


更新於 2026 年 6 月 ·由巴林鋼鐵技術團隊審核
- 它是什麼: 由鋼捲或鋼板形成並沿著焊接(縱向或螺旋)連接的管道
- 主要方法: ERW、EFW、LSAW、SSAW/HSAW、DSAW
- 通用標準: ASTM A53、A252、A139、A312、A358、A790; AWWA C200; API 5L
- 材質: 碳鋼,不鏽鋼(304/304L、316/316L、321/347),雙工 2205
- 尺寸範圍(巴林焊接SS): 輸入 33.7 正 610 毫米外徑,1.8 正 13.98 毫米壁
- 聯合效率(ASME B31.3): ERW 0.85,雙焊接 + 全射線照相高達 1.0
A 鋼焊管 是將扁鋼、捲材或板材軋製成管子並沿著接縫熔合邊緣而不是刺穿實心坯料而製成的任何管道。單縫塑造了接下來的一切:成本、可用直徑、壓力等級以及如何檢查它。本指南解釋了焊接管道的製造方式、五種製造方法、與無縫管道的比較、管理管道的等級和標準,以及如何指定和驗證交付。.
鋼焊管是將鋼捲或鋼板成型為圓柱體並焊接縱向或螺旋接縫而形成的管道。它的成本低於無縫管道,直徑大得多,並且具有工程師在壓力設計中應用的焊接接頭效率係數(標準戰爭遺留爆炸物為 0.85,全射線照相最高為 1.0)。它服務於水、結構、管線和大多數中壓應用。.
- 在結構服務中,焊接管和無縫管之間沒有性能差異,指定無縫管只會增加成本。.
- 「焊接較弱」的聲譽可以追溯到 20 世紀 70 年代之前的低頻戰爭遺留爆炸物接縫,而不是具有全身無損檢測的現代高頻戰爭遺留爆炸物。.
- A106必須無縫; A53可以焊接 或者 無縫地,標準,而不僅僅是等級,可以決定方法。.
- ERW 在 NPS 24 附近達到最高;對於較大的線路,您可以移至 LSAW 或螺旋 (SSAW)。.
- 無縫管實際上有 少一點 與從精確板材上軋製的焊接管相比,壁厚一致。.
什麼是鋼焊管?
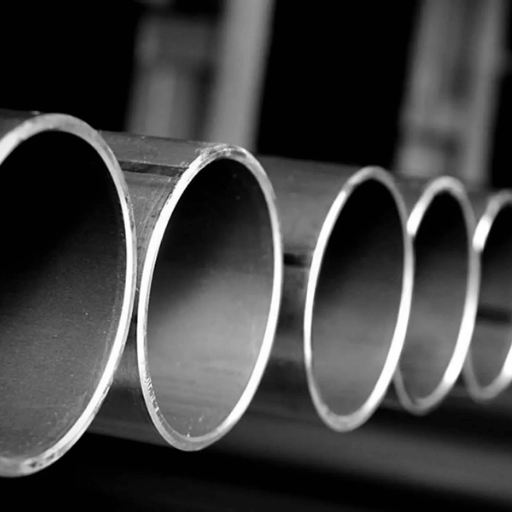
焊管最初是扁鋼產品,稱為捲繞帶 斯凱爾普 對於較小的尺寸,或切割大直徑的板。輥將扁鋼捲成圓柱體,並焊接會合邊緣以封閉管子。相較之下,無縫管是透過用心軸刺穿實心圓形鋼坯並拉伸它來生產的,因此它根本沒有接縫。.
美國國際貿易委員會指出,此類標準管道負責管道和工業系統中水、蒸汽、天然氣和空氣的低壓輸送。.
將「焊接」和「無縫」視為可互換的買家可能會犯一個代價高昂的錯誤,訂購一種方法無法生產的牆壁或直徑。在我們巴林的生產中,最常見的詢價間隙是一種指定等級而不命名方法的規格。這種接縫是定義特徵,也是焊接管道更便宜、來源更快、且直徑無縫銑床無法達到的原因。這也是買家學會檢查的功能。如果您特別需要不銹鋼版本,請參閱我們的 不銹鋼焊管 產品範圍。.
| 特色 | 焊接管 | 無縫管 |
|---|---|---|
| 起始形式 | 線圈/板(帶接縫) | 實心坯料(無接縫) |
| 典型成本 | 較低 | 更高 |
| 直徑達 | 高達 100 英吋。+(螺旋) | ~24 第26章 實用 |
| 牆壁一致性 | 更均勻(精確的紙張) | 較不均勻(滾動/拉伸) |
焊接鋼管的製造方式:核心流程
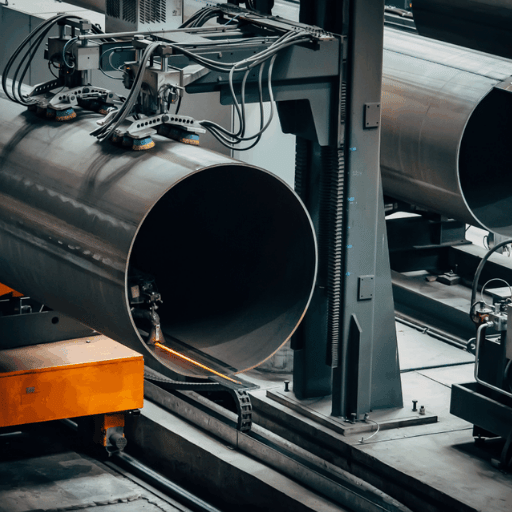
無論採用何種焊接方法,大多數焊接管都遵循相同的主幹。鋼材展開並調平,邊緣被修整,將帶材捲成圓柱體,然後焊接接縫。隨後進行珠子處理,每個長度在需要時進行熱處理、尺寸調整、拉直、靜水測試,並在出貨前切割成一定尺寸。.
大直徑工作從切割鋼板而不是捲材開始,但從成型車間到工廠最終測試的製造過程原則上是相同的。焊接後,對焊道進行處理,在規格要求的情況下對管道進行熱處理,然後進行尺寸調整、拉直、測試,並透過切割完成。.
焊接是方法不同的地方。在高頻戰爭遺留爆炸物中,電流透過蒙皮和鄰近效應將熱量集中在邊緣並將它們鍛造在一起,沒有填充金屬,修剪後既看不到也感覺不到接縫。這種機制記錄在製程專利中,例如 奧氏體不銹鋼高頻感應焊接. 埋弧法(用於大直徑)從管道內部和外部鋪設可見的焊道。.
焊接後最重要的兩項檢查。. 為什麼: 接縫是牆壁中唯一的不連續性,因此磨機沿著接縫進行連續的無損檢查、渦流或超音波檢查,然後對每個長度進行靜水壓力測試。. 那麼什麼: NDT 記錄正是買家應該要求的,作為接縫健全的證據。弱接縫或錯置接縫是指焊管發生故障,因此測試不是可選的。由於接縫是唯一的不連續性,Baling 保存了 ISO 9001 下每次熱量的靜水壓和渦流記錄,這與買方審核尋找的證據相同。在最近的管線訂單中,客戶對這些生產記錄的審核是交易結束的原因。.
主焊管製造方法
焊管不是一種產品。五種方法占主導地位,該方法主要由直徑和壓力等級驅動,而不是由偏好驅動。指定錯誤的方法是一個昂貴的錯誤:為 48 英寸總水管寫“ERW”的工業買家在採購訂單中遭到拒絕,因為戰爭遺留爆炸物無法達到該直徑。巴林將此類工作改為螺旋式或 LSAW 生產。.
ERW,電阻焊接
高頻電流將縱向接縫熔合,無需填充物。戰爭遺留爆炸物大約覆蓋 NPS ½ 至 24,是水、結構和管線管服務的主力。看我們的 戰爭遺留爆炸物管道 等級和尺寸範圍。.
EFW,電熔焊
填充電弧焊通常來自板,用於較大的不銹鋼壓力管(例如 ASTM A358),其中 ERW 邊緣不切實際。.
LSAW,縱向埋弧焊
板材採用 U 型和 O 型材製成圓柱體,內外焊接有埋弧。 LSAW 處理厚壁、大直徑、高壓幹線。我們的 LSAW 管 頁面涵蓋直徑和標準選項。.
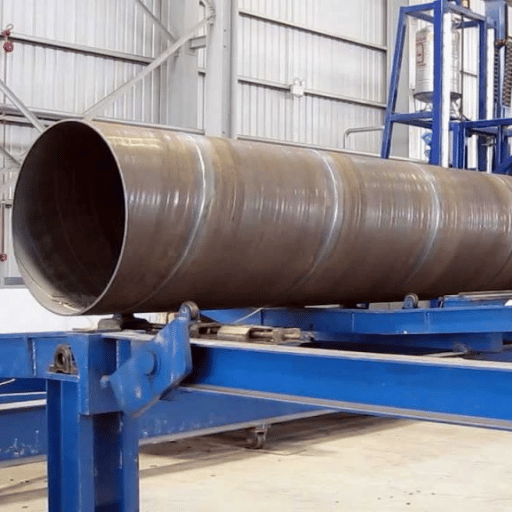
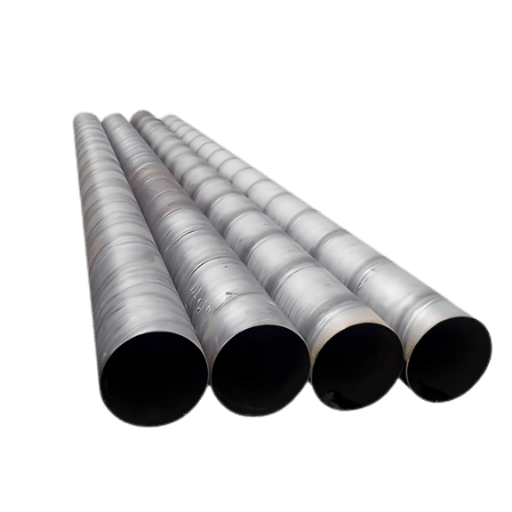
SSAW/HSAW,螺旋埋弧焊接
帶材以一定角度送入並纏繞成螺旋狀,然後沿著螺旋接縫焊接。螺旋磨機以較低的成本達到最大直徑,這就是為什麼輸水和打樁項目有利於它們。.
DSAW,雙埋弧焊
用於重型大直徑結構和壓力管的兩道埋弧焊(內部和外部)。.
| 方法 | 典型直徑 | 通用標準 | 最好的服務 | 相對成本 |
|---|---|---|---|---|
| 戰爭遺留爆炸物 | NPS ½ 第 24 節 | A53、A500、API 5L | 水、結構、管線管 | 最低 |
| EFW | 板式,大 | A358、A671/A672 | 大不銹鋼/壓力 | 中高 |
| LSAW | 16.60 英吋+ | API 5L,A672 | 高壓幹線 | 高 |
| SSAW/HSAW | 16.100 英吋+ | AWWA C200、A139、API 5L | 水傳輸、打樁 | 低速 |
| DSAW | 16 分80秒。. | API 5L,A672 | 重結構/壓力 | 高 |
5 方法選擇矩陣從直徑和壓力開始,然後閱讀方法。.
焊接管與無縫管:您應該指定哪一個?
指定用於水、結構、樁和大多數中壓管線的焊接管道,以較低的成本匹配無縫性能。僅針對最高壓力和溫度或酸味服務選擇無縫。決定其的是您可以接受的使用條件和焊接接頭效率,而不是整體強度規則。.
焊管是否比無縫管弱?
不是大多數人想像的那樣。在結構應用中,兩者的性能相同,實際上無縫管道也是如此 少一點 壁厚一致,因為軋製和拉伸過程比從精確板材焊接更難控制。 2024 年發表的接縫焊接管道疲勞和熱負荷失效研究 工程故障分析 表明,當接縫失效時,原因通常是特定的缺陷或使用條件,而不是接縫本身的存在。.
有界、誠實的差距仍然存在:焊接接頭效率係數。具有全身無損檢測的現代高頻戰爭遺留爆炸物縮小了 NPS 16 以下的大部分歷史差異;無縫仍然可以解決最重要的地方,即最高的壓力和溫度以及糟糕的服務。根據我們提供這兩種產品的經驗,真正的權衡很少是原始強度;它的壓力等級和服務,當應用需要時,Baling 可以提供 E=0.85 的戰爭遺留爆炸物或 E=1.0 的全射線照相焊接。 「焊接較弱」的聲譽是真實存在的,但已經過時:它可以追溯到 1970 年代之前的低頻戰爭遺留爆炸物接縫,這些接縫容易腐蝕和接縫失效,這是傳統管道中已知的完整性問題,而不是當今產品的屬性。.
“「客戶最常問我們接縫是否成立。在現代高頻戰爭遺留爆炸物線路上,更大的風險是買家從不要求查看靜水壓和無損檢測記錄。指定測試,閱讀證書,接縫就不再是個謎了”
| 維度 | 焊接(erw) | 無縫 |
|---|---|---|
| 聯合效率(ASME B31.3) | 0.85(滿 RT 時最高 1.0) | 1.0 |
| 相對成本 | 較低 | 更高 |
| 最大直徑 | 至 100 英吋+(螺旋) | ~24.26 英吋。. |
| 牆壁一致性 | 更統一 | 不太統一 |
| 最好的服務 | 水,結構,中等 P/T,管線管 | 高 P/T、酸、臨界 |
如果服務是高壓、高溫或酸的,請選擇 無縫鋼管 (或A106 B級無縫管)。對於水管、結構管、樁管和大多數中等用途管線,焊接管是成本較低的選擇,不會影響性能。.
焊管等級和材料:碳、不銹鋼和雙相

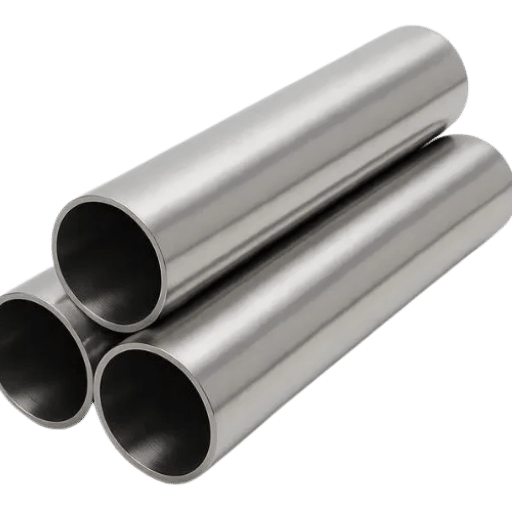
材料是繼方法之後的第二個決定。碳鋼焊管(A53、API 5L)覆蓋了大部分水、氣和結構工作。不銹鋼焊管處理腐蝕服務:奧氏體 304/304L 和 316/316L 用於一般和氯化物暴露任務,穩定 321/347 用於高溫,雙相 2205 用於強度和氯化物電阻。化學如下所示的是焊接不銹鋼至 ASTM A312/A249/A554/A270 的打包材料範圍。焊接不銹鋼管和薄壁不銹鋼管共享此處所示的相同機械最小值;在任何不銹鋼管訂單中,確認等級後綴(L 代表低碳,H 代表高溫)與服務相符。.
| 等級 | 類型 | Cr % | Ni % | 莫% | 最小拉伸/屈服 |
|---|---|---|---|---|---|
| 304 | 奧斯汀式的 | 18–20 | 8–10 | — | 515/205 MPa |
| 304L | 奧斯汀式的 | 18–20 | 8–12 | — | 485/170 MPa |
| 316 | 奧斯汀式的 | 16–18 | 10–14 | 2–3 | 515/205 MPa |
| 316L | 奧斯汀式的 | 16–18 | 10–14 | 2–3 | 485/170 MPa |
| 310S | 奧氏體(耐熱) | 24–26 | 19–22 | — | 515/205 MPa |
| 317 | 奧斯汀式的 | 18–20 | 11–15 | 3–4 | 515/205 MPa |
| 321 | 奧氏體(ti 穩定) | 17–19 | 9–12 | — | 515/205 MPa |
| 347 | 奧氏體(nb 穩定) | 17–19 | 9–13 | — | 515/205 MPa |
| 2205 | 複式 | 22–23 | 4.5–6.5 | 3–3.5 | 655/450 MPa |
根據 ASTM A312/A249,打包焊接不銹鋼按等級類型排列。 Duplex 2205 的強度大約是奧氏體 304/316 的兩倍。每個等級均附有磨機證書; Baling 擁有 ISO 9001 認證和焊接不銹鋼生產線的公差控制。.
對於儀器、熱交換器和衛生管線,焊接不銹鋼 管 等級(鍋爐/熱交換器為 A249,衛生等級為 A270,結構等級為 A554)比管道時間表更重要。如果您的申請是 316,我們的指南 316不銹鋼管 深入涵蓋年級選擇。.
焊接鋼管標準和規範

標準同時做兩件事:它們固定等級,並且經常規定製造方法,例如,ASTM A139 控制用於運輸的大直徑電熔焊管。一個常見的陷阱是假設任何等級都可以焊接。它不能A106 必須是無縫的,同時 ASTM A53 管 可以焊接或無縫。目前指定的版本是 A53/A53M-24 和 A252/A252M-26; 2025 年 7 月,PHMSA 納入更新 ASTM A53/A53M 標準納入聯邦管道安全規則.
| 服務 | 標準 | 材質 |
|---|---|---|
| 水/低壓輸送 | A53、AWWA C200 | 碳 |
| 結構/樁 | A252、A500、A53 | 碳 |
| 大直徑運輸 | A139、A252 | 碳 |
| 管線管(石油和天然氣) | API 5L(ERW/LSAW) | 碳/合金 |
| 不銹鋼製程管 | A312、A358 (EFW)、A778 | 304 / 316 |
| 雙工/不銹鋼管 | A790、A928; A249、A270、A554 | 2205 / 304 / 316 |
0.85 至 1.0 聯合效率階梯
在壓力設計中,焊接會因品質因素而折扣, E. 在 ASME B31.3 下,標準 ERW 縱向接縫的 E = 0.85;帶有點射線照相的雙焊接上升至 0.90;完全射線照相的焊接達到 1.0,與無縫相同。您可以透過購買更多檢查來爬梯子。.
取一條 NPS 6 線(OD 6.625 英吋。),0.280 英吋。壁,允許應力 S = 20,000 psi。使用薄壁關係 P = 2·S·E·t/D:
- 無縫 (E = 1.0):P = 2 × 20,000 × 1.0 × 0.280 / 6.625 × 1,690 psi
- ERW (E = 0.85):P = 2 × 20,000 × 0.85 × 0.280 / 6.625 × 1,437 psi
在焊接選項上,相同的管道速率大約降低 15%,透過加重一個時間表或支付完整的射線照相費用將 E 提升到 1.0,您可以恢復這一差距。.
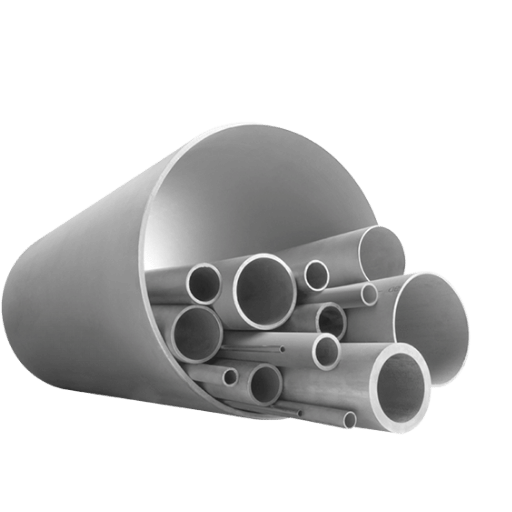
尺寸、時間表、壁厚和重量
焊管由標稱管尺寸 (NPS) 和時間表指定,其中時間表設定了給定外徑的壁厚。 Sch 5S 和 Sch 10S 等薄表在不銹鋼焊管中很常見,因為腐蝕餘裕很小; Sch 40 是通用預設值。我們的 管道時間表圖表 列出每種尺寸的 OD 和牆壁。 Baling 生產 OD 1.8 至 13.98 毫米的焊接不銹鋼,壁厚為 1.8 至 13.98 毫米。在埋地生產線上,壁厚錯誤是一個代價高昂的問題,因為未明確的時間表無法通過靜水測試;採購團隊可以在運行前使用下面的重量公式根據生產公差檢查報價。.
單位重量如下:(OD × WT) × WT × 0.02466 = kg/m。對於 OD 168.3 mm,壁長為 7.11 mm:
(168.3 - 7.11) × 7.11 × 0.02466 = 161.19 × 7.11 × 0.02466 × 28.26公斤/米
使用它可以將長度順序轉換為運輸重量,或按米與噸比較報價。.
使用焊接鋼管的地方
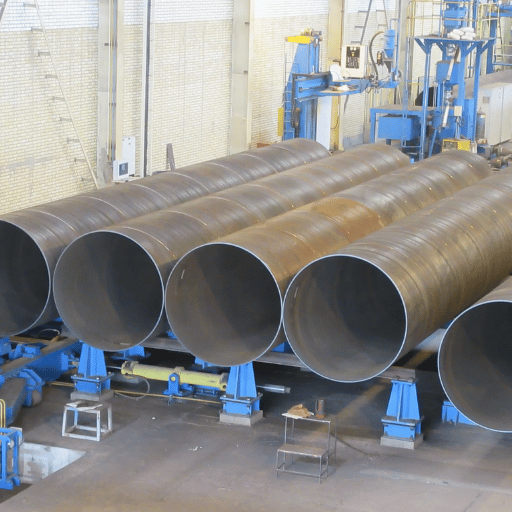
在整個工業中,從自來水公司和發電廠到運輸和加工設施,焊接管道因其在埋地和暴露環境中的耐用性以及達到無縫磨機無法達到的更大直徑尺寸而受到重視。只要直徑、體積或預算排除無縫,它就占主導地位。.
過度指定低壓總管無縫的水務公司只會浪費預算;根據我們的專案經驗,AWWA C200 的焊接管道是正確的選擇。 Baling 為 ADNOC 和殼牌等買家提供了大直徑焊管進入石油和天然氣和水項目。在市政用水中,螺旋鋼管和軋焊鋼管在 AWWA C200 下承載 6 英寸及更大的輸電總管,設計應力和最小產量與所用鋼水管的等級相關。對於深地基,鋼管樁是螺旋或縱向焊接至 ASTM A252 2 級(直接寫入公共基礎設施工作的規範)生產的。 USITC 數據證實,標準焊管可處理管道和加工廠的低壓水、蒸汽、氣體和空氣。.
- 輸水總管,48 英吋。 → SSAW、碳、AWWA C200
- 基礎樁 → SSAW/LSAW、碳、ASTM A252 Gr 2
- 原油/天然氣幹線→ LSAW,API 5L 級,管線管
- 化學加工線 → EFW/ERW 不鏽鋼,A312/A358 TP316L
- 結構柱 → ERW,A500/A53,結構
對於鑽孔和套管程序,導體管和 API 5L 管線管採用焊接和無縫結構生產,因此供應商可以覆蓋整個孔徑範圍。.
如何購買焊管並驗證品質
要購買焊接管,請在訂單上註明等級、標準、直徑、壁、長度、端部和無損檢測水平,然後在接受之前根據磨機測試證書和靜水記錄驗證交貨情況。下面的五點檢查將「信任我」的貨物變成記錄在案的貨物。.
焊接鋼管是什麼材質?
焊接鋼管由碳鋼、不銹鋼或合金鋼製成,以線圈或板材形式提供,然後成型和焊接。基材(不是焊接)設定了耐腐蝕性和強度,因此採購訂單上的等級和標準比“焊接。”一詞更重要”
訂購時詳細說明等級、標準、外徑、牆壁、長度、最終光潔度和所需的無損檢測水平,並將管道與其配件相匹配。根據您的確切規格確認高品質的表面狀況,並在交付到現場之前詢問承包商或工廠如何持有庫存以及如何處理製造。.
驗證是贏得或失去交付的地方。巴林的內部檢查會在每批貨物中簽發工廠測試證書、靜水記錄和 ISO 9001 文件,以便承包商可以在熱量到達現場之前對其進行驗證。在接受貨物之前,請使用下面的五點檢查。.
- 的 磨機測試證書 與管道上印製的熱量編號相符。.
- 有靜水壓和接縫 NDT 記錄(渦流或超音波),而不僅僅是壓力聲明。.
- 尺寸位於標準的 OD、壁和直線度公差內。.
- 內外齊平修剪的焊道(用於戰爭遺留爆炸物),沒有明顯的底切或不對中。.
- 標記顯示等級、標準版本、尺寸和熱量,可首尾相連。.
- 指定「焊接」用於任何戰爭遺留爆炸物工廠都無法製造的大型 OD 和重型牆,該錯誤僅在採購訂單時出現。.
- 忘記壓力計算中的聯合效率因子,然後低估線路。.
- 假設當尺寸需要 LSAW 或螺旋時,所有焊接管道都是 ERW。.
- 接受「壓力測試」聲明,未附上靜水記錄。.
2026 年焊接鋼管市場展望
2026 年焊管購買的影響是監管性的,而不是週期性的。 2026年4月2日重組 第 232 條鋼鐵關稅 對許多衍生鋼材的全部價值和 2026 年中後期的各個階段徵收關稅,這促使買家轉向國內採購和長期主導進口計劃。同時,PHMSA 2025 年採用更新的 ASTM A53/A53M 版本意味著管道項目應確認它們正在指定當前標準,而不是被取代的標準。對於計劃 2026 年工作的買家來說,實際風險是交貨時間,而不是價格:Baling 持有大直徑訂單的庫存和焊接產能,以保護交貨日期。.
在技術方面,高頻焊接和自動化全身無損檢測不斷縮小無縫的可靠性差距,這就是為什麼更多的壓力和管線規格現在接受現代戰爭遺留爆炸物。如果您計劃 2026 年輸水或幹線項目,請儘早鎖定大直徑 LSAW 和螺旋容量,這是需求和交貨時間首先移動的細分市場。僅就市場規模而言,定向估計顯示 2024 年全球焊管市場將接近 1,160 億美元,到 2030 年代中期每年增長約 3.9%,可作為背景,而不是作為確認自己工廠交貨時間的替代品。.
常見問題
什麼是焊接鋼管?
查看答案
焊接鋼管是將扁鋼捲或鋼板捲成圓柱體並沿著長度(縱向)或螺旋焊接接縫而形成的管道。與從實心鋼坯中刺穿的無縫管不同,焊接管總是有接縫。它更便宜,直徑更大,並受 ASTM A53、A252、A139、A312 和 AWWA C200 等標準管轄。它適合水、結構和大多數中壓工作。.
鋼管焊接如何製造?
查看答案
將鋼捲或鋼板軋入圓柱體中,並透過高頻 ERW 焊接接縫,對於較小的尺寸,或用埋弧焊接大直徑。然後對每個長度進行尺寸調整,並透過接縫無損檢測和靜水測試進行驗證。.
焊管是否比無縫管弱?
查看答案
大多數服務中都沒有。在結構使用中,兩者的性能相同,從精確板材上軋製的焊接管通常比無縫管具有更均勻的壁厚。其真正的區別在於壓力設計中的焊接接頭效率係數,標準戰爭遺留爆炸物為 0.85,而無縫則為 1.0,透過全射線照相可恢復至 1.0。無縫仍然可以帶來最高的壓力、高溫和不良的服務。.
ERW 和 LSAW 管有什麼不同?
查看答案
ERW 採用高頻電阻焊接,無填料,覆蓋約 NPS ½ 至 24。LSAW 在成型板上採用填料埋弧焊,達到更大、更厚、更高壓力的直徑。更大、更厚的管道通常意味著 LSAW 或螺旋,而不是 ERW。.
不銹鋼焊管適用哪些標準?
查看答案
芯管規格為奧氏體級 ASTM A312、大直徑 EFW A358、未退火焊接 A778、雙工 A790 或 A928。對於管材,A249、A270 和 A554 涵蓋熱交換器、衛生和結構服務。巴林向 A312、A249、A554 和 A270 提供焊接不銹鋼。.
有哪些尺寸的焊接鋼管可供選擇?
查看答案
可用的尺寸在很大程度上取決於焊接方法,因為每個工藝都有自己的直徑上限。電阻焊接通常覆蓋較小和中檔標稱管道尺寸,而螺旋和埋弧磨機則製造用於輸水總管和基礎打樁的非常大的直徑。 Baling 生產外徑為 1.8 至 13.98 毫米的焊接不銹鋼,壁厚為 1.8 至 13.98 毫米,並根據要求提供客製化切割長度和彎曲。.
Baling Steel 提供碳、不銹鋼和雙工焊管,並帶有磨機測試證書、第三方檢驗和靜水記錄。發送您的等級、標準和尺寸,我們將報價。.
關於本指南
本文中的化學等級、尺寸範圍和重量資料來自巴林鋼鐵公司自己生產的 ASTM A312/A249/A554/A270 焊接不銹鋼。聯合效率、標準和應用點取自 ASME B31.3、ASTM、AWWA 和下面引用的美國政府管道安全來源,而不是競爭對手的產品頁面。.
參考文獻和來源
- 管道製造流程情況說明書美國 PHMSA,交通部
- 管道安全:標準更新,ASTM A53/A53M (2025)聯邦公報/PHMSA
- 圓焊碳質鋼管(Pub。 4019)美國國際貿易委員會
- AWWA C200 所使用的鋼製水管等級FHWA /美國交通部(德州 A&M TTI)
- 縫焊管在疲勞和熱負荷下的失效評估(2024)工程故障分析
- US 7,399,264 B2,奧氏體不銹鋼的高頻感應焊接美國專利商標局
- 第 232 條 鋼材和鋁材關稅國會研究服務處
- 鋼標準(A53/A53M-24、A252/A252M-26、A312、A358)ASTM國際
- ASME B31.3 製程管道和 B31.1 動力管道(焊接接頭品質因數表)美國機械工程師學會
- AWWA C200 鋼製水管,6 英寸和更大,美國水務協會

