み、縫い目は謎であることをやめます。」”
| ディメンション | 溶接(erw) | シームレス |
|---|---|---|
| 接合効率 (ASME B31.3) | 0.85 (フル RT で最大 1.0) | 1.0 |
| 相対コスト | 下 | より高い |
| 最大直径 | に 100 in.+ (スパイラル) | ~24~26インチ. |
| 壁の一貫性 | もっと制服 | 均一性が低くなります |
| 最高 サービス | 水、構造、適度なP/T、ラインパイプ | 高いP/T、酸っぱい、クリティカル |
サービスが高圧、高温、酸っぱい場合は、選択してください シームレス鋼管 (または A106 グレード B シームレス パイプ)。水、構造、杭打ち、および最も中程度の耐久性のあるラインの場合、溶接パイプは性能上の問題なく、より低コストの選択肢です。.
溶接パイプのグレードと材質: カーボン、ステンレス、デュプレックス

材料は方法の後で2 番目の決定です。 carbon鋼鉄溶接された管(A53、API 5L)は水、ガス、および構造仕事の大部分をカバーします。 stainless溶接された管は腐食サービスを扱います: 一般および塩化物露出の義務のためのオーステナイト304/304Lおよび316/316L、高温のための安定した321/347、および強さおよび塩化物の抵抗が問題である二重2205 以下に示す化学は範囲です ASTM A312/A249/A554/A270 に溶接されたステンレス鋼のためのBaling在庫はここに示される同じ機械最低を共有します; あらゆるステンレス鋼の管の順序で、等級の接尾辞(低炭素のためのL、高温のためのH)をサービスに一致させます。.
| 学年 | タイプ | Cr % | Ni % | Mo % | 最小引張/収率 |
|---|---|---|---|---|---|
| 304 | オーステナイト系 | 18–20 | 8–10 | — | 515 / 205 MPa |
| 304L | オーステナイト系 | 18–20 | 8–12 | — | 485 / 170 MPa |
| 316 | オーステナイト系 | 16–18 | 10–14 | 2–3 | 515 / 205 MPa |
| 316L | オーステナイト系 | 16–18 | 10–14 | 2–3 | 485 / 170 MPa |
| 310S | オーステナイト系(耐熱性) | 24–26 | 19–22 | — | 515 / 205 MPa |
| 317 | オーステナイト系 | 18–20 | 11–15 | 3–4 | 515 / 205 MPa |
| 321 | オーステナイト系(Ti安定化) | 17–19 | 9–12 | — | 515 / 205 MPa |
| 347 | オーステナイト系(Nb安定化) | 17–19 | 9–13 | — | 515 / 205 MPa |
| 2205 | デュプレックス | 22–23 | 4.5–6.5 | 3–3.5 | 655 / 450 MPa |
ASTM A312/A249 に従って、ベーリング溶接されたステンレス鋼はグレード タイプごとに範囲が異なります。 Duplex 2205 はオーステナイト系 304/316 の約 2 倍の強度を実現します。各グレードは工場証明書付きで出荷されます。ベーリングは、溶接されたステンレス鋼の生産ライン全体で ISO 9001 認証と公差制御を保持しています。.
計装、熱交換器、衛生ラインには溶接されたステンレス鋼を使用します チューブ グレード (ボイラー/熱交換器用A249、衛生用A270、構造用A554) は、パイプスケジュールよりも重要です。アプリケーションが具体的に316 である場合は、へのガイド 316 ステンレス鋼パイプ グレードの選択を詳しく説明します。.
溶接鋼管の規格と仕様

標準は一度に2 つのことを行います: 彼らはグレードを固定し、彼らはしばしば製造方法を指示します、例えば、ASTM A139 は搬送用の大口径電気融合溶接パイプを支配します 一般的なトラップは、任意のグレードを溶接できると仮定することはできませんA106 さん シームレスでなければなりません, 一方 ASTM A53 パイプ 溶接またはシームレスどちらでもかまいません。 指定する現在のエディションは、A53/A53M-24 および A252/A252M-26; 2025年7 月にPHMSAは更新されたを組み込んだ ASTM A53/A53M 規格を連邦パイプライン安全規則に組み込む.
| サービス | スタンダード (s) | 材料 |
|---|---|---|
| 水/低圧輸送 | A53、AWWA C200 | カーボン |
| 構造/杭打ち | A252、A500、A53 | カーボン |
| 大径搬送 | A139、a252 | カーボン |
| ラインパイプ(オイル&ガス) | API 5L (ERW / LSAW) | カーボン/合金 |
| ステンレスプロセスパイプ | A312、A358 (EFW)、A778 | 304 / 316 |
| 二重/ステンレス鋼管 | A790、A928; A249、A270、A554 | 2205 / 304 / 316 |
0.85 ~ 1.0 の関節効率ラダー
圧力設計では、溶接された継ぎ目は品質要因によって割り引かれます、, E. 。 ASME B31.3 の下で、標準的なERW縦の継ぎ目はE = 0.85 を運びます; スポットX線撮影との二重溶接の継ぎ目は0.90 に向かって上がります; そして完全なX線撮影の溶接は継ぎ目が無いのと同じ1.0 に達します点検を買うことによって梯子を登ります。.
NPS 6 ライン (OD 6.625 インチ)、0.280 インチ。壁、許容応力 S = 20,000 psi。薄壁関係 P = 2・S・E・t / D を使用します:
- シームレス (E = 1.0): P = 2 × 20,000 × 1.0 × 0.280 / 6.625 ‣ 1,690psi
- ERW (E = 0.85): P = 2 × 20,000 × 0.85 × 0.280 / 6.625 ‣ 1,437psi
同じパイプのレートは溶接オプションで約 15% 低く、この差は 1 スケジュール重くなるか、完全な X 線撮影の費用を支払って E を 1.0 にすることで回復します。.
サイズ、スケジュール、壁の厚さ、重量
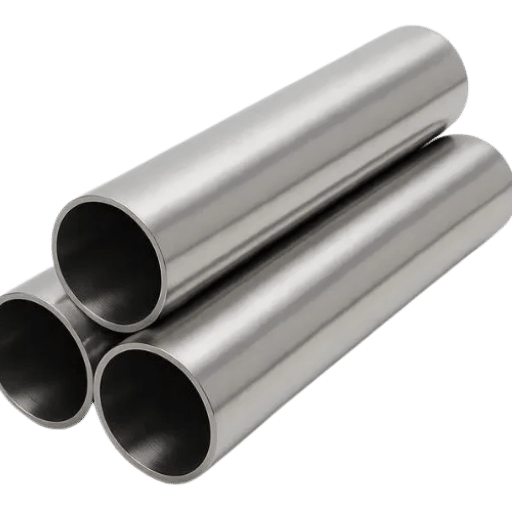
溶接された管は公称管サイズ(NPS)およびスケジュールによって指定され、スケジュールは与えられた外径のための壁の厚さを設定します。 sch 5SおよびSch 10Sのような薄いスケジュールは腐食の許容が小さいのでステンレス鋼の溶接された管で一般的です; Sch 40 は汎用デフォルトです。 私達の パイプスケジュールチャート 各サイズのODと壁をリストします。 balingは、1.8 から13.98 mmの壁で、 oe 33.7 から oe 610 mm ODの溶接ステンレス鋼を生産します。 壁の厚さを間違えることは、埋設ラインでコストのかかる問題です。なぜなら、不特定のスケジュールは静水圧テストに失敗するからです。調達チームは、以下の重量式を使用して、実行前に生産公差との見積もりをチェックできます。.
単位重量は次のようになります: (OD - WT) × WT × 0.02466 = kg/m。 7.11 mmの壁を持つOD 168.3 mmの場合:
(168.3 − 7.11) × 7.11 × 0.02466 = 161.19 × 7.11 × 0.02466 ∞ 28.26kg/m
これを使用して、長さの注文を出荷重量に変換したり、メーターとトンの価格を比較したりできます。.
溶接鋼管が使用される場所
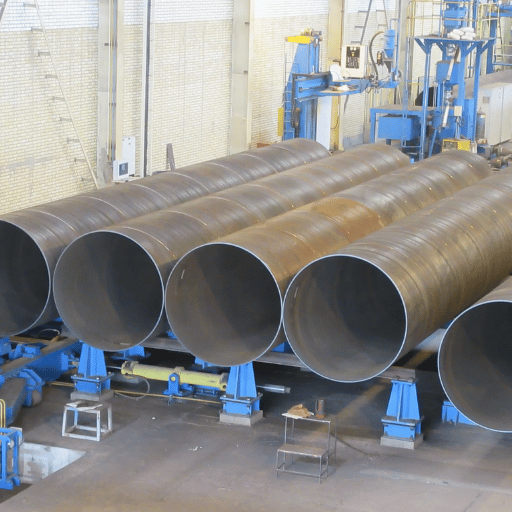
水道事業体や発電所から輸送およびプロセス施設に至るまで、業界全体で、溶接パイプは埋設環境や露出した環境でも耐久性があり、シームレスミルが不可能なより大きな直径サイズに達することが高く評価されています。直径、体積、予算がシームレスを除外する場所ならどこでも、それは支配的です。.
低圧本管のための継ぎ目が無い過剰指定する水ユーティリティは単に予算を浪費する; 私達のプロジェクトの経験で、AWWA C200 への溶接された管は右の呼出しである。 balingはADNOCおよび貝を含むバイヤーのためのオイル及びガスおよび水プロジェクトに大口径の溶接された管を供給しました。 awwa C200 の下で6 インチおよびより大きい伝達主管を運ぶ都市水、螺線形および圧延され、溶接された鋼管は、設計応力および最低の収穫と結ばれる使用鋼鉄水管の等級のために深い基礎のために、鋼管杭はASTM A252、等級2 に螺線形か縦方向に溶接されて作り出されます、指定は公共インフラ仕事に直接書かれました。 USITCデータは標準的な溶接された管が配管およびプロセス植物を渡って低圧水、蒸気、ガス、および空気を扱うことを確認します。.
- 水伝達本管、48インチ。 → SSAW、カーボン、AWWA C200
- 基礎杭打ち→ SSAW/LSAW、カーボン、ASTM A252 Gr 2
- 原油/ガス幹線→ LSAW、API 5Lグレード、ラインパイプ
- 化学プロセス ライン→ EFW/ERWのステンレス鋼、A312/A358 TP316L
- 構造カラム → ERW、A500/A53、構造
穴あけおよびケーシングプログラムの場合、導体パイプとAPI 5Lラインパイプは溶接構造とシームレス構造の両方で製造されているため、1 つのサプライヤーがフルボア範囲をカバーできます。.
溶接パイプの購入方法と品質の確認方法
溶接された管をよく買うためには、順序の等級、標準、直径、壁、長さ、端、およびNDTのレベルを名指しし、そしてあなたがそれを受け入れる前に製造所のテスト証明書および静水圧記録に対して配達を照合する下の5 点点検は文書化された1 つに「私を信頼して下さい」郵送物を回します。.
溶接鋼管とはどのような材料ですか?
溶接鋼管は炭素鋼、ステンレス鋼、または合金鋼から作られ、コイルまたはプレートとして供給され、その後形成され溶接されます。 、溶接ではなく、基材は耐食性と強度を設定するので、注文書のグレードと規格は「溶接」という言葉よりも重要です“
注文時にグレード、標準、OD、壁、長さ、端仕上げ、必要な NDT レベルを詳しく記入し、パイプをその継手に合わせます。正確な仕様に対して高品質の表面状態を確認し、現場に配送する前に請負業者または工場に在庫の保管方法と製造の処理方法を尋ねます。.
検証は、配達が勝つか失われるかです Balingの社内検査は、出荷ごとにミルテスト証明書、静水圧記録、およびISO 9001 文書を発行するため、請負業者は、現場に到着する前に、出荷を受け入れる前に、以下の5 点チェックを使用します。.
- の The ミル テスト 証明書 パイプにステンシルされたヒート番号と一致します。.
- 単なる圧力表示ではなく、静水圧およびシーム NDT レコード (渦電流または超音波) があります。.
- 寸法は、規格の OD、壁、真直度公差の内側にあります。.
- 溶接ビードは内側と外側にフラッシュトリミングされており (ERW 用)、目に見えるアンダーカットや位置ずれはありません。.
- マーキングは、グレード、標準版、サイズ、熱を示し、端から端まで追跡可能です。.
- ERW ミルが作ることができない大きな OD と重い壁に対して「溶接」を指定すると、注文書でのみエラーが発生します。.
- 圧力計算における接合効率係数を忘れてから、ラインの評価を下げます。.
- サイズが LSAW またはスパイラルを必要とする場合、すべての溶接パイプが ERW であると仮定します。.
- 静水圧記録を添付せずに「圧力試験済み」の主張を受け入れる。.
2026 年の溶接鋼管市場の見通し
2026 年の溶接管購入を形作るのは、循環的なものではなく規制的なものです。 2026 年 4 月 2 日の再構築 第 232 条の鉄鋼関税 関税を適用するフル値に多くの派生鋼製品とフェーズへのフル値への2026 年中後半まで、バイヤーを国内調達とより長いリード輸入計画にプッシュする一方、PHMSAの2025 年の採用は、更新ASTM A53 / A53Mエディションを意味パイプラインプロジェクトは、彼らが現在の標準を指定していることを確認する必要がありますが、置き換えられたものではありません 2026 年の作業を計画しているバイヤーのために、実用的なリスクは、価格ではなく、リードタイムです: Balingは、納期を保護するために、大口径注文の在庫と溶接生産能力を保持しています。.
技術面では、高周波溶接と自動化されたフルボディNDTがシームレスで信頼性のギャップを狭め続けているため、より多くの圧力とラインパイプ仕様が最新のERWを受け入れるようになりました。 2026年の送電または幹線プロジェクトを計画している場合、大口径LSAWとスパイラル容量を早期にロックし、需要とリードタイムが最初に移行するセグメントです。市場規模のみを考慮すると、2024年の世界の溶接パイプ市場は1,160億米ドル近くに達し、2030年代半ばまで年間約3.9%で成長しており、自社の工場のリードタイムを確認する代わりとしてではなく、背景として役立ちます。.
よくある質問
溶接鋼管とは何ですか?
回答を見る
溶接鋼管は、平らな鋼のコイルまたはプレートをシリンダーに圧延し、長さ(縦方向)または螺旋状のシームを溶接することによって形成されたパイプです。固体ビレットから穴を開けるシームレスパイプとは異なり、溶接パイプは常にシームを持っています。より安価で、はるかに大きな直径で入手可能で、ASTM A53、A252、A139、A312、AWWA C200 などの規格に準拠しています。水、構造、および最も中圧の仕事に適しています。.
溶接鋼管はどのように作られていますか?
回答を見る
鋼鉄コイルか版はシリンダーに圧延され、継ぎ目はより小さいサイズのための高周波ERWによって溶接されますまたは大きい直径のための沈められたアーク。 継ぎ目のNDTおよび静水圧テストによって各長さがそれから大きさで分類され、証明されます。.
溶接パイプはシームレスパイプよりも弱いですか?
回答を見る
ほとんどのサービスではありません。構造用途では、この 2 つは同じように機能し、正確なシートから圧延された溶接パイプは、多くの場合、シームレスよりも均一な壁厚を持っています。その実際の違いは、圧力設計における溶接接合部の効率係数です。標準 ERW では 0.85 であるのに対し、シームレスでは 1.0 であり、完全な X 線撮影で 1.0 に回復可能です。シームレスでも、最高圧力、高温、酸っぱいサービスでリードします。.
ERWとLSAWパイプの違いは何ですか?
回答を見る
ERW はフィラーのない高周波抵抗溶接を使用し、おおよそ NPS 1/2 ~ 24 をカバーします。LSAW は、形成されたプレート上にフィラーサブマージアーク溶接を使用し、はるかに大きく、厚く、高圧の直径に達します。より大きく、厚いパイプは通常、ERW ではなく、LSAW またはスパイラルを意味します。.
ステンレス鋼溶接管にはどのような規格が適用されますか?
回答を見る
コアパイプの仕様は、オーステナイトグレードがASTM A312、大径EFWがA358、アンアニール溶接がA778、デュプレックスがA790 またはA928、チューブがA249、A270、A554 カバー熱交換器、衛生、構造サービス。 balingは、A312、A249、A554、およびA270に溶接ステンレス鋼を供給します。.
溶接鋼管はどのようなサイズがありますか?
回答を見る
各プロセスには独自の直径の天井があるため、利用可能なサイズは溶接方法に大きく依存します。電気抵抗溶接は一般に、より小さく中程度の公称パイプ サイズをカバーしますが、スパイラル ミルとサブマージド アーク ミルは、水伝達本管や基礎杭に使用される非常に大きな直径を作ります。ベーリングは外径 200 mm、壁厚 1.8 ~ 13.98 mm、さらにカスタム カット長と曲げ加工を施した 1.33.7 ~ 210 mm の溶接ステンレス鋼を製造します。.
Baling Steelは、ミルテスト証明書、第三者検査、および静水圧記録を備えたカーボン、ステンレス、およびデュプレックス溶接パイプを供給します。グレード、規格、およびサイズを送信してください。見積りを行います。.
このガイドについて
この記事のグレード化学、サイズエンベロープ、および重量の数値は、baling Steel 独自の溶接ステンレス鋼製造から ASTM A312/A249/A554/A270 に準拠しています。共同効率、規格、および適用ポイントは、競合他社の製品ページではなく、以下に引用する ASME B31.3、ASTM、AWWA、および米国政府のパイプライン安全ソースから引用されています。.
参考文献と情報源
- パイプ製造プロセスファクトシート米国 PHMSA、運輸省
- パイプラインの安全性: 規格の更新、ASTM A53/A53M (2025)連邦官報 / PHMSA
- 円形溶接炭素品質鋼管 (Pub. 4019)米国 国際 貿易 委員会
- AWWA C200で使用される鋼製水道管のグレードFHWA / 米国 DOT (テキサス A&M TTI)
- 疲労および熱負荷下での継ぎ目溶接パイプの故障評価 (2024)エンジニアリング障害分析
- 米国特許第7,399,264 B2号、オーステナイト系ステンレス鋼の高周波誘導溶接ウスト
- 第 232 条 鉄鋼およびアルミニウムに関する関税議会 調査局
- 鋼鉄標準(A53/A53M-24、A252/A252M-26、A312、A358)ASTM インターナショナル
- ASME B31.3 プロセス配管および B31.1 パワー配管 (溶接継手の品質係数テーブル) ⁄ 米国機械学会
- AWWA C200 鋼製水道管、6 インチおよびそれより大きい、米国水道協会

