


Especificações rápidas
| Nome Completo | Epóxi ligado por fusão (FBE) |
| Tipo de revestimento | Revestimento em pó termofixo (reticulação irreversível) |
| Aplicação Temp | 1800 250 °C (356 °C 88 °F) |
| Espessura Externa | 3500 500 µm (14 µm 280 mil) por AMPPISO 21-2 |
| Espessura Interna | 1522 (54 µm) (10 mil) |
| Temp do serviço máximo | ~85 °C (185 °F) de camada única; ~110 °C com sobreposição de 3 LPE |
| Padrões Chave | CSA Z245.20, AWWA C213, ISO 21809-2:2026 |
| Uso Primário | Proteção contra corrosão de dutos |
| Mercado Global | $7,3 bilhões (2025) |
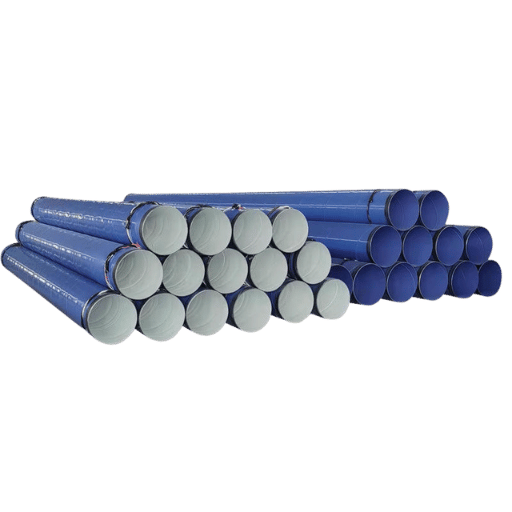
O revestimento de FBE igualmente chamado epóxi ligado da fusão é um dos sistemas os mais comuns da proteção da corrosão especificados para sob a tubulação de aço à terra e sob a água FBE para o epóxi ligado da fusão é um revestimento de pó curado pelo calor; que liga quimicamente-se permanentemente à superfície da tubulação de aço na temperatura de aquecimento alta Este artigo guia-o através do processo de aplicação de FBE e discute a espessura histórica do revestimento /padrões de especificações de teste, a comparação entre sistemas de revestimento de FBE e 3 LPE, e um guia básico em 2026 perspectiva de mercado em novas normas e tendências da tecnologia.
O que é revestimento FBE e como protege tubos de aço?

FBE-epoxy ligado por fusão, é um revestimento em pó termoendurecível à base de epóxi projetado como um revestimento protetor para proteção contra corrosão de tubos de aço e acessórios Considerando que a tinta úmida, ou revestimentos termoplásticos (que permanecem como uma camada distinta na superfície do metal), FBE forma uma interação química com o substrato de aço.
A química do FBE é bastante simples, mas pode ser muito exata Existem efetivamente dois componentes químicos principais em um revestimento FBE acabado, uma resina epóxi e um agente de cura (ou endurecimento) (uma molécula à base de amina).Esses dois componentes são pré-misturados e cozidos em um pó fino e seco durante o processo de fabricação.
Quando este pó entra em contato com 180 0 C a 250 0 C de aço pré-aquecido as partículas de pó brilham, derretendo instantaneamente e fluindo conjuntamente A mistura íntima dá então origem a uma reação química intermolecular chamada reticulação Este processo faz com que as moléculas formem uma estrutura molecular tridimensional estática (polímero).
Uma vez criado um revestimento reticulado, ele não pode ser transformado novamente numa forma compressível.
É isso que torna o FBE diferente dos revestimentos termoplásticos, que podem ser re-amolecidos pelo reaquecimento O FBE não pode por causa da estrutura reticulada do polímero Isso resulta em uma barreira contínua e não porosa entre a superfície do aço e o ambiente agressivo que o envolve, evitando que umidade, oxigênio, sais dissolvidos e produtos químicos circulem em contato com o metal.
Por que a ligação FBE ao aço é tão forte?
Tudo dobradiças na etapa de pré-aquecimento Substrato de aço é mantido em uma janela de temperatura específica antes da aplicação do pó Essa faixa de temperatura é apenas a direita para o pó epóxi para liquefazer em contato e molhar completamente os picos minúsculos e calhas minúsculas da superfície de aço jateado.
À medida que ocorre o processo de ligação por fusão, o epóxi trava-se física e quimicamente no perfil da superfície do tubo aquecido para fornecer resistências de ligação bem superiores aos revestimentos à temperatura ambiente.
FBE é classificado como um revestimento de polímero termofixo A reação de reticulação entre a resina epóxi e os componentes endurecedores à base de amina é irreversível uma vez curado, o revestimento não pode ser refundido ou reformado, mesmo em temperaturas superiores à faixa de aplicação original.
O revestimento de FBE (epoxy ligado por fusão) é um revestimento termofixo aplicado à tubulação de aço pré-aquecida a uma temperatura de 180-250 C. O pó epóxi que está sendo aplicado derreterá instantaneamente e cruzará-se para estabelecer uma tampa sólida imóvel para evitar corrosão, água e ataque químico para tubulações enterradas ou imersas.
O significado prático nu para o engenheiro de tubulação aplicado e engenheiro de projeto é a extensão da história comprovada de sucesso, estabelecida através de mais de 40 anos de operação O tubo revestido FBE, quando aplicado corretamente a uma superfície adequadamente preparada, resistirá ao descolamento catódico, ao estresse do solo e ao ataque químico em múltiplas condições de sepultamento.
Como o revestimento FBE é aplicado: o processo de 4 etapas
Como o revestimento FBE é aplicado?
O revestimento de FBE é aplicado em um ambiente típico controlado pela planta usando um processo de quatro etapas (preparação de tubo por jateamento abrasivo, pré-aquecimento do tubo a 180-250 C, pulverização eletrostática do pó epóxi, seguida de cura térmica utilizando o calor residual do tubo. Os parâmetros precisos devem ser seguidos em todas as etapas, com falha em qualquer etapa do processo. A preparação de superfície especialmente inadequada considerou a causa raiz da falha prematura do revestimento no campo.
- Preparação Superfície 10 Tubo de aço é limpo por jateamento para SSP-C 10/NACE No. 2 (Próximo-Branco de limpeza por jateamento).O jateamento abrasivo remove a escala do moinho, ferrugem, contaminantes enquanto cria um perfil de âncora de 1.5.0 mils (300 µm) Antes do jateamento, a superfície do tubo é inspecionada quanto a óleo, graxa e sais solúveis A contaminação por cloreto acima de 20 µg/cm² deve ser removida lavando 100 resíduos de sal presos sob o revestimento iniciará o blister osmótico O tempo entre a aplicação de jateamento e revestimento deve ser minimizado para evitar a formação de ferrugem por flash no aço recém-exposto.
- Pré-aquecimento 0 tubo de indução blasted passa através de uma bobina ou forno a gás que aumenta a temperatura do aço para 180025 °C (35 °C (6 °F 82).Para aplicações FBE autônomas, a faixa alvo é tipicamente 225 25 °C. A uniformidade de temperatura através da circunferência do tubo é crítica Os pontos quentes causam gelificação prematura do pó antes que ele possa fluir e molhar a superfície, enquanto os pontos frios resultam em reticulação incompleta e má adesão Os pirômetros infravermelhos verificam a temperatura em vários pontos ao redor do tubo antes de entrar na cabine de pulverização.
- Aplicação Pó 100000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000.
- Cura e Resfriamento 10000-linking começa assim que o pó derrete e continua como o tubo se move através da linha de revestimento O calor residual armazenado na parede de aço conduz a reação de cura à conclusão dentro de segundos a minutos, dependendo da espessura da parede do tubo e condições ambientais Após a cura, o tubo é água-extinto ou ar-resfriado Técnicos de controle de qualidade, em seguida, executar MEK (metil etil cetona) testes no revestimento curado esfregar uma superfície FBE totalmente curada resistirá 30 + MEK esfrega sem amaciar ou transferência de cor revestimentos sub-curados falhar este teste e indicar aquecimento insuficiente ou tempo de permanência.
A preparação da superfície é a causa #1 da falha do FBE De acordo com o AMPP, o jateamento inadequado, os contaminantes remanescentes ou o padrão de ancoragem errado levam a uma adesão deficiente e à quebra prematura do revestimento.
Perfil de superfície perfil deve atingir 1.5.5 mils (0 mils 100) por SSPC 10. verificar com perfil de superfície comparadores ou fita de réplica Minimizar o tempo entre jateamento e revestimento para evitar flash as especificações mais exigem revestimento dentro de 4 horas de jateamento, ou menos em condições úmidas.
Especificações do revestimento FBE: espessura, padrões e testes
A adesão depende da adesão completa e consistente à especificação Os requisitos de desempenho são geralmente a presença de espessura, adesão e quantidade de cura necessárias, conforme descrito em padrões regionais ou internacionais Os compradores avaliam essas especificações primeiro durante seus testes de aceitação, para minimizar o potencial de quebra prematura do revestimento e desempenho não especificado.
Qual temperatura o revestimento FBE pode suportar?
Se um FBE usado sozinho, ele realizará hot-end para cerca de 85 C (185 F) Uma vez que o amolecimento epóxi se torna mais permeável à umidade até cerca de 105-110 C (220-230 F), camada de polietileno de três camadas (3 LPE) usará FBE como primer, em seguida, adicionar acabamento de polietileno fornece na proteção adicional contra o calor e mecânica Além disso, para evitar o contato direto com a camada epóxi, o limite de temperatura do tubo de 3 LPE é de aproximadamente 110 C (225 F).Se o tubo sobe acima de 110 C, então 3 LPPis usado em vez de 3 LPE porque seu circuito pretendido para cerca de 140 C (2
Comparação Padrões
| Padrão | Escopo | Região | Edição Atual |
|---|---|---|---|
| ISO 21809-2 | FBE externo para dutos | Internacional | 20 (NOVO 26 de fevereiro de 2026) |
| CSA Z245.20 | FBE para tubo de aço | Canadá | 2018 |
| AWWA C213 | FBE para tubulação de água/acessórios | EUA | 2015 |
| ASTM G8 | Teste de descolamento catódico | EUA | Atual |
Requisitos de espessura por aplicação
| Aplicação | Faixa de espessura | Notas |
|---|---|---|
| Única camada externa | 3500 mil (14 µm) (1420 mil) | Aplicação de pipeline mais comum |
| Dupla camada externa (FBE+ARO) | 6600915 µm (26 µm36 mil) | Proteção mecânica aprimorada |
| Forro interno | 1522 (54 µm) (10 mil) | Melhoria de fluxo + proteção interna contra corrosão |
Métodos de teste
- ✔
A detecção de férias a 5 V/m (teste de faísca de alta tensão) identifica furos e vazios invisíveis a olho nu - ✔
Teste de pull-off de adesão (15 MPa) 15 medidas a força necessária para separar o revestimento do substrato de aço - ✔
Disbondação catódica por ASTM G8 (raio de 8 mm a 65 C 30 dias) (simula tensão eletroquímica de longo prazo) - ✔
A medição de DFT com medidores magnéticos verifica a espessura do revestimento e atende às especificações em vários pontos - ✔
Teste de fricção MEK para validação de cura 30+ fricções duplas sem amolecimento confirma o link cruzado completo
“O uso da prevenção de corrosão em dutos é muito importante A corrosão é a segunda principal causa de falhas perigosas em dutos, afetando milhões de quilômetros de dutos em todo o mundo Os revestimentos FBE são uma ferramenta poderosa para proteção (protection) apenas quando aplicados e inspecionados adequadamente.”
(Associação para Proteção e Desempenho de Materiais)
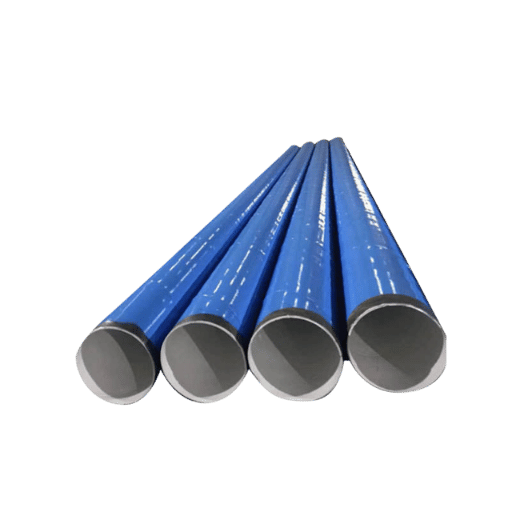
Revestimento FBE interno vs externo: quando especificar cada um
Comparar FBE interno, FBE externo, ou ambos depende do que o tubo se move, onde é mantido, e que tipo de ameaças de corrosão estão em cada superfície Os revestimentos internos e externos não estão relacionados: eles servem a funções diferentes Embora seja preferível adicionar ambos em quase todos os projetos de dutos.
O FBE externo protege o exterior da tubulação da água do solo, dos produtos químicos da água subterrânea e das correntes elétricas perdidas, e da ação bacteriana na superfície externa da tubulação O FBE interno protege o interior da tubulação de fluidos ofensivos e, quando usado na tubulação de água, atua para suavizar a superfície interna da tubulação (economizando energia de transporte) e reduz o perigo de corrosão diretamente na superfície interna.
Matriz de decisão: quando especificar interno, externo ou ambos
| Condição | Recomendação | Razão |
|---|---|---|
| Tubulação enterrada, fluido não corrosivo | Apenas FBE externo | Proteção contra corrosão do solo suficiente |
| Tubulação enterrada, fluido corrosivo (gás azedo, água salgada) | Casaco duplo (interno + externo) | Ambas as superfícies precisam de proteção |
| Tubo acima do solo, fluido corrosivo | FBE interno + pintura externa | Perfil de exposição externa diferente |
| Duto de transmissão de água | Forro interno FBE | Melhoria de fluxo + barreira de corrosão |
| Válvula e encaixe | FBE externo (mergulho ou spray) | Proteção corrosiva do ambiente |
Revestimentos que incorporam FFBE em ambos os lados do tubo Os sistemas de revestimento duplo (internos e externos) estão se tornando especificações comuns para ambientes agressivos como linhas de coleta de gás ácido, linhas de fluxo offshore, sistemas de injeção de água com águas de formação de alta salinidade, etc. O custo de capital incremental relativamente pequeno do revestimento interno é insignificante em relação ao custo total do projeto do gasoduto e o revestimento interno remove qualquer risco de corrosão interna que os revestimentos apenas externos não possam oferecer.
Para montagem e aplicação de válvula, o método mais comum de aplicação de FBE é mergulhar o componente pré-aquecido em um leito fluidizado de pó epóxi que flui para revestir todas as superfícies uniformemente, incluindo geometrias irregulares inevitavelmente criadas pela instalação de juntas que as pistolas de pulverização não conseguem alcançar consistentemente. Tubo de revestimento de aço para cruzamentos rodoviários e ferroviários é muitas vezes revestido externamente com FBE, proporcionando proteção contra corrosão contra infiltração de água subterrânea no anel entre o tubo de revestimento e um ou mais tubos transportadores.
Onde o tubo revestido FBE é usado: aplicações por indústria

Quanto tempo dura o revestimento FBE?
O tubo revestido com FBE quando aplicado a superfícies de aço totalmente preparadas tem uma vida útil verificada de 25-40+ anos, após o que a degradação cumulativa do revestimento externo permanece abaixo da taxa de corrosão externa Em testes de desempenho de campo usando dados de vários operadores de tubulações, a Administração de Segurança de Oleodutos e Materiais Perigosos dos Estados Unidos (PHMSA) encontrou ‘pouca ou nenhuma corrosão encontrada em tubulações revestidas com FBE’ durante pesquisas de ferramentas de inspeção interna O limite superior preciso da vida útil do FBE permanecerá incerto até que alguns dos primeiros tubos revestidos com FBE, originalmente instalados nas décadas de 1970 e 1980, não estejam mais em serviço operacional e sejam examinados Fatores que afetam adversamente a vida útil final incluem defeitos de aplicação, preparação de superfície de baixa qualidade, temperaturas operacionais próximas ou superiores a 85 C, impacto pós-aplicação, vibração de transporte ou instalação e danos físicos ao revestimento.
O tubo revestido de FBE foi especificado para transmissão de petróleo e gás, redes municipais de água em campo, estacas estruturais e reforço de construção Todos eles exigem uma característica: resistência à corrosão protetora a longo prazo, em superfícies de aço onde contaminantes ou umidade estão presentes e onde condições de solo eletroquimicamente ativas estão no local.
Aplicações Indústria
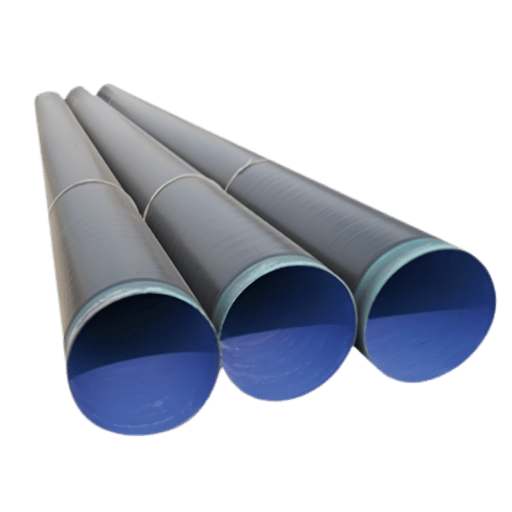
- Transmissão de petróleo e gás As linhas troncais de petróleo e gás natural representam o maior mercado único de tubos revestidos com FBE. Esses oleodutos normalmente usam Tubo API 5L Grau B através de graus X42X70, com FBE externo como barreira primária contra corrosão. Ambos Tubo ERW e Tubo LSAW são comumente especificados com revestimento FBE para projetos de transmissão em terra.
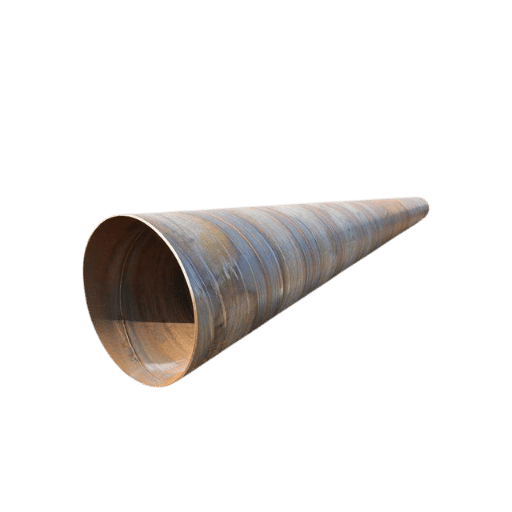
- Água e Águas Residuais 1 canalização de água e canalização de água residual usam tubulação de aço revestida com FBE por AWWA C213. forro interno FBE é especificado para linhas de água potável para evitar a captação de ferro e reduzir o atrito hidráulico. Tubo soldado espiral em diâmetros maiores (24 20”) é frequentemente revestido com FBE para transmissão de água.
- Empilhamento Estrutural (Office) em ambientes marítimos e de estacas terrestres utiliza FBE externo para proteger contra a corrosão da água do mar na zona de respingos e abaixo da linha de lama. Tubo condutor para plataformas de perfuração offshore também recebe revestimento FBE para proteção contra corrosão em ambientes de água salgada.
- Construção (Barrafa) foi historicamente usado em barras de reforço (barra) para decks de pontes de concreto para evitar a corrosão induzida por cloreto de sais de degelo No entanto, o American Segmental Bridge Institute relatou uma tendência de eliminação progressiva desde 2005, com muitos projetistas de pontes se movendo em direção a métodos alternativos de proteção contra corrosão.
- Industrial 3 Sistemas de tubulação de plantas, usina de energia e pasta de mineração tubo linha use o FBE quando a combinação de química de fluidos e temperatura operacional estiver dentro do envelope de desempenho do FBE.
Uma autoridade municipal de água no sudeste dos Estados Unidos especificou revestimento FBE interno e externo para 24 km de principal de transmissão de água de 16 polegadas Após 30 anos de serviço contínuo, uma ferramenta de inspeção em linha revelou zero perda de parede mensurável nas seções revestidas com FBE enquanto tie-in não revestido mostrou redução de espessura de parede de 150TP3 T. A autoridade estimou que o revestimento FBE estendeu a vida útil da tubulação em pelo menos 25 anos, evitando cerca de $4,2 milhões em custos de substituição prematura.
revestimento FBE vs 3 LPE: Como escolher o sistema de revestimento de tubulação certo
Decidir se deve usar FBE de camada única ou polietileno de três camadas (3LPE) é um importante julgamento sobre um projeto de tubulação Ambos os sistemas usam FBE epóxi como barreira contra corrosão, mas 3LPE é um sistema multicamadas, incorporando uma camada adesiva de copolímero e uma barreira física de polietileno com resistência mecânica e térmica superior.
| Parâmetro | FBE monocamada | Polietileno de 3 camadas (3LPE) |
|---|---|---|
| Estrutura | Única camada de epóxi | Primer FBE + adesivo + acabamento PE |
| Espessura | 3500 mil (14 µm) (1420 mil) | 1.88.3.0 mm (1120 mil) |
| Temp do serviço máximo | ~85 °C (185 °F) | ~110 °C (230 °F) |
| Resistência Mecânica | Moderado (suscetível a goivagem) | Alto (camada PE absorve impacto) |
| Custo de aplicação | Inferior (passe de aplicação única) | Superior (processo de três camadas) |
| Reparação Conjunta Campo | Mais simples (toque ou manga FBE) | Complexo (requer manga termorretrátil) |
| Melhor Para | Temperatura moderada, solo não rochoso | Alta temperatura, terreno rochoso, instalação de HDD |
Desde que você tenha temperaturas operacionais abaixo de 85 C e o gasoduto esteja enterrado em qualquer solo não rochoso ou tipo de subsolo, a economia no custo de capital do uso de FBE apenas pode ser significativa, dado o desempenho igual de proteção contra corrosão a longo prazo Quando as temperaturas de operação estão em ou acima de 85 C ou a rota da linha atravessa terrenos rochosos acidentados ou requer perfuração direcional horizontal (HDD), o 3 LPE torna-se a escolha de revestimento econômica e confiável.
Para projetos offshore de alto volume com alto custo de capital e longos vãos, os custos de capital adicionais do 3LPE, devido ao equipamento extra do cabeçote de aplicação, menor velocidade de aplicação, custo das mangas termorretráteis para as juntas de campo e necessidade de localizar a linha de congelamento da plataforma de trabalho próxima ao casco através de múltiplas trilhas de aplicação, são compensadas pelas demais vantagens do 3LPE.
No entanto, o custo não deve ser a única consideração Uma camada de FBE em um oleoduto em aterro rochoso incorrerá em danos por goivagem enquanto estiver sendo instalada, com feriados sendo criados pelos quais o aço nu entra em contato com a umidade do solo Em tais situações, o prêmio de custo em tubo coberto de 3 LPE normalmente será mais do que justificado, porque a camada de PE mais espessa fornece uma barreira protetora mais forte contra máquinas de escavação.
- Menor custo de material e aplicação
- Processo de aplicação mais simples e rápido
- Reparação conjunta de campo mais fácil
- Excelente adesão ao substrato de aço
- Histórico de serviço comprovado de mais de 40 anos
- Menor resistência mecânica e a danos contra goivagem
- Temperatura máxima do serviço contínuo de ~85 °C
- Suscetível à degradação UV se armazenado ao ar livre
- Filme fino mais vulnerável a danos de manuseio
- Requer ambiente de planta controlado para melhores resultados
Reparação de Revestimento FBE e Proteção de Juntas de Campo

Todas as juntas de tubulação soldadas quebram o revestimento no revestimento FBE aplicado de fábrica Isso tem que ser protegido no campo Todos os danos de manuseio, arranhões de transporte ou danos de construção podem quebrar o revestimento em corpos de tubulação.
Essas duas circunstâncias foram a necessidade de uma proteção contra corrosão em campo que funcione com um revestimento FBE aplicado à planta.
O revestimento de juntas de campo é um problema insignificante, pois não são condições de campo controláveis (mudança de clima, acesso difícil, restrição de tempo difícil devido a uma propagação ativa da construção) para reproduzir a adesão e espessura da qualidade da planta. Existem três técnicas principais que são utilizadas de acordo com suas necessidades.
Comparação de métodos de junta de campo
| Método | Aplicação | Espessura Típica | Melhor Para |
|---|---|---|---|
| Manga termorretrátil | Enrole em torno da junção, calor para encolher | 1.53,0 mm | Mais comuns, cruzamentos de HDD |
| Epóxi líquido | Aplicação escova/pulverização | 500750 µm | Pequenos reparos, acessórios |
| Mini-casaco FBE | Indução portátil + pó | 3500 µm | Qualidade da planta em campo |
As mangas termorretráteis são o método de junta de campo mais prevalente Essas mangas são colocadas sobre a área de solda e aquecidas com uma tocha de propano ou uma manta de indução para fazer com que a manga encolha firmemente ao redor do tubo Uma camada adesiva no interior da manga derrete e adere a manga ao tubo e às bordas internas do revestimento aplicado de fábrica, formando uma barreira integral contra umidade.
Mangas de parede pesada são usadas em projetos de perfuração direcional horizontal (HDD), onde o tubo está sendo puxado através de um furo e as juntas estão sujeitas a grandes quantidades de desgaste.
O líquido epóxi é a técnica de reparo mais básica; é um adesivo usado para áreas de danos de revestimento localizadas no corpo do tubo e acessórios Um líquido epóxi de 2 partes é misturado e escovado ou pulverizado sem ar na área de reparo preparada e jateada O tempo de cura é maior do que para o FBE de fábrica, pois a reação ocorre à temperatura ambiente e não em aço pré-aquecido.
Sistemas portáteis do mini-coat: Traga o campo de revestimento da planta-qualidade FBE A bobina portátil da indução aquece rapidamente a junção de 225 a 245 °Celsius e um operador pulveriza o pó e a tubulação de FBE em um recipiente com uma pistola electro-estática portátil Este processo replica melhor os revestimentos da fábrica química, adesão, espessurahowever, é o processo o mais complexo.
De acordo com o AMPP, apenas um orifício de pino em um revestimento FBE é suficiente para que a umidade ou os produtos químicos penetrem no aço e desencadeiem a corrosão Todas as juntas de campo e áreas de reparo devem ser submetidas à detecção de alta tensão antes do aterro.
Lista de verificação de procedimentos de reparo
- ✔
Remova o revestimento defeituoso para baixo para soar a entrada do revestimento FBE nas bordas para evitar a entrada de umidade na transição - ✔
O jateamento abrasivo durante o processo de reparo submeteu o aço ao SSPC-SP 10 (Metal Quase Branco) - ✔
Reparar o revestimento especificado pela especificação do projeto como epóxi líquido, manga termorretrátil ou costa FBE - ✔
Área reparada do teste do feriado em 5 V/m. Cada 1001TP3 T da superfície reparada deve testar a este nível. - ✔
Registre medições de DFT, resultados de testes de feriados e fotografias de reparos na pasta do projeto
FBE Coating e Perspectivas da Indústria (2026 Tendência do Mercado 033)
Prevê-se que a demanda global por revestimento FBE permaneça em uma tendência de crescimento de longo prazo que abrange uma década, impulsionada em grande parte pelo investimento em infraestrutura de dutos nos setores de energia, água e indústria Para equipes de compras que monitoram o mercado, adicionar ou aposentar requisitos e atualizar especificações para os próximos projetos de construção de dutos fornece informações importantes para planejar a estratégia de fornecimento de combustível.
Três tendências principais que moldam o mercado FBE
1. mercado impulsionado pela infraestrutura energética O tamanho do mercado global de revestimento FBE foi estimado em 7,3 bilhões de dólares em 2025 e está previsto que atinja 11,3 bilhões de dólares até 2033, um CAGR de 6,11 TP3 T (Grand View Research).O principal driver de demanda de manutenção de consumo de petróleo e gasodutos A fabricação de fabricação deverá continuar, mas o crescimento do gasoduto de energia será reforçado pela substituição e modernização da infraestrutura de gasodutos na América do Norte, Oriente Médio e Sudeste Asiático A infraestrutura global de gasodutos e as necessidades de revestimento da concessionária doméstica e da indústria deverão absorver a demanda adicional por gasodutos no período 2026-2033, fornecendo novos mercados adicionais para o FBE de gasodutos.
2. Standards Up 21809 2026 2026 2180 ISO Up 2180 em sua última edição 2026 foi publicado pela Organização Internacional de Padronização em fevereiro de 2026. substitui a edição 2014 IEC020. ISO 21809-2 especifica requisitos de revestimento FBE externo para oleodutos e gasodutos, e é referenciado em especificações de revestimento para oleodutos em todo o mundo A edição de 2026 passou por requisitos de teste de qualificação atualizados, requisitos atualizados para propriedades de materiais constituintes e, em geral, está mais alinhado e atual com 12 anos de desenvolvimento de melhores práticas no campo de revestimento FBE de oleodutos e gasodutos. Equipes de compras que planejam projetos de oleodutos em 2026-2027 precisarão atualizar as especificações de revestimento de acordo e verificar a conformidade ACR-06 dos fornecedores de revestimento.
3. em métodos de aplicação Tecnologia de desenvolvimento de tecnologia de baixa temperatura Espera-se que as aplicações de baixa temperatura PEE visando 17 aplicações de 200 C (em média 50 C abaixo das aplicações tradicionais de 225 C) afetem ainda mais a participação de mercado mais antiga e desatualizada de 225 CBE Especialmente se a economia de energia ou o desempenho do fluxo de revestimento forem desejados, vale a pena considerá-los Além disso, um grupo de aplicações minoritárias, mas crescentes, de sistemas FBE + over coating (ARO) resistentes à abrasão de camada dupla está encontrando sistemas 3 LPE completos superespecificados, enquanto o FBE de camada única é fraco em resistência à goivagem Esses sistemas estão entrando em áreas de uso mecanicamente exigentes, com espessura total de 660-915 m.
Se revestir seu pipeline em 2026-2027, atualize suas especificações de aquisição para fazer referência à ISO 21809-2:2026. essas atualizações melhoram os requisitos de qualificação do padrão que podem afetar a tomada de decisões futuras de aquisição.
Perguntas frequentes sobre o revestimento FBE
Q: Que significa FBE no revestimento da tubulação?
Ver Resposta
Q: É FBE o mesmo que o revestimento do pó?
Ver Resposta
O FBE é um exemplo de uma formulação de revestimento em pó Os revestimentos em pó mais familiares para clientes dos EUA incluem os sistemas de poliéster, poliuretano e acrílico usados em móveis anoréxicos e peças componentes O FBE é um revestimento em pó termofixo à base de epóxi projetado para proteção de tubulações em ambientes corrosivos, sejam ambientes à base de água ou no solo.
(Observe que o FBE é frequentemente confundido com outros revestimentos em pó à base de epóxi que podem ser termoplásticos, que às vezes são refundíveis após a aplicação. Apenas os pós de FBE são termofixos.) fbe:
Q: O revestimento de FBE expira ou degrada no armazenamento?
Ver Resposta
Q: É o revestimento de FBE seguro para tubulações da água potável?
Ver Resposta
Q: Pode o revestimento de FBE ser aplicado no campo?
Ver Resposta
Q: Que cor é revestimento de FBE?
Ver Resposta
Q: Que é a diferença entre o revestimento líquido do epóxi de FBE e?
Ver Resposta
Precisa de tubo revestido FBE para o seu projeto?
Baling Steel fornece grandes quantidades de tubo de aço revestido com FBE em faixas de diâmetro padrão entre 2″ e 48″. Eles normalmente oferecem revestimento único (revestimentos de camada única e camada dupla para atender aos padrões de tubo de pressão. Todos os revestimentos satisfazem os padrões ISO 21809-2 e AWWA C213.
Nossa perspectiva sobre este guia
A Baling Steel fornece revestimento de tubos de aço com FBE para vários contratos de petróleo e gás, infraestrutura de água e construção em mais de 40 países em todo o mundo Esta ficha de dados técnicos foi montada por informações provenientes de documentação de padrões da indústria disponível na ISO, AWWA e AMPP Onde dados de pesquisa de mercado de terceiros foram usados para apresentar a indústria, observamos isso.
Referências e fontes
- AMPP & Inspection “FBE Aplicação &: Desafios Comuns (202) (202) blogs.ampp.org
- ISO 2809-20:20 1000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 2000 200 2000 2000 2000 2000 2000 2000 200 2000 200 200 200 200 20 20 200 200 200 200 200 20 200 20 200 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 26 2000 20 20 20 2 20 20 20 20 2 2 2 2 2 2 2 20 20 20 20 20 20 200 2 2 iso.org
- NIH/PMC in “Método de teste de confiabilidade de serviço para revestimentos anticorrosivos” (NU/PMC) pmc.ncbi.nlm.nih.gov
- NIH/P “Revisão crítica do desempenho dependente do tempo de revestimentos poliméricos de tubulações” pmMC.ncbi.nih.gov.
- PHMSA “Performance de revestimentos ligados por fusão (Fusion-Bonded Coatings) ” (Fusion-Bonded Coatings) Epóxi (Fusion-Bonded Coatings) (Fusion-Bonded Coatings) regulamentos.gov
- AWWA C-15 2 Revestimentos Epóxi ligados por fusão de água 13 para tubos de aço ansi.org
- Relatório de mercado de colagens epóxi ligadas por fusão Grand View Research 2033 2 grandviewresearch. com
Artigos Relacionados
- O guia definitivo para tubos revestidos de 3LPE 100 FBE com sistemas de revestimento de polietileno de três camadas
- O guia definitivo para tubos ERW Tubo soldado da resistência de Electric para o revestimento aplicações
- O guia definitivo para tubo LSAW Tubo soldado por arco longitudinal de diâmetro grande
- O guia definitivo para revestimento e tubulação 0 país tubular mercadorias para operações de perfuração
- O guia definitivo para tubos soldados em espiral Tubo soldado espiral para aplicações estruturais da água

