


Bijgewerkt in juni 2026 · Beoordeeld door het technische team van Baling Steel
- Wat het is: pijp gevormd uit stalen spoel of plaat en verbonden langs een gelaste naad (longitudinaal of spiraalvormig)
- Belangrijkste methoden: ERW, EFW, LSAW, SSAW/HSAW, DSAW
- Gemeenschappelijke normen: ASTM A53, A252, A139, A312, A358, A790; AWWA C200; API5L
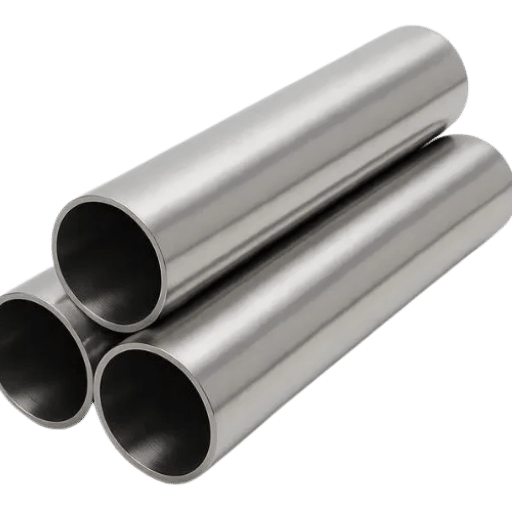
- Materialen: koolstofstaal, roestvrij (304/304L, 316/316L, 321/347), duplex 2205
- Groottebereik (Baling gelaste SS): Φ33,7-610 mm OD, 1,8-13,98 mm wand
- Gezamenlijke efficiëntie (ASME B31.3): ERW 0,85, dubbelgelast + volledige radiografie tot 1,0
A staal gelaste pijp wordt elke pijp gemaakt door vlak staal, spoel of plaat te rollen, in een buis en de randen langs een naad te versmelten, in plaats van een massieve knuppel te doorboren Die enkele naad vormt alles wat volgt: kosten, beschikbare diameter, drukclassificatie en hoe u deze inspecteert Deze gids legt uit hoe gelaste buizen worden gemaakt, de vijf productiemethoden, hoe deze zich verhoudt tot naadloos, de kwaliteiten en normen die daarop van toepassing zijn, en hoe u een levering kunt specificeren en verifiëren.
Staalgelaste buis is een pijp die wordt gevormd door stalen spoel of plaat in een cilinder te vormen en de longitudinale of spiraalvormige naad te lassen. Het kost minder dan naadloze buizen, is verkrijgbaar in veel grotere diameters en heeft een lasverbindingsefficiëntiefactor (0,85 voor standaard ERW, tot 1,0 met volledige radiografie) die ingenieurs toepassen bij drukontwerp. Het bedient water-, structurele, leidingpijptoepassingen en de meeste gematigde druktoepassingen.
- Bij structurele service is er geen prestatieverschil tussen gelaste en naadloze buizen, omdat naadloos specificeren alleen maar de kosten verhoogt.
- De “welded is zwak” reputatie sporen naar pre-jaren 70 laagfrequente ERW naden, niet naar moderne hoogfrequente ERW met full-body NDT.
- A106 moet naadloos zijn; A53 mag gelast zijn of naadloos, de standaard, niet alleen het cijfer, kan de methode dicteren.
- ERW komt uit in de buurt van NPS 24; voor grotere lijnen ga je naar LSAW of spiraal (SSAW).
- Naadloze pijp heeft eigenlijk minder consistente wanddikte dan gelaste buis gewalst uit nauwkeurige plaat.
Wat is stalen gelaste buis?
Een gelaste buis begint als een vlak staalproduct, een opgerold lint genaamd skelp voor kleinere maten, of gesneden plaat voor grote diameters Rollen krullen het platte staal in een cilinder, en de vergaderranden worden gelast om de buis te sluiten Daarentegen wordt naadloze buis geproduceerd door een massieve ronde knuppel met een doorn te doorboren en uit te rekken, zodat het helemaal geen naad heeft.
De Amerikaanse International Trade Commission merkt op dat dit soort standaardpijpen het lagedruktransport van water, stoom, aardgas en lucht door leidingen en industriële systemen verzorgen.
Kopers die “welded” en “seamless” als uitwisselbaar behandelen, riskeren een kostbare fout door een muur of diameter te bestellen die één methode niet kan produceren. Bij onze productie bij Baling is de meest voorkomende onderzoekskloof een specificatie die een cijfer noemt zonder de methode te noemen. Deze naad is het bepalende kenmerk, en de reden waarom gelaste buizen goedkoper zijn, sneller te verkrijgen en verkrijgbaar in diameters die naadloze molens niet kunnen bereiken. Het is ook de functie die kopers leren inspecteren. Als u specifiek de roestvrijstalen versie nodig heeft, raadpleeg dan onze roestvrij staal gelaste pijp productassortiment.
| Feature | Gelaste pijp | Naadloze pijp |
|---|---|---|
| Startvorm | Spoel /plaat (met naad) | Massieve knuppel (geen naad) |
| Typische kosten | Lager | Hoger |
| Diameterbereik | Tot 100 in.+ (spiraal) | ~24-26 inch. praktisch |
| Muurconsistentie | Meer uniform (precies blad) | Minder uniform (rollen/strekken) |
Hoe gelaste stalen buizen worden gemaakt: het kernproces
De meeste gelaste buizen volgen dezelfde ruggengraat, ongeacht de lasmethode. Staal is opgerold en geëgaliseerd, de randen zijn bijgesneden, rollen vormen de strip tot een cilinder en de naad is gelast. Er volgt een kraalbehandeling en elke lengte wordt waar nodig met warmte behandeld, op maat gemaakt, rechtgetrokken, hydrostatisch getest en op maat gesneden voordat deze wordt verzonden.
Het werk met een grote diameter begint met gesneden stalen plaat in plaats van op rol, maar het productieproces, vanaf de vormerij tot en met de laatste tests in de fabriek, is in principe hetzelfde. Na het lassen wordt de kraal behandeld, de buis wordt met warmte behandeld waar de specificatie dit vereist, en vervolgens op maat gemaakt, rechtgetrokken, getest en afgewerkt door op lengte te snijden.
Bij lassen lopen de methoden uiteen Bij hoogfrequent ERW concentreert een elektrische stroom de warmte aan de randen door de huid en nabijheidseffecten en smeedt deze samen, geen vulmetaal, en de naad kan na het trimmen niet meer worden gezien of gevoeld. Dit mechanisme is gedocumenteerd in procesoctrooien zoals hoogfrequent inductielassen van austenitisch roestvrij staal. Methoden met ondergedompelde boog (gebruikt voor grote diameter) leggen een zichtbare lasrups van binnen en buiten de pijp.
Twee controles zijn het belangrijkst na het lassen. Waarom: de naad is de enige discontinuïteit in de wand, dus molens voeren continu niet-destructief onderzoek, wervelstroom of ultrasoon, langs de naad uit, en vervolgens een hydrostatische druktest op elke lengte. Dus wat: dat NDT record is precies wat een koper zou moeten eisen als bewijs dat de naad goed is Een zwakke of verkeerd ingestelde naad is waar gelaste buis faalt, dus testen is niet optioneel Omdat de naad de enige discontinuïteit is, houdt Baling het hydrostatische en wervelstroomrecord in het bestand voor elke warmte onder ISO 9001, hetzelfde bewijsmateriaal waar een kopersaudit naar zoekt Op een recente line-pipe order is een klantaudit van die productiegegevens wat de deal sloot.
De belangrijkste gelaste pijpproductiemethoden
Gelaste buis is niet één product. Vijf methoden domineren, en de methode wordt meestal aangedreven door diameter en drukklasse, niet door voorkeur. Het specificeren van de verkeerde is een dure fout: een industriële koper die “ERW” schrijft voor een waterleiding van 48 inch krijgt een afwijzing bij de inkooporder, omdat ERW die diameter niet kan bereiken. Het balanceren leidt dergelijke taken naar spiraal- of LSAW-productie.
ERW, Elektrische Weerstand Gelast
Hoogfrequente stroom versmelt de langsnaad zonder vulmiddel ERW dekt grofweg NPS ½ tot 24 en is het werkpaard voor water-, structurele en lijnpijpdiensten. Zie onze ERW pijp bereik voor kwaliteiten en maten.
EFW, Elektrische Fusion Gelast
Een booglas met vulmiddel, vaak van plaat, gebruikt voor grotere roestvrijstalen drukpijp (bijvoorbeeld ASTM A358) waar ERW-randen onpraktisch zijn.
LSAW, Longitudinale ondergedompelde boog gelast
Plaat is U-ed en O-ed in een cilinder en gelast met ondergedompelde boog binnen en buiten LSAW handvat dikke-wand, grote-diameter, hogedruk hoofdlijnen Onze LSAW-pijp paginaomslagen diameter en standaardopties.
SSAW / HSAW, spiraalvormige ondergedompelde boog gelast
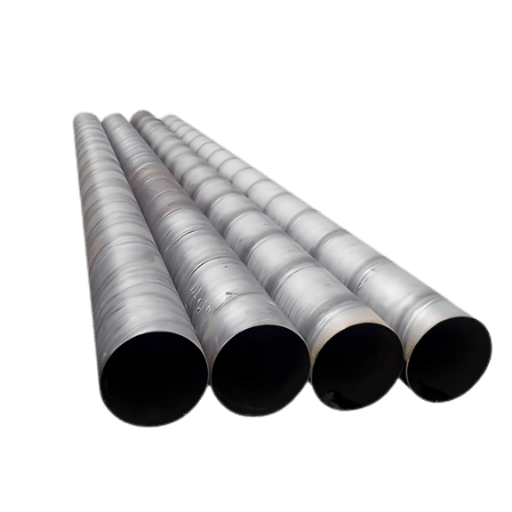
Strook wordt onder een hoek aangevoerd en in een spiraal gewikkeld en vervolgens langs de spiraalvormige naad gelast. Spiraalmolens bereiken de grootste diameters tegen lagere kosten. Daarom bevoordelen watertransmissie- en heiprojecten deze.
DSAW, Dubbele ondergedompelde Boog Gelast
Een twee-pass ondergedompelde booglas (binnen en buiten) gebruikt voor zware, grote diameter structurele en drukpijp.
| Method | Typische diameter | Gemeenschappelijke standaard | Beste service | Relatieve kosten |
|---|---|---|---|---|
| ERW | NPS ½-24 | A53, A500, API5L | Water, structureel, lijnpijp | Laagste |
| EFW | Plaatgebaseerd, groot | A358, A671/A672 | Grote roestvrij /druk | Middenhoog |
| LSAW | 16-60 inch.+ | API5L, A672 | Hogedruk hoofdlijnen | High |
| SSAW / HSAW | 16-100 inch.+ | AWWA C200, A139, API 5L | Watertransmissie, heien | Laag midden |
| DSAW | 16-80 inch. | API5L, A672 | Zware structurele /druk | High |
5-methode selectiematrixbegin bij diameter en druk en lees vervolgens de methode door.
Gelaste versus naadloze buis: welke moet u specificeren?
Specificeer gelaste buizen voor water-, structurele, hei- en de meeste middendrukleidingen, waar deze aansluiten bij naadloze prestaties tegen lagere kosten. Kies naadloos alleen voor de hoogste drukken en temperaturen of voor zuur onderhoud. Wat bepaalt, is de servicetoestand en de lasverbindingsefficiëntie die u kunt accepteren, en niet een regel voor de sterkte van de deken.
Is gelaste buis zwakker dan naadloze buis?
Niet op de manier die de meeste mensen aannemen In structurele toepassingen presteren de twee identiek, en naadloze pijp is eigenlijk minder consistent in wanddikte omdat het walsen-en-rekproces moeilijker te controleren is dan lassen van nauwkeurige plaat Een onderzoek naar vermoeiings- en thermische belastingfouten uit 2024 van naadgelaste buizen gepubliceerd in Analyse van technische fouten laat zien dat, wanneer naden falen, de oorzaak meestal een specifiek defect of een specifieke servicetoestand is, en niet het bestaan van een naad zelf.
Er blijft een begrensde, eerlijke kloof bestaan: de lasgewrichtsefficiëntiefactor Moderne hoogfrequente ERW met NDT voor het hele lichaam dicht het grootste deel van het historische verschil hieronder rond NPS 16; naadloze leidt nog steeds waar het er het meest toe doet, de hoogste drukken en temperaturen, en zure service. In onze ervaring met het leveren van beide is de echte afweging zelden ruwe sterkte; het is drukklasse en service, en Baling levert ERW op E=0,85 of volledig geradiografeerde lassen op E=1,0 wanneer de toepassing dit vereist. De reputatie van “ is zwak” is bekend maar gedateerd: het is terug te voeren op de laagfrequente ERW-naad van vóór de jaren zeventig en de eigenschappen van corrosie en de er waren eerder een eigenschap van corrosie.
“Klanten vragen ons het vaakst of de naad stand houdt Op een moderne hoogfrequente ERW-lijn is het grotere risico een koper die nooit vraagt om de hydrostatische en NDT-records te zien Specificeer de test, lees het certificaat en de naad stopt met een mysterie.”
| Dimension | Gelast (ERW) | Naadloos |
|---|---|---|
| Gezamenlijke efficiëntie (ASME B31.3) | 0,85 (tot 1,0 met volledige RT) | 1.0 |
| Relatieve kosten | Lager | Hoger |
| Max diameter | Tot 100 in.+ (spiraal) | ~24-26 inch. |
| Muurconsistentie | Meer uniform | Minder uniform |
| Beste service | Water, structureel, gematigde P/T, lijnpijp | Hoge P/T, zuur, kritisch |
Als de service onder hoge druk, hoge temperatuur of zuur is, kies dan naadloze stalen buis (of A106 Grade B naadloze pijp).Voor water, structurele, hei- en de meeste lijnen met middelmatig gebruik is gelaste pijp de goedkopere keuze zonder prestatievermindering.
Gelaste buiskwaliteiten en materialen: koolstof, roestvrij en duplex

Materiaal is de tweede beslissing na methode Koolstofstaal gelaste pijp (A53, API 5L) dekt het grootste deel van water, gas, en structurele werkzaamheden Roestvrij gelaste pijphandvatten corrosiedienst: austenitische 304/304L en 316/316L voor algemene en aan chloride blootgestelde plicht, gestabiliseerde 321/347 voor hoge temperatuur, en duplex 2205 waar zowel sterkte als chloridebestendigheid materie De hieronder getoonde chemie is het bereik Balen voorraden voor gelast roestvrij aan ASTM A312/A249/A554/A270 Gelaste roestvrijstalen buis van hoge kwaliteit en roestvrijstalen buis met lage mechanische wand, bevestigen de minimale roestvrijstalen buis.
| Grade | Type | Cr % | Ni % | Mo % | Min. treksterkte/opbrengst |
|---|---|---|---|---|---|
| 304 | Austenitisch | 18–20 | 8–10 | — | 515 / 205 MPa |
| 304L | Austenitisch | 18–20 | 8–12 | — | 485 / 170 MPa |
| 316 | Austenitisch | 16–18 | 10–14 | 2–3 | 515 / 205 MPa |
| 316L | Austenitisch | 16–18 | 10–14 | 2–3 | 485 / 170 MPa |
| JAREN 310 | Austenitisch (hittebestendig) | 24–26 | 19–22 | — | 515 / 205 MPa |
| 317 | Austenitisch | 18–20 | 11–15 | 3–4 | 515 / 205 MPa |
| 321 | Austenitisch (Ti-gestabiliseerd) | 17–19 | 9–12 | — | 515 / 205 MPa |
| 347 | Austenitisch (Nb-gestabiliseerd) | 17–19 | 9–13 | — | 515 / 205 MPa |
| 2205 | Duplex | 22–23 | 4.5–6.5 | 3–3.5 | 655 / 450 MPa |
Balengelaste roestvrijstalen bereiken per type, volgens ASTM A312/A249. Duplex 2205 levert ongeveer tweemaal de sterkte van austenitisch 304/316. Elke kwaliteit wordt geleverd met een molencertificaat; Balenpersen heeft ISO 9001-certificering en tolerantiecontrole over de gelaste roestvrijstalen productielijn.
Voor instrumentatie, warmtewisselaar en sanitaire leidingen is het gelaste roestvrij staal tube kwaliteiten (A249 voor ketel/warmtewisselaar, A270 sanitair, A554 structureel) zijn belangrijker dan leidingschema's. Als uw toepassing specifiek 316 is, onze gids voor 316 roestvrij stalen buis behandelt rangselectie in de diepte.
Normen en specificaties voor gelaste stalen buizen

Normen doen twee dingen tegelijk: ze stellen de kwaliteit vast en dicteren vaak de productiemethode. ASTM A139 regelt bijvoorbeeld een gelaste pijp met elektrische fusie met grote diameter voor transport. Een veel voorkomende val gaat ervan uit dat elke kwaliteit kan worden gelast. Dat kan nietA106 moet naadloos zijn, terwijl ASTM A53 pijp kan zowel gelast als naadloos zijn Huidige edities om te specificeren zijn A53/A53M-24 en A252/A252M-26; in juli 2025 heeft PHMSA de bijgewerkte versie opgenomen ASTM A53/A53M-standaard in de federale regels voor pijplijnveiligheid.
| Service | Standaard(en) | Materiaal |
|---|---|---|
| Water/lagedruktransport | A53, AWWA C200 | Carbon |
| Structureel /palen | A252, A500, A53 | Carbon |
| Transportmiddel met grote diameter | A139, A252 | Carbon |
| Lijnpijp (olie & gas) | API 5L (ERW /LSAW) | Koolstof/legering |
| Roestvrij proces pijp | A312, A358 (EFW), A778 | 304 / 316 |
| Duplex/roestvrije buis | A790, A928; A249, A270, A554 | 2205 / 304 / 316 |
De 0,85-naar-1,0 gezamenlijke efficiëntieladder
Bij drukontwerp wordt een gelaste naad verdisconteerd door een kwaliteitsfactor, E. onder ASME B31.3 draagt een standaard ERW-langsnaad E = 0,85; een dubbelgelaste naad met spotradiografie stijgt richting 0,90; en een volledig geradiografeerde las bereikt 1,0, hetzelfde als naadloos Je beklimt de ladder door meer inspectie te kopen.
Neem een NPS 6-lijn (OD 6,625 inch), 0,280 inch. wand, toegestane spanning S = 20.000 psi. Gebruik de dunwandige relatie P = 2·S·E·t /D:
- Naadloos (E = 1,0): P = 2 × 20.000 × 1,0 × 0,280 / 6,625 ≈ 1.690 psi
- ERW (E = 0,85): P = 2 × 20.000 × 0,85 × 0,280 / 6,625 ≈ 1.437 psi
Diezelfde pijp beoordeelt ongeveer 15% lager op de gelaste optie, een gat dat je herstelt door een schema zwaarder te gaan of door te betalen voor volledige radiografie om E naar 1.0 te tillen.
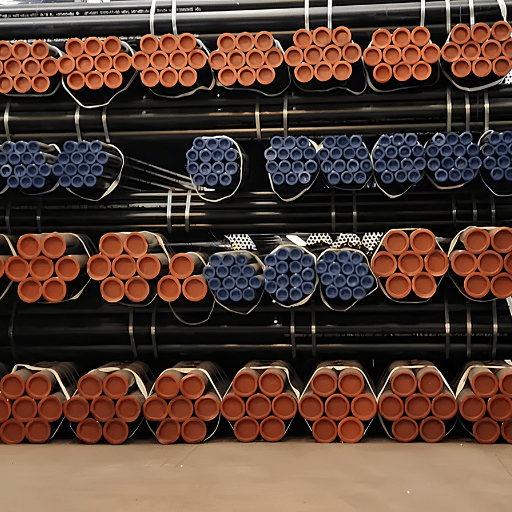
Maten, schema's, wanddikte en gewicht
Gelaste buis wordt gespecificeerd door nominale buisgrootte (NPS) en schema, waarbij het schema de wanddikte voor een bepaalde buitendiameter instelt Dunne schema's zoals Sch 5S en Sch 10S zijn gebruikelijk in roestvrij gelaste buis omdat de corrosietoeslag klein is; Sch 40 is de standaard voor algemene doeleinden Onze schema van de pijp geeft voor elke maat de OD en wand weer Balen produceert gelast roestvrij van Φ33.7 tot Φ610 mm OD met wanden van 1,8 tot 13,98 mm Wanddikte verkeerd krijgen is een kostbaar probleem op een ingegraven lijn, omdat een onder gespecificeerd schema de hydrostatische test niet doorstaat; een inkoopteam kan de onderstaande gewichtsformule gebruiken om vóór de run een offerte te controleren aan de hand van de productietolerantie.
Eenheidsgewicht volgt: (OD − WT) × WT × 0,02466 = kg/m. Voor OD 168,3 mm met een wand van 7,11 mm:
(168,3 − 7,11) × 7,11 × 0,02466 = 161,19 × 7,11 × 0,02466 ≈ 28,26 kg/m
Gebruik dit om een lengteorder om te zetten in verzendgewicht, of om offertes die prijs per meter versus per ton te vergelijken.
Waar gelaste stalen buizen worden gebruikt
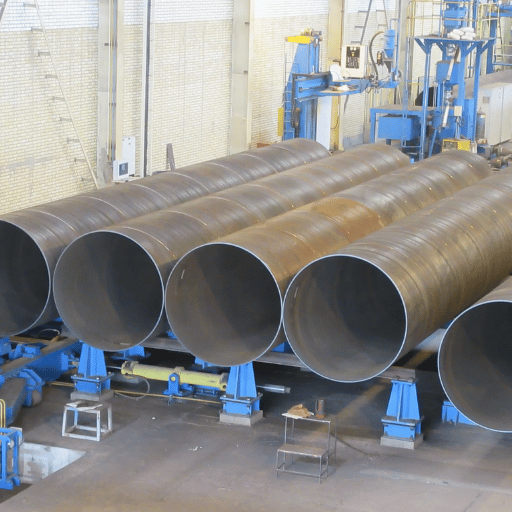
In de hele industrie, van waterbedrijven en energiecentrales tot transport- en procesfaciliteiten, wordt gelaste buizen gewaardeerd omdat ze duurzaam zijn in ondergrondse en blootgestelde omgevingen, en omdat ze afmetingen met een grotere diameter bereiken die naadloze molens niet kunnen. Het domineert overal waar diameter, volume of budget naadloos uitsluiten.
Een waterbedrijf dat naadloos specificeert voor een lagedrukleiding verspilt eenvoudigweg budget; in onze projectervaring is gelaste leiding naar AWWA C200 de juiste oproep. Baling heeft gelaste buis met grote diameter geleverd aan olie- en gas- en waterprojecten voor kopers, waaronder ADNOC en Shell. In gemeentelijk water transporteren spiraal- en gewalste en gelaste stalen buizen transmissielijnen van 15 cm en groter onder AWWA C200, waarbij ontwerpspanning en minimale opbrengst zijn gekoppeld aan de gebruikte kwaliteit stalen waterleidingen Voor diepe funderingen worden stalen buispalen spiraalvormig of longitudinaal gelast aan ASTM A252, klasse 2, een specificatie die rechtstreeks in de openbare infrastructuur is geschreven. USITC-gelaste gasleidingen en.
- Watertransmissiehoofd, 48 inch. → SSAW, koolstof, AWWA C200
- Stichtingshei → SSAW/LSAW, carbon, ASTM A252 Gr 2
- Ruwe/gas hoofdlijn → LSAW, API 5L rang, lijnpijp
- Chemische proceslijn → EFW/ERW roestvrij, A312/A358 TP316L
- Structurele kolom → ERW, A500/A53, structureel
Voor boor - en omhulselprogramma's worden geleiderpijp en API 5L-lijnpijp geproduceerd in zowel gelaste als naadloze constructie, zodat één leverancier het volledige boringbereik kan dekken.
Hoe te kopen gelaste pijp en kwaliteit te verifiëren
Om gelaste pijp goed te kopen, naam de rang, norm, diameter, muur, lengte, uiteinden, en NDT niveau op de bestelling, vervolgens verifieer de levering aan de hand van de molen testcertificaat en hydrostatische record voordat u het accepteert De vijf-punts controle hieronder verandert een “ me” zending in een gedocumenteerde.
Welk materiaal is gelaste stalen buis?
Gelaste stalen buis is gemaakt van koolstofstaal, roestvrij staal, of gelegeerd staal, geleverd als spoel of plaat en vervolgens gevormd en gelast Basismateriaal, niet het lassen, stelt corrosieweerstand en sterkte in, dus de kwaliteit en standaard op de inkooporder zijn belangrijker dan het woord “
Spell out rang, standaard, OD, muur, lengte, eindafwerking, en het vereiste NDT niveau wanneer u bestelt, en match de pijp aan zijn fittingen Bevestig een hoogwaardige oppervlakteconditie tegen uw exacte specificaties, en vraag de aannemer of molen hoe voorraad wordt gehouden en hoe fabricage wordt afgehandeld voordat levering aan de site.
Bij verificatie worden leveringen gewonnen of verloren. De interne inspectie van Baling geeft bij elke zending het fabriekstestcertificaat, het hydrostatische record en de ISO 9001-documentatie af, zodat een aannemer de warmte kan verifiëren voordat deze de locatie bereikt. Gebruik de onderstaande vijfpuntscontrole voordat u een zending accepteert.
- The certificaat van de molentest komt overeen met het warmtenummer dat op de pijp is gestencild.
- Er is een hydrostatisch en naad-NDT-record (eddy-stroom of ultrasoon), niet alleen een drukclaim.
- Afmetingen bevinden zich binnen de OD-, wand- en rechtheidstoleranties van de standaard.
- Laskraal afgesneden vlak van binnen en van buiten (voor ERW) zonder zichtbare ondersnijding of verkeerde uitlijning.
- Markering toont kwaliteit, standaardeditie, grootte en warmte, traceerbaar van begin tot eind.
- Specificerend “gelaste” voor een grote OD en zware muur die geen ERW molen kan maken, de fout komt alleen naar boven bij de inkooporder.
- De gezamenlijke efficiëntiefactor vergeten bij een drukberekening en vervolgens de lijn onderschatten.
- Ervan uitgaande dat alle gelaste buizen ERW zijn wanneer de afmetingen LSAW of spiraal vereisen.
- Het accepteren van een “pressure geteste”-claim zonder dat er een hydrostatisch record bijgevoegd is.
Marktvooruitzichten voor gelaste stalen buizen voor 2026
Wat de aankoop van gelaste buizen in 2026 vormgeeft, is regelgevend en niet cyclisch. De herstructurering van 2 april 2026 Sectie 232 staaltarieven past rechten toe op de volledige waarde van veel afgeleide staalproducten en fasen tot en met medio tot eind 2026, wat kopers in de richting van binnenlandse inkoop en importplanning met een langere lead duwt Ondertussen betekent de goedkeuring door PHMSA in 2025 van de bijgewerkte ASTM A53/A53M-editie dat pijplijnprojecten moeten bevestigen dat ze de huidige standaard specificeren, en niet een vervangen standaard. Voor kopers die werkzaamheden voor 2026 plannen, is het praktische risico doorlooptijd en niet prijs: het in evenwicht brengen van voorraden en gelaste productiecapaciteit voor bestellingen met een grote diameter om de leveringsdata te beschermen.
Aan de technologische kant blijven hoogfrequent lassen en geautomatiseerd NDT voor het hele lichaam de betrouwbaarheidskloof verkleinen met naadloos, en daarom accepteren meer druk- en leidingspecs nu moderne ERW. Als u een watertransmissie- of hoofdlijnproject voor 2026 plant, vergrendel dan LSAW met grote diameter en spiraalcapaciteit vroegtijdig, dat is het segment waarin de vraag- en doorlooptijden het eerst bewegen. Alleen op marktschaal schatten richtingsschattingen de wereldwijde markt voor gelaste buizen in 2024 op bijna 116 miljard dollar, met een jaarlijkse groei van ongeveer 3,9% tot halverwege 2030, nuttig als achtergrond, en niet als vervanging voor het bevestigen van uw eigen milloden.
Veelgestelde vragen
Wat is een gelaste stalen buis?
Bekijk Antwoord
Een gelaste stalen buis is een pijp die wordt gevormd door een platte stalen spoel of plaat in een cilinder te rollen en de naad te lassen, hetzij over de lengte (longitudinaal) of in een spiraal. In tegenstelling tot een naadloze pijp, die wordt doorboord door een massieve knuppel, heeft gelaste pijp altijd een naad. Het is goedkoper, verkrijgbaar in veel grotere diameters en valt onder normen als ASTM A53, A252, A139, A312 en AWWA C200. Het past bij water-, constructie- en meest gematigde drukwerk.
Hoe wordt gelaste stalen buis gemaakt?
Bekijk Antwoord
Staalspoel of plaat wordt in een cilinder gerold en de naad wordt gelast, door hoogfrequente ERW voor kleinere afmetingen of ondergedompelde boog voor grote diameters Elke lengte wordt vervolgens op maat gemaakt en bewezen met naad NDT en een hydrostatische test.
Is gelaste buis zwakker dan naadloze buis?
Bekijk Antwoord
Niet in de meeste dienst In structureel gebruik presteren de twee identiek, en gelaste pijp gerold uit nauwkeurige plaat heeft vaak meer uniforme wanddikte dan naadloos Het echte verschil is de las-gewrichtsefficiëntiefactor in drukontwerp, 0,85 voor standaard ERW versus 1,0 voor naadloos, herstelbaar tot 1,0 met volledige radiografie Naadloze nog steeds leidt voor de hoogste drukken, hoge temperaturen, en zure dienst.
Wat is het verschil tussen ERW en LSAW pijp?
Bekijk Antwoord
ERW maakt gebruik van hoogfrequent weerstandslassen zonder vulmiddel en bedekt ongeveer NPS ½ tot 24. LSAW maakt gebruik van een vulmiddel ondergedompelde booglas op gevormde plaat en bereikt veel grotere, dikkere diameters met hogere druk. Grotere, dikkere buis betekent meestal LSAW of spiraalvormig, niet ERW.
Welke normen zijn van toepassing op roestvrijstalen gelaste buizen?
Bekijk Antwoord
De specificaties van de kernpijp zijn ASTM A312 voor austenitische kwaliteiten, A358 voor EFW met grote diameter, A778 voor ongegloeid gelast, en A790 of A928 voor duplex Voor buis, A249, A270, en A554 dekken warmtewisselaar, sanitaire, en structurele dienst Balenvoedingen gelast roestvrij aan A312, A249, A554, en A270.
Welke maten gelaste stalen buizen zijn beschikbaar?
Bekijk Antwoord
Beschikbare maten zijn sterk afhankelijk van de lasmethode, omdat elk proces zijn eigen diameterplafond heeft. Elektrisch weerstandslassen omvat over het algemeen de kleinere en middelgrote nominale buisafmetingen, terwijl spiraal- en ondergedompelde boogmolens de zeer grote diameters maken die worden gebruikt voor watertransmissieleidingen en funderingspalen. Balen produceert gelast roestvrij materiaal met een buitendiameter van Φ33,7 tot Φ610 mm, met een wanddikte van 1,8 tot 13,98 mm, plus op verzoek op maat gesneden lengtes en bochten.
Baling Steel levert koolstof-, roestvrij- en duplex gelaste buizen met testcertificaten voor molens, inspectie door derden en hydrostatische gegevens. Stuur uw kwaliteit, standaard en maat en wij zullen een offerte maken.
Over deze gids
De kwaliteitschemie, de grootte-omhulling en de gewichtscijfers in dit artikel zijn afkomstig van de eigen gelaste roestvrijstalen productie van Baling Steel tot ASTM A312/A249/A554/A270. De gezamenlijke efficiëntie-, standaarden- en toepassingspunten zijn ontleend aan de hieronder genoemde ASME B31.3-, ASTM-, AWWA- en pijplijnveiligheidsbronnen van de Amerikaanse overheid, en niet aan productpagina's van concurrenten.
Referenties en bronnen
- Factsheet van het pijpproductieprocesUS PHMSA, Ministerie van Transport
- Veiligheid van pijpleidingen: standaardupdate, ASTM A53/A53M (2025)Federaal Register / PHMSA
- Cirkelgelaste stalen buis met koolstofkwaliteit (Pub. 4019)Amerikaanse Internationale Handelscommissie
- Grades van stalen waterpijp gebruikt in AWWA C200FHWA / US DOT (Texas A&M TTI)
- Faalbeoordeling van naadgelaste buizen onder vermoeiing en thermische belasting (2024)Analyse van technische fouten
- US 7.399.264 B2, Hoogfrequent inductielassen van austenitisch roestvrij staalUSPTO
- Sectie 232 Tarieven op staal en aluminiumCongressional Research Service
- Staalnormen (A53/A53M-24, A252/A252M-26, A312, A358)ASTM International
- ASME B31.3 Procesleidingen en B31.1 Leidingen (weld gezamenlijke kwaliteitsfactortabellen) American Society of Mechanical Engineers
- AWWA C200 stalen waterpijp, 6 inch en groter, American Water Works Association

