


Быстрые характеристики
| Полное имя | Эпоксидная смола, связанная термоядерным синтезом (FBE) |
| Тип покрытия | Термореактивное порошковое покрытие (необратимая поперечная связь) |
| Темп приложения | 180 (250°С) (356 公482°F) |
| Внешняя толщина | 350 (14 — 20 мил) на AMPP/ISO 21809-2 |
| Внутренняя толщина | 152 — 254 мкм (6 10 мил) |
| Макс Сервис Темп | ~85°С (185°F) однослойный; ~110°С с наложением 3LPE |
| Ключевые стандарты | CSA Z245.20, AWWA C213, ISO 21809-2:2026 |
| Первичное использование | Защита от коррозии трубопроводов |
| Глобальный рынок | $7,3 млрд (2025 г.) |
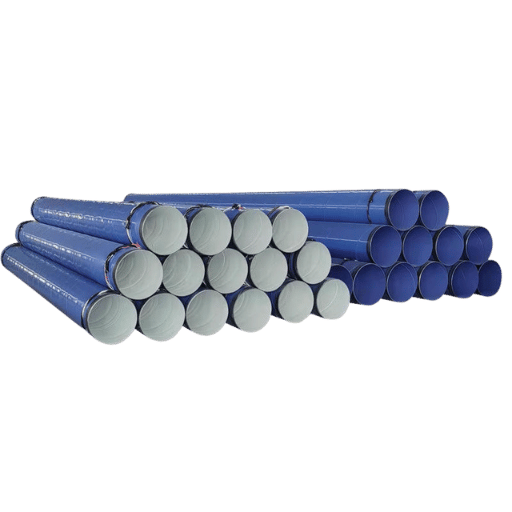
Покрытие FBE, также называемое термоядерной связанной эпоксидной смолой, является одной из наиболее распространенных систем защиты от коррозии, предназначенных для трубопроводов из подземной и подземной стали. FBE для термоядерной связи эпоксидной смолы представляет собой термоотверждаемое порошковое покрытие; которое химически постоянно связывается с поверхностью стальной трубы при высокой температуре нагрева. Эта статья проведет вас через процесс нанесения FBE и обсудит исторические стандарты толщины покрытия/спецификаций испытаний, сравнение систем покрытия FBE и 3LPE, а также основное руководство по перспективам рынка в 2026 году в области новых стандартов и технологических тенденций.
Что такое покрытие FBE и как оно защищает стальные трубы?

Эпоксидная смола, связанная термореактивным сплавом, представляет собой термореактивное порошковое покрытие на основе эпоксидной смолы, предназначенное в качестве защитного покрытия для защиты от коррозии стальных труб и фитингов. В то время как влажная краска или термопластичные покрытия (которые остаются отдельным слоем на поверхности металла), FBE образует химическое взаимодействие со стальной подложкой.
Химия FBE довольно проста, но может быть очень точной. Фактически, в готовом покрытии FBE есть два основных химических компонента: эпоксидная смола и отверждающий (или отверждающий) агент (молекула на основе амина). Эти два компонента предварительно смешиваются и выпекаются в мелкий сухой порошок в процессе производства.
Когда этот порошок вступает в контакт с предварительно нагретой сталью 180 0C до 250 0 C, частицы порошка блестят, мгновенно плавясь и совместно теку. затем интимная смесь вызывает межмолекулярную химическую реакцию, называемую сшивкой. Этот процесс заставляет молекулы образовывать статический трехмерный молекулярный каркас (полимер).
После создания сшитого покрытия его невозможно превратить обратно в сжимаемую форму.
Именно это отличает FBE от термопластичных покрытий, которые можно повторно размягчить повторным нагревом. FBE не может из-за сшитой структуры полимера. Это приводит к непористому непрерывному барьеру между стальной поверхностью и окружающей ее агрессивной средой, предотвращающему циркуляцию влаги, кислорода, растворенных солей и химикатов в контакте с металлом.
Почему связь FBE со сталью такая прочная?
Все это зависит от этапа предварительного нагрева. Стальная подложка удерживается при определенном температурном окне перед нанесением порошка. Этот температурный диапазон подходит для того, чтобы эпоксидный порошок разжижался при контакте и полностью смачивал крошечные пики и крошечные впадины струйной стальной поверхности.
По мере осуществления процесса соединения плавлением эпоксидная смола физически и химически фиксируется в профиле поверхности нагретой трубы, обеспечивая прочность соединения, значительно превышающую температуру покрытия.
FBE классифицируется как термореактивное полимерное покрытие. Реакция сшивки между эпоксидной смолой и компонентами отвердителя на основе аминов необратима (после отверждения), покрытие не может быть переплавлено или реформировано даже при температурах, превышающих исходный диапазон нанесения.
Покрытие FBE (эпоксидная смола, связанная термореактивным способом) представляет собой термореактивное покрытие, нанесенное на предварительно нагретую стальную трубу при температуре 180-250°С. Наносимый эпоксидный порошок мгновенно расплавится и сшивается, образуя неподвижное твердое покрытие для предотвращения коррозии, воды и химического воздействия на заглубленные или погруженные трубопроводы.
Голое практическое значение для инженера-прикладчика трубопроводов и инженера-проектанта - это расширение доказанной истории успеха, установленной за более чем 40 лет эксплуатации. труба с покрытием FBE, при правильном нанесении на адекватно подготовленную поверхность, будет противостоять катодному отслоению, почвенному напряжению и химическому воздействию в условиях множественных захоронений.
Как применяется покрытие FBE: 4-этапный процесс
Как применяется покрытие FBE?
Покрытие FBE наносится в типичной среде, контролируемой заводом, с использованием четырехэтапного процесса — подготовка поверхности путем абразивной струйной обработки, предварительный нагрев стальной трубы до 180-250C, электростатическое распыление эпоксидного порошка с последующим термическим отверждением с использованием остаточного тепла трубы. Точные параметры должны соблюдаться на каждом этапе, с отказом на любом этапе процесса (особенно неадекватная подготовка поверхности). Считается основной причиной преждевременного разрушения покрытия в полевых условиях.
- Подготовка поверхности — Стальная труба подвергается струйной очистке до SSPC-SP 10/NACE No. 2 (Очистка околобелого металла взрывом). Абразивная струйная обработка удаляет окалину, ржавчину и загрязняющие вещества при создании якоря из 1,54.0 мил (37100 мкм). Перед струйной очисткой поверхность трубы проверяется на наличие масла, жира и растворимых солей. Загрязнение хлоридом выше 20 мкг/см² необходимо удалить путем промывки. Остатки соли под покрытием инициируют осмотическое образование волдырей. Время между струйной и нанесением покрытия должно быть сведено к минимуму, чтобы предотвратить образование ржавчины на свежеобнаженной стали.
- Предварительный нагрев induction coil (индукционная спиральная печь) проходит через индукционную спиральную печь, которая повышает температуру стали до 180250°C (356482°F). Для автономных применений FBE целевой диапазон обычно составляет 225245°C. Равномерность температуры по окружности трубы имеет решающее значение. Горячие точки вызывают преждевременное гелеобразование порошка, прежде чем он сможет течь и смачивать поверхность, а холодные точки приводят к неполному сшиванию и плохой адгезии. Инфракрасные пирометры проверяют температуру во многих точках вокруг трубы, прежде чем она попадет в распылительную камеру.
- Порошок Применение нутряная часть камеры электростатического распыления наносит заряженный эпоксидный порошок на заземленную поверхность трубы. электростатический заряд удерживает частицы порошка на расстоянии от трубы на мгновение, но реальная адгезия происходит термически: порошок плавится при контакте с горячей сталью, течет в профиль поверхности и начинает смачивать подложку. Несколько блоков пистолетов обеспечивают полное окружное покрытие. Операторы контролируют толщину сухой пленки (DFT) мишени (обычно 350500 мкм для внешних применений 3500 мкм и соответствующим образом регулируют скорость подачи порошка.
- Отверждение и охлаждение out Cross-linking начинается, как только порошок плавится и продолжается, когда труба движется по линии покрытия. Остаточное тепло, запасенное в стальной стене, приводит реакцию отверждения к завершению в течение от секунд до минут, в зависимости от толщины стенки трубы и условий окружающей среды. После отверждения труба закалена водой или охлаждена воздухом. Затем специалисты по контролю качества проводят испытания на трение МЕК (метилэтилкетон) отвержденного покрытия. Полностью отвержденная поверхность FBE будет сопротивляться 30+ трениям МЭК без мягкости или переноса цвета. Недоотвержденные покрытия не выдерживают этого теста и указывают на недостаточное время нагрева или выдержки.
Подготовка поверхности является причиной разрушения FBE #1. По данным AMPP, неадекватная взрывная работа, оставшиеся загрязнения или неправильный рисунок анкера приводят к плохой адгезии и преждевременному разрушению покрытия.
Профиль поверхности должен достигать 1.54. мил (37.100 мкм) на SSPC-SP 10. проверьте с помощью компараторов профиля поверхности или реплики ленты. минимизируйте время между взрывными работами и нанесением покрытия, чтобы предотвратить флэш-ржавчину (большинство спецификаций требуют нанесения покрытия в течение 4 часов после взрывных работ или меньше во влажных условиях.
Технические характеристики покрытия FBE: толщина, стандарты и испытания
Соблюдение зависит от тщательного, последовательного соблюдения спецификации. требования к производительности, как правило, наличие необходимой толщины, адгезии и количества отверждения, как описано в региональных или международных стандартах. Покупатели оценивают эти спецификации сначала во время приемочных испытаний, чтобы свести к минимуму вероятность преждевременного разрушения покрытия и неуказанных характеристик.
Какую температуру выдерживает покрытие FBE?
Если используется FBE отдельно, он будет выполнять горячий конец примерно до 85C (185F).Так как эпоксидное размягчение становится более проницаемым для влаги примерно до 105-110C (220-230F), слой трехслойного полиэтилена (3LPE) будет использовать FBE в качестве грунтовки, то добавить полиэтиленовое верхнее покрытие обеспечивает в дальнейшем защиту от тепла и механических Более того, чтобы избежать прямого контакта с эпоксидным слоем, предел температуры трубки 3LPE составляет приблизительно 110C (225F).Если трубка поднимается выше 110 C, то 3LPPis используется вместо 3LPE, потому что его предполагаемый контур составляет примерно 140 C (2)
Сравнение стандартов
| Стандарт | Область применения | Регион | Текущее издание |
|---|---|---|---|
| ИСО 21809-2 | Внешний FBE для трубопроводов | Международный | 2026 (НОВЫЙ 北い) опубликовано февраль 2026) |
| CSA Z245.20 | FBE для стальных труб | Канада | 2018 |
| AWWA C213 | FBE для водопроводных труб/фитингов | США | 2015 |
| ASTM G8 | Катодный тест на развязку | США | Текущий |
Требования к толщине по заявкам
| Приложение | Диапазон толщины | Примечания |
|---|---|---|
| Внешний однослойный | 350 (500 мкм) (14 — 20 мил) | Наиболее распространенное применение конвейера |
| Внешний двухслойный (FBE+ARO) | 660 (915 мкм) (26 — 36 мил) | Усиленная механическая защита |
| Внутренняя подкладка | 152 — 254 мкм (6 10 мил) | Улучшение потока + внутренняя защита от коррозии |
Методы тестирования
- ✔
Обнаружение праздников при 5 В/м (искровой тест высокого напряжения) — идентифицирует точечные отверстия и пустоты, невидимые невооруженным глазом - ✔
Испытание на отрыв адгезии (15 МПа) (измеряет силу, необходимую для отделения покрытия от стальной подложки - ✔
Катодное скрепление на ASTM G8 (радиус 8 мм при 65C 30 дней) い имитирует длительное электрохимическое напряжение - ✔
Измерение DFT с помощью магнитных манометров (веренифицирует толщину покрытия в нескольких точках) соответствует спецификации - ✔
Тест на растирание МЕК для проверки отверждения 30+ двойных потертостей без размягчения подтверждает полную поперечную связь
“Применение предотвращения коррозии на трубопроводах очень важно Коррозия является второй ведущей причиной опасных отказов трубопроводов, затрагивающих миллионы миль трубопроводов по всему миру. покрытия FBE являются мощным инструментом для защиты (но только при правильном применении и проверке.”
ampp (Ассоциация защиты и производительности материалов)
Внутреннее и внешнее покрытие FBE: когда указать каждое
Сравнение внутреннего FBE, внешнего FBE или того и другого зависит от того, что движется труба, где она хранится и какие угрозы коррозии существуют на каждой поверхности Внутренние и внешние покрытия не связаны между собой: они выполняют разные функции Хотя предпочтительно добавлять оба практически во все проекты трубопроводов.
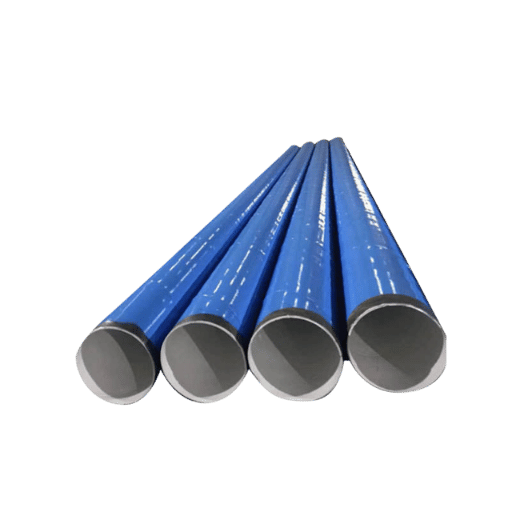
Внешний FBE защищает внешнюю часть трубы от почвенной воды, химикатов грунтовых вод и паразитных электрических токов, а также от бактериального воздействия на внешнюю поверхность трубы. Внутренний FBE защищает внутреннюю часть трубы от вредных жидкостей и при использовании на водопроводной трубе обеспечивает сглаживание внутренней поверхности трубы (экономия энергии транспортировки) и снижает опасность коррозии непосредственно на внутренней поверхности.
Матрица решений: когда указывать внутреннее, внешнее или и то, и другое
| Состояние | Рекомендация | Причина |
|---|---|---|
| Погребенный трубопровод, некоррозионная жидкость | Только внешний FBE | Защита почвы от коррозии достаточная |
| Погребенный трубопровод, коррозионная жидкость (кислый газ, соленая вода) | Двойной слой (внутренний + внешний) | Обе поверхности нуждаются в защите |
| Надземная труба, коррозионная жидкость | Внутренняя FBE + внешняя краска | Различный профиль внешнего воздействия |
| Водопроводный трубопровод | Внутренняя подкладка FBE | Улучшение потока + коррозионный барьер |
| Клапан и фитинг | Внешний FBE (окунание или распыление) | Коррозионная защита окружающей среды |
Покрытия, включающие FBE по обе стороны от трубы — системы двойного покрытия (как внутренние, так и внешние), становятся общими спецификациями для таких агрессивных сред, как линии сбора кислого газа, морские линии подачи, системы впрыска воды с пластовыми водами высокой солености и т. д. Относительно небольшие дополнительные капитальные затраты на внутреннюю облицовку незначительны по сравнению с общей стоимостью проекта трубопровода, а внутренняя облицовка устраняет любой внутренний риск коррозии, который не могут предложить покрытия, предназначенные только для внешних источников.
Для установки и применения клапанов наиболее распространенным методом нанесения FBE является погружение предварительно нагретого компонента в псевдоожиженный слой эпоксидного порошка, который течет, равномерно покрывая все поверхности, включая неравномерную геометрию, неизбежно создаваемую установкой соединений, которых распылители не могут постоянно достичь. Стальная труба обсадной трубы для автомобильных и железнодорожных переездов часто снаружи облицовывают FBE, обеспечивая защиту от коррозии от проникновения грунтовых вод в кольцевое пространство между обсадной трубой и одной или несколькими несущими трубами.
Где используется труба с покрытием FBE: применение по отраслям

Как долго длится покрытие FBE?
Труба с покрытием FBE при нанесении на полностью подготовленные стальные поверхности имеет подтвержденный срок службы 25-40+ лет, после чего совокупная деградация внешнего покрытия остается ниже скорости внешней коррозии. при испытаниях полевых характеристик с использованием данных многочисленных операторов трубопроводов Управление безопасности трубопроводов и опасных материалов США (PHMSA) обнаружило ‘малую коррозию или ее отсутствие, обнаруженную на трубопроводах с покрытием FBE’ во время внутренних обследований инструментов контроля. Точная верхняя граница срока службы FBE останется неопределенной до тех пор, пока некоторые из первых труб с покрытием FBE, первоначально установленных в 1970-х и 1980-х годах, больше не находятся в эксплуатации и не будут исследованы. Факторы, которые отрицательно влияют на конечный срок службы, включают дефекты нанесения, подготовку поверхности низкого качества, рабочие температуры, близкие или превышающие 85°C, воздействие после нанесения, транспортировку или монтажную вибрацию и физические повреждения покрытия.
Труба с покрытием FBE была указана для транспортировки нефти и газа, городских сетей водоснабжения в полевых условиях, структурных свай и армирования строительства. Все они требуют одной особенности: долговременной защитной коррозионной стойкости, на стальных поверхностях, где присутствуют загрязнения или влага и где электрохимически активные условия почвы находятся на месте.
Промышленные приложения
- Передача нефти и газа Магистральные линии Cr представляют собой крупнейший рынок труб с покрытием FBE. Эти трубопроводы обычно используют Труба API 5L класса B через X42 (X42) марки, с внешним FX70 в качестве основного коррозионного барьера. оба марки ВПВ труба и Труба LSAW обычно имеют покрытие FBE для проектов береговой передачи.
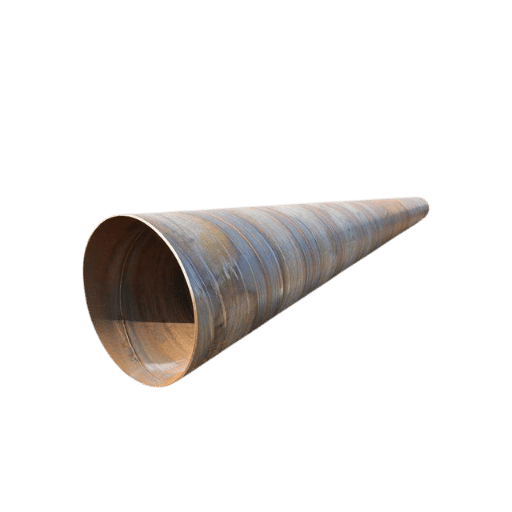
- Вода и сточные воды inducinential main water mains and the whatware force используют стальную трубу с покрытием FBE на AWWA C213. Внутренняя облицовка FBE предназначена для линий питьевой воды, чтобы предотвратить подбор железа и уменьшить гидравлическое трение. Спиральная сварная труба в больших диаметрах (24” 120”) часто облицовывается FBE для передачи воды.
- Структурная свая outshore и береговые сваи используют внешний FBE для защиты от коррозии морской воды в зоне брызг и ниже линии аргиллита. Труба проводника для морских буровых платформ также получают покрытие FBE для защиты от коррозии в соленой воде.
- Строительство — F исторически использовался на арматурных стержнях (арматуре) для бетонных настилов мостов для предотвращения коррозии, вызванной хлоридами, от противообледенительных солей. Однако Американский институт сегментальных мостов сообщил о тенденции к поэтапному отказу с 2005 года, когда многие проектировщики мостов перешли к альтернативным методам защиты от коррозии.
- Промышленный системы охлаждения завода по производству химикатов, системы охлаждения электростанций и горнодобывающая суспензия трубопроводная труба используйте FBE, когда сочетание химии жидкости и рабочей температуры попадает в диапазон производительности FBE.
Муниципальный орган водоснабжения на юго-востоке США определил внутреннее и внешнее покрытие FBE для 24 км 16-дюймовой магистрали для передачи воды. после 30 лет непрерывной работы инструмент для линейного контроля выявил нулевые измеримые потери стенок на участках с покрытием FBE (в то время как участки с неразмазанным шпалом показали уменьшение толщины стенок 15 20%. По оценкам властей, покрытие FBE продлило срок службы трубопровода как минимум на 25 лет, что позволило избежать, по оценкам, затрат на преждевременную замену на сумму $4,2 миллиона.
FBE Coating vs 3LPE: как правильно выбрать систему покрытия трубопроводов
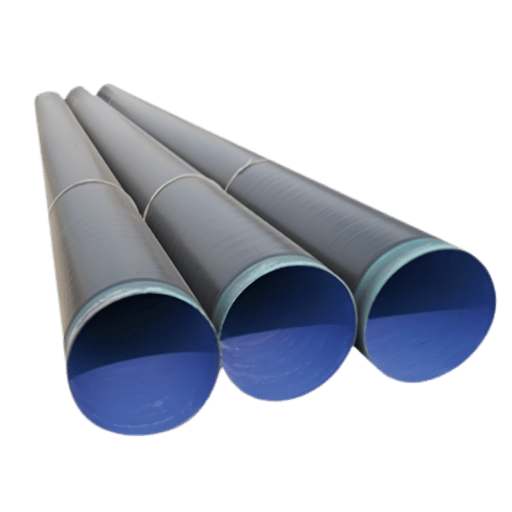
Решение о том, использовать ли однослойный FBE или трехслойный полиэтилен (3LPE), является важным решением для проекта трубопровода. Обе системы используют эпоксидную FBE в качестве коррозионного барьера, но 3LPE представляет собой многослойную систему, включающую сополимерный клейкий слой и физический барьер из полиэтилена с превосходной механической и термической стойкостью.
| Параметр | Однослойный FBE | 3-слойный полиэтилен (3LPE) |
|---|---|---|
| Структура | Одиночный эпоксидный слой | грунтовка FBE + клей + верхнее покрытие из полиэтилена |
| Толщина | 350 (500 мкм) (14 — 20 мил) | 1.8 (3.3) (70 120 мил) (7000 мм (7000 мил) |
| Макс Сервис Темп | ~85°C (185°F) | ~110°C (230°F) |
| Механическое сопротивление | Умеренный (восприимчивый к выкалыванию) | Высокий (слой полиэтилена поглощает удар) |
| Стоимость заявки | Нижний (один пропуск заявки) | Высшее (трехслойный процесс) |
| Полевой Совместный Ремонт | Упрощеннее (подкраска или рукав FBE) | Сложный (требуется термоусадочный рукав) |
| Лучший Для | Умеренная температура, некаменистая почва | Высокая температура, каменистая местность, установка жесткого диска |
При условии, что у вас есть рабочие температуры ниже 85C и трубопровод заглублен в любой некаменистый тип почвы или недр, экономия капитальных затрат на использование только FBE может быть значительной, учитывая равные долгосрочные характеристики защиты от коррозии. когда рабочие температуры находятся на уровне или выше 85C или маршрут линии пересекает пересеченную скалистую местность или требует горизонтального направленного бурения (HDD), 3LPE становится экономически эффективным и надежным выбором покрытия.
Для морских, крупносерийных проектов с высокой стоимостью капитала и длительными пролетами дополнительные капитальные затраты 3LPE из-за дополнительного оборудования прикладной головки, более низкой скорости применения, стоимости термоусадочных рукавов для полевых соединений и необходимости разместить ледоставку рабочей платформы рядом с корпусом через несколько направляющих приложения компенсируются другими преимуществами 3LPE.
Однако стоимость не должна быть единственным соображением. Один слой FBE на трубопроводе в каменистой засыпке будет иметь повреждения от выдолбления во время установки, при этом создаются праздники, когда голая сталь вступает в контакт с влагой почвы. В таких ситуациях надбавка за стоимость на покрытую трубу 3LPE обычно будет более чем оправдана, поскольку более толстый слой PE обеспечивает более прочный защитный барьер от копательного оборудования.
- Снижение стоимости материала и применения
- Более простой и быстрый процесс подачи заявки
- Более простой ремонт полевых соединений
- Отличная адгезия к стальной подложке
- Проверенный послужной список службы более 40 лет
- Снижение механической устойчивости и устойчивости к повреждениям при выкалывании
- Максимальная ~85°С температура непрерывной работы
- Восприимчивы к УФ-деградации при хранении на открытом воздухе
- Тонкая пленка более уязвима к повреждению
- Для достижения наилучших результатов требуется контролируемая растительная среда
ремонт покрытий FBE и защита полевых соединений

Все сварные соединения трубопроводов ломают покрытие на заводской FBE покрытие Это должно быть защищено в поле Все повреждения обращения, транспортные царапины или повреждения конструкции могут сломать покрытие на тела трубы.
Эти два обстоятельства требовали защиты от коррозии в полевых условиях, которая будет работать с нанесенным на растения покрытием FBE.
Покрытие полевых соединений является серьезной проблемой, поскольку это неуправляемые полевые условия (изменение погоды, затрудненный доступ, затрудненное время из-за активного распространения конструкции) для воспроизведения адгезии и толщины качества растения. Существует три основных метода, которые используются в соответствии с их потребностями.
Сравнение методов полевых соединений
| Метод | Приложение | Типичная толщина | Лучший Для |
|---|---|---|---|
| Термоусадочная втулка | Оберните соединение, нагрейте, чтобы оно уменьшилось | 1.5 — 3,0 мм | Наиболее распространенные переходы HDD |
| Жидкая эпоксидная смола | Нанесение кисти/распыления | 500 — 750 мкм | Небольшой ремонт, арматура |
| мини-пальто FBE | Портативная индукция + порошок | 350 — 500 мкм | Растительное качество в полевых условиях |
Термоусадочные рукава являются наиболее распространенным методом полевых соединений. Эти рукава размещаются над областью сварки и нагреваются пропановой горелкой или индукционным одеялом, чтобы заставить рукав плотно сжиматься вокруг трубы. Клеевой слой на внутренней стороне рукава плавится и приклеивает рукав к трубе и внутренним краям заводского покрытия, образуя встроенный влагозащитный барьер.
Гильзы тяжелых стенок используются в проектах горизонтального направленного бурения (HDD), где труба протягивается через отверстие, а соединения подвергаются большому износу.
Эпоксидная жидкость является самым основным методом ремонта; это пластырь, используемый для локализованных областей повреждения покрытия на корпусе трубы и фитингах. 2-х частей эпоксидной жидкости смешивается и щеткой или безвоздушным распылением в подготовленный и взорванный ремонтный участок. время отверждения больше, чем для заводского FBE, так как реакция происходит при температуре окружающей среды, а не на предварительно нагретой стали.
Портативные мини-системы покрытия: Принесите поле покрытия FBE растительного качества Портативная индукционная катушка быстро нагревает соединение от 225 до 245 °C и оператор распыляет порошок FBE и трубу в контейнер с ручным электростатическим пистолетом Этот процесс лучше всего повторяет заводские химические покрытия, адгезию, толщину однако это самый сложный процесс.
Согласно AMPP, всего одного отверстия в FBE-покрытии достаточно, чтобы влага или химикаты проникли в сталь и вызвали коррозию. Все полевые соединения и зоны ремонта должны быть подвергнуты обнаружению праздников высокого напряжения перед засыпкой.
Контрольный список процедуры ремонта
- ✔
Удалите дефектное покрытие вниз, чтобы звук FBE (оперьте края, чтобы предотвратить попадание влаги на переходе - ✔
Абразивная струйная обработка в процессе ремонта подвергала сталь воздействию SSPC-SP 10 (почти белый металл) - ✔
Ремонтное покрытие, указанное в спецификации проекта, как жидкая эпоксидная смола, термоусадочная втулка или мини-покрытие FBE - ✔
Праздничный тест отремонтированный участок при 5 В/м. Каждый 100% отремонтированного покрытия должен испытывать до этого уровня. - ✔
Записывайте измерения DFT, результаты праздничных испытаний и фотографии ремонта в папку проекта
Тенденции рынка покрытий FBE и перспективы отрасли (2026 — 2033)
Ожидается, что глобальный спрос на покрытие FBE будет сохраняться в долгосрочной тенденции роста, охватывающей десятилетие, что в основном обусловлено инвестициями в трубопроводную инфраструктуру в энергетическом, водном и промышленном секторах. Для групп закупок, контролирующих рынок, добавление или вывод из эксплуатации требований и обновление спецификаций для предстоящих проектов строительства трубопроводов предоставляет ключевую информацию для планирования стратегии снабжения топливом.
Три ключевые тенденции, формирующие рынок FBE
1. Рост рынка, стимулируемый энергетической инфраструктурой い. Размер мирового рынка покрытий FBE оценивается в 7,3 миллиарда долларов США в 2025 году и, по прогнозам, достигнет 11,3 миллиарда долларов США к 2033 году, среднегодового показателя 6,1% (исследование с большим обзором). Ожидается, что основной уровень спроса будет продолжаться, но рост энергопроводов будет подкреплен заменой и модернизацией инфраструктуры водопроводов в Северной Америке, на Ближнем Востоке и в Юго-Восточной Азии. Прогнозируется, что глобальная трубопроводная инфраструктура и потребности в покрытии отечественных коммунальных предприятий и промышленности поглотят дополнительный спрос на трубопроводный трубопровод в период 2026-2033 годов, что обеспечит дополнительные новые рынки для трубопроводного FBE.
2. Standards Update ISO 21809-2:2026 い ISO 21809-2 в последнем издании 2026 года был опубликован Международной организацией по стандартизации в феврале 2026 года. Он заменяет издание IEC020 2014 года. ISO 21809-2 определяет внешние требования к покрытию FBE для нефте- и газопроводов и упоминается в спецификациях покрытий для трубопроводов по всему миру. Издание 2026 года прошло обновленные требования к квалификационным испытаниям, обновленные требования к свойствам составляющих материалов и в целом более согласовано и актуально с 12-летней разработкой передовой практики в области покрытия FBE для нефте- и газопроводов. Команды закупок, планирующие трубопроводные проекты в 2026-2027 годах, должны будут соответствующим образом обновить спецификации покрытий и проверить соответствие ACR-06 поставщиков покрытий.
3. Технология Эволюция в методах применения (Разработка низкотемпературных приложений FBE, нацеленных на температуру применения 175-200 C (в среднем на 50 C ниже, чем традиционные приложения 225 C), как ожидается, еще больше поглотит старую, устаревшую долю рынка в 225 C FBE. Особенно, если желательна экономия энергии или производительность потока покрытия, их стоит учитывать. Кроме того, группа второстепенных, но растущих применений двухслойных систем FBE + устойчивых к истиранию поверх покрытия (ARO) находит полные системы 3LPE слишком заданными, в то время как однослойные FBE слабы в устойчивости к гужу. Эти системы входят в механически требовательные области использования, с общей толщиной 660-915 м.
Если вы нанесете покрытие на свой трубопровод в 2026-2027 гг, обновите свои спецификации закупок, чтобы они ссылались на ISO 21809-2:2026. эти обновления улучшают квалификационные требования стандарта, которые могут повлиять на принятие будущих решений о закупках.
Часто задаваемые вопросы о покрытии FBE
Вопрос: Что обозначает FBE при нанесении покрытия на трубы?
Посмотреть Ответ
Вопрос: Является ли FBE тем же, что и порошковое покрытие?
Посмотреть Ответ
FBE является примером состава порошкового покрытия. Более знакомые клиентам в США порошковые покрытия включают полиэфирную, полиуретановую и акриловую системы, используемые на анорексической мебели и составных частях. FBE - это термореактивное порошковое покрытие на основе эпоксидной смолы, предназначенное для защиты трубопроводов в агрессивных средах, будь то водные или наземные среды.
(Обратите внимание, что FBE часто путают с другими порошковыми покрытиями на основе эпоксидной смолы, которые могут быть термопластами, которые иногда повторно расплавляются после нанесения. Только порошки FBE являются термореактивными.)fbe:
Вопрос: Срок годности или ухудшение качества покрытия FBE при хранении истекает?
Посмотреть Ответ
Вопрос: Безопасно ли покрытие FBE для трубопроводов питьевой воды?
Посмотреть Ответ
Вопрос: Можно ли наносить покрытие FBE в полевых условиях?
Посмотреть Ответ
Вопрос: Какой цвет имеет покрытие FBE?
Посмотреть Ответ
Вопрос: В чем разница между FBE и жидким эпоксидным покрытием?
Посмотреть Ответ
Нужна труба с покрытием FBE для вашего проекта?
Сталь для тюковки обеспечивает объемные количества стальной трубы с покрытием FBE в стандартных диапазонах диаметров от 2″ до 48″.Они обычно предлагают однослойные (однослойные и двухслойные покрытия для соответствия стандартам напорных труб.Все покрытия удовлетворяют стандартам ISO 21809-2 и AWWA C213.
Наш взгляд на это руководство
Компания Baling Steel поставляет стальные трубы, покрытые FBE, на различные контракты на нефтегазовую, водную инфраструктуру и строительство в более чем 40 странах мира. Этот технический паспорт был собран на основе информации, полученной из документации по отраслевым стандартам, доступной от ISO, AWWA и AMPP. Где данные исследований рынка третьих сторон использовались для представления отрасли, мы это отметили.
Ссылки и источники
- АМПП “” & Inspection: Common Challenges” (2025) — приложение FBE блоги.ampp.org
- ISO 21809-2:2026 — Нефтяная и газовая промышленность, внешние покрытия для трубопроводов ♪809-2:2026 iso.org
- NIH/PMC “Service Метод испытаний антикоррозионных покрытий” — “Service Надежность pmc.ncbi.nlm.nih.gov
- НИЗ/ПМЦ — Критический обзор зависящих от времени характеристик полимерных трубопроводных покрытий “ (PMC) (plication-Critical Review) prom-Dependent Performance of Polymeric Pipeline Coatings” (plic.ncbi.nlm.nih.gov
- PHMSA “Performance Эпоксидных покрытий, связанных термоядерным соединением ” — регламент.gov
- AWWA C213-15 — эпоксидные покрытия, связанные термоскреплением, для стальных водопроводных труб — — — — — — — — скрепленные термоскреплением эпоксидные покрытия анси.орг
- Grand View Research — Отчет о рынке слитых эпоксидных покрытий 2033 — — отчет о рынке — Fusion Bonded Epoxy Coatings grandviewresearch.com
Связанные статьи
- Окончательное руководство по трубе с покрытием 3LPE — Compare FBE с трехслойными системами полиэтиленового покрытия
- Полное руководство по ВПВ-трубам Электрическая труба сопротивления для нанесения покрытия
- Полное руководство по трубе LSAW Труба продольно-подводного дугового сварного диаметра — большая
- Полное руководство по корпусам и трубкам Нефтяные трубчатые изделия для бурения
- Полное руководство по спиральной сварной трубе Сварная труба Spiral для воды и конструкционных применений

