


Quick Specs
| Full Name | Fusion Bonded Epoxy (FBE) |
| Coating Type | Thermoset powder coating (irreversible cross-link) |
| Application Temp | 180–250°C (356–482°F) |
| External Thickness | 350–500 µm (14–20 mil) per AMPP/ISO 21809-2 |
| Internal Thickness | 152–254 µm (6–10 mil) |
| Max Service Temp | ~85°C (185°F) single-layer; ~110°C with 3LPE overlay |
| Key Standards | CSA Z245.20, AWWA C213, ISO 21809-2:2026 |
| Primary Use | Pipeline corrosion protection |
| Global Market | $7.3 billion (2025) |
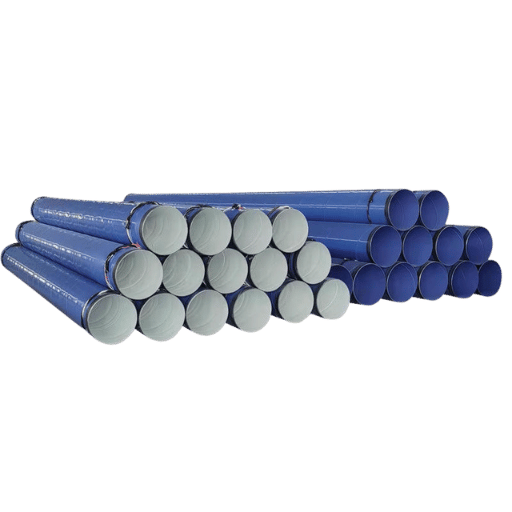
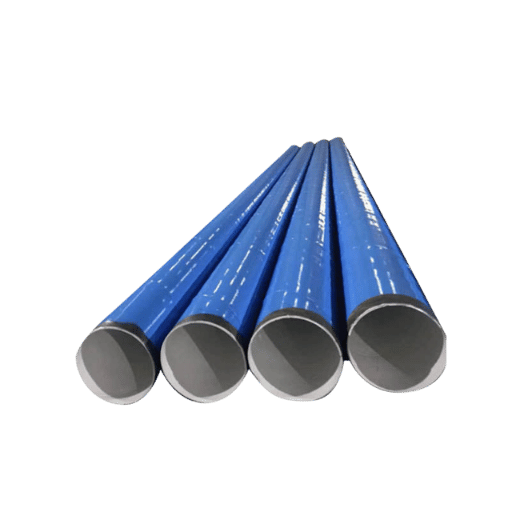
The FBE coating also called fusion bonded epoxy is one of the most common corrosion protect systems specified for under ground and under water steel pipeline. FBE for fusion bonded epoxy is a heat cured powder coating; which chemically bonds itself permanently to steel pipe surface at high heating temperature. This article guides you through the FBE application process and discusses the historic coating thickness / testing specs standards, the comparison between FBE and 3LPE coating systems, and a basic guide in 2026 market outlook in new standards and technology trends.
What Is FBE Coating and How Does It Protect Steel Pipe?

FBE- fusion bonded epoxy, is an epoxy based thermosetting powder coating designed as a protective coating for corrosion protection of steel pipe and fittings. Whereas wet paint, or thermoplastic coatings (which remain as a distinct layer on the surface of the metal), FBE forms a chemical interaction with the steel substrate.
FBE chemistry is quite simple but can be very exact. There are effectively two main chemistry components in a finished FBE coating, an epoxy resin and a curing (or hardening) agent (an amine based molecule). These two components are premixed and baked down into a fine dry powder during the manufacturing process.
When this powder comes into contact with 180 0C to 250 0 C preheated steel the powder particles glisten, instantly melting and jointly flowing. The intimate mixture then gives rise to an inter-molecular chemical reaction called cross-linking. This process causes the molecules to form a static three-dimensional molecular framework (polymer).
Once a cross linked coating has been created it cannot be turned back into a squeezeable form.
That is what makes FBE different from thermoplastic coatings, which can be re-softened by reheating. FBE cannot because of the cross-linked structure of the polymer. This results in a non-porous, continuous barrier between the steel surface and the aggressive environment that surrounds it, preventing moisture, oxygen, dissolved salts and chemicals from circulating in contact with the metal.
Why is the FBE bond to steel so strong?
It all hinges on the preheat step. Steel substrate is held at a specific temperature window prior to application of the powder. That temperature range is just right for the epoxy powder to liquefy on contact and completely wet the tiny peaks and tiny troughs of the blasted steel surface.
As the fusion bonding process occurs the epoxy physically and chemically locks itself into the surface profile of the heated pipe to give bond strengths well in excess of ambient temperature coatings.
FBE is classified as a thermoset polymer coating. The cross-linking reaction between the epoxy resin and amine-based hardener components is irreversible — once cured, the coating cannot be remelted or reformed, even at temperatures exceeding the original application range.
FBE coating (fusion bonded epoxy) is a thermoset coating applied to preheated steel pipe at a temperature of 180-250C. The epoxy powder being applied will instantly melt and cross link itself to establish an immovable solid cover to prevent corrosion, water and chemical attack for buried or immersed pipelines.
The naked practical significance for the applied pipeline engineer and project engineer is the extension of the proven history of success, established through over 40 years of operation. The FBE coated pipe, when correctly applied to an adequately prepared surface will resist cathodic disbondment, soil stress and chemical attack within multiple burial conditions.
How FBE Coating Is Applied: The 4-Step Process
How Is FBE Coating Applied?
FBE coating is applied in a typical plant controlled environment using a four step process – surface preparation by abrasive blasting, preheating the steel pipe to 180-250C, electrostatic spraying the epoxy powder, followed by thermal curing utilizing the residual heat of the pipe. Precise parameters must be followed at every step, with failure at any step in the process – especially inadequate surface prep – considered the root cause of premature coating failure in the field.
- Surface Preparation — The steel pipe is blast cleaned to SSPC-SP 10 / NACE No. 2 (Near-White Metal Blast Cleaning). Abrasive blasting removes mill scale, rust, and contaminants while creating an anchor profile of 1.5–4.0 mils (37–100 µm). Before blasting, the pipe surface is inspected for oil, grease, and soluble salts. Chloride contamination above 20 µg/cm² must be removed by washing — salt residue trapped under the coating will initiate osmotic blistering. The time between blasting and coating application must be minimized to prevent flash rust formation on the freshly exposed steel.
- Preheating — The blasted pipe passes through an induction coil or gas-fired oven that raises the steel temperature to 180–250°C (356–482°F). For standalone FBE applications, the target range is typically 225–245°C. Temperature uniformity across the pipe circumference is critical — hot spots cause premature gelation of the powder before it can flow and wet the surface, while cold spots result in incomplete cross-linking and poor adhesion. Infrared pyrometers verify temperature at multiple points around the pipe before it enters the spray booth.
- Powder Application — Inside the spray booth, electrostatic spray guns deposit charged epoxy powder onto the grounded pipe surface. The electrostatic charge holds the powder particles against the pipe momentarily, but the real adhesion happens thermally: the powder melts on contact with the hot steel, flows into the surface profile, and begins wetting the substrate. Multiple gun banks ensure full circumferential coverage. Operators monitor dry film thickness (DFT) targets — typically 350–500 µm for external applications — and adjust powder feed rates accordingly.
- Curing and Cooling — Cross-linking begins as soon as the powder melts and continues as the pipe moves through the coating line. The residual heat stored in the steel wall drives the curing reaction to completion within seconds to minutes, depending on pipe wall thickness and ambient conditions. After curing, the pipe is water-quenched or air-cooled. Quality control technicians then perform MEK (methyl ethyl ketone) rub tests on the cured coating — a fully cured FBE surface will resist 30+ MEK rubs without softening or color transfer. Under-cured coatings fail this test and indicate insufficient heating or dwell time.
Surface prep is the #1 cause of FBE failure. According to AMPP, inadequate blasting, remaining contaminants, or wrong anchor pattern leads to poor adhesion and premature coating breakdown.
Surface profile must reach 1.5–4.0 mils (37–100 µm) per SSPC-SP 10. Verify with surface profile comparators or replica tape. Minimize time between blasting and coating to prevent flash rust — most specifications require coating within 4 hours of blasting, or less in humid conditions.
FBE Coating Specifications: Thickness, Standards, and Testing
Adherence depends on thorough, consistent specification adherence. Performance requirements are generally presence of required thickness, adhesion, and cure quantity as described in regional or international standards. Buyers evaluate these specifications first during their acceptance testing, to minimize the potential for premature coating breakdown, and non-specified performance.
What Temperature Can FBE Coating Withstand?
If an FBE used alone, it will perform hot-end to about 85C(185F). Since the epoxy soften becomes more permeable to moisture up to about 105-110C (220-230F), layer of three-layer polyethylene (3LPE) will use FBE as primer, then add polyethylene topcoat provides in the further protection against the heat and mechanical. Moreover, to avoid direct contact with the epoxy layer, the 3LPE tube’s temperature limit is approximately 110C (225F). If tube gets rises above 110 C, then 3LPPis used instead of 3LPE because its intended circuit to about 140 C (2
Standards Comparison
| Standard | Scope | Region | Current Edition |
|---|---|---|---|
| ISO 21809-2 | External FBE for pipelines | International | 2026 (NEW — published Feb 2026) |
| CSA Z245.20 | FBE for steel pipe | Canada | 2018 |
| AWWA C213 | FBE for water pipe/fittings | USA | 2015 |
| ASTM G8 | Cathodic disbondment test | USA | Current |
Thickness Requirements by Application
| Application | Thickness Range | Notes |
|---|---|---|
| External single-layer | 350–500 µm (14–20 mil) | Most common pipeline application |
| External dual-layer (FBE+ARO) | 660–915 µm (26–36 mil) | Enhanced mechanical protection |
| Internal lining | 152–254 µm (6–10 mil) | Flow improvement + internal corrosion protection |
Testing Methods
- ✔
Holiday detection at 5 V/m (high-voltage spark test) – identifies pinholes and voids invisible to the naked eye - ✔
Adhesion pull-off test (15 MPa) – measures the force required to detach the coating from the steel substrate - ✔
Cathodic disbondment per ASTM G8 (8 mm radius at 65C / 30 days) – simulates long-term electrochemical stress - ✔
DFT measurement with magnetic gauges – verifies coating thickness meets specification at multiple points - ✔
MEK rub test for cure validation – 30+ double rubs without softening confirms full cross-link
“The use of corrosion prevention on pipelines is much important. Corrosion is the second leading cause of hazardous pipeline failures, affecting millions of miles of pipelines worldwide. FBE coatings are a powerful tool for protection – but only when applied and inspected properly.”
— AMPP (Association for Materials Protection and Performance)
Internal vs External FBE Coating: When to Specify Each
Comparing internal FBE, external FBE, or both depends on what the pipe moves, where it is kept, and what kind of corrosion threats are on each surface. Internal and external coatings are unrelated: they serve different functions. Although it is preferable to add both in almost all pipeline projects.
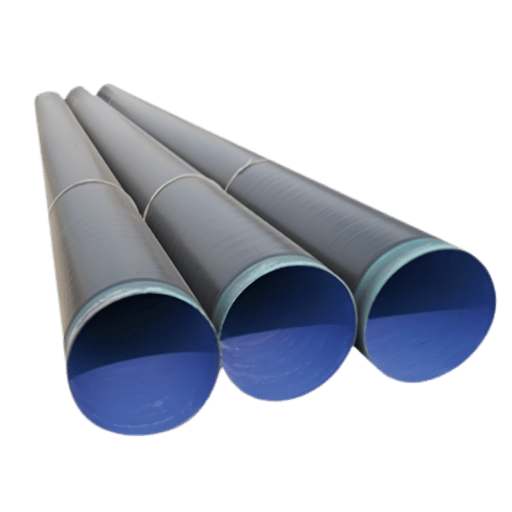
External FBE protects the outside of the pipe from soil water, groundwater chemicals and stray electrical currents, and bacterial action on the outside pipe surface. Internal FBE protects the inside of the pipe from offending fluids, and when used on water pipe, acts to smooth pipe interior surface (saving transportation energy) and reduces corrosion danger directly on the inside surface.
Decision Matrix: When to Specify Internal, External, or Both
| Condition | Recommendation | Reason |
|---|---|---|
| Buried pipeline, non-corrosive fluid | External FBE only | Soil corrosion protection sufficient |
| Buried pipeline, corrosive fluid (sour gas, saltwater) | Dual coat (internal + external) | Both surfaces need protection |
| Above-ground pipe, corrosive fluid | Internal FBE + external paint | Different external exposure profile |
| Water transmission pipeline | Internal FBE lining | Flow improvement + corrosion barrier |
| Valve and fitting | External FBE (dip or spray) | Corrosive environment protection |
Coatings incorporating FBE on both side of the pipe – dual-coat systems (both internal and external) are becoming common specifications for such aggressive environments as sour gas gathering lines, offshore flow lines, water injection systems with high-salinity formation waters etc. The relatively small incremental capital cost of internal lining is insignificant against the total pipeline project cost and internal lining removes any internal corrosion risk that external-only coatings cannot offer.
For fitting and valve application the most common method of applying FBE is to dip preheated component into a fluidized bed of epoxy powder which flows to coat all surfaces uniformly, including irregular geometries unavoidably created by fitting joints which spray guns cannot consistently reach. Steel casing pipe for road and rail crossings is often lined externally with FBE, providing corrosion protection against infiltrating groundwater in the annulus between the casing pipe and one or more carrier pipes.
Where FBE Coated Pipe Is Used: Applications by Industry

How Long Does FBE Coating Last?
FBE coated pipe when applied to fully prepared steel surfaces has a verified service life of 25-40+ years, after which cumulative external coating degradation remains below the rate of external corrosion. In tests of field performance using data from numerous pipeline operators, the United States Pipeline and Hazardous Materials Safety Administration (PHMSA) found ‘little or no corrosion found on FBE coated pipelines’ during internal inspection tool surveys. The precise upper boundary of FBE service life will remain uncertain until the some of the first FBE-coated pipes, originally installed in the 1970s and 1980s, are no longer in operational service and are examined. Factors that adversely affect ultimate service life include application defects, low quality surface preparation, operating temperatures near or exceeding 85C, post-application impact, transportation or installation vibration and physical damage to coating.
FBE coated pipe has been specified for oil and gas transmission, municipal water in-field networks, structural piling and construction reinforcement. They all require one feature: long-term protective corrosion resistance, on steel surfaces where contaminants or moisture are present and where electro-chemically active soil conditions are in-place.
Industry Applications
- Oil & Gas Transmission — Crude oil and natural gas trunk lines represent the largest single market for FBE coated pipe. These pipelines typically use API 5L Grade B pipe through X42–X70 grades, with external FBE as the primary corrosion barrier. Both ERW pipe and LSAW pipe are commonly specified with FBE coating for onshore transmission projects.
- Water & Wastewater — Municipal water mains and wastewater force mains use FBE coated steel pipe per AWWA C213. Internal FBE lining is specified for potable water lines to prevent iron pickup and reduce hydraulic friction. Spiral welded pipe in larger diameters (24”–120”) is frequently FBE-lined for water transmission.
- Structural Piling — Offshore and onshore piling in marine environments uses external FBE to protect against seawater corrosion in the splash zone and below the mudline. Conductor pipe for offshore drilling platforms also receives FBE coating for corrosion protection in saltwater environments.
- Construction — FBE was historically used on reinforcing bars (rebar) for concrete bridge decks to prevent chloride-induced corrosion from deicing salts. However, the American Segmental Bridge Institute has reported a phase-out trend since 2005, with many bridge designers moving toward alternative corrosion protection methods.
- Industrial — Chemical plant piping, power plant cooling systems, and mining slurry line pipe use FBE when the combination of fluid chemistry and operating temperature falls within FBE’s performance envelope.
A municipal water authority in the southeastern United States specified internal and external FBE coating for 24 km of 16-inch water transmission main. After 30 years of continuous service, an inline inspection tool revealed zero measurable wall loss on the FBE-coated sections — while uncoated tie-in sections showed 15–20% wall thickness reduction. The authority estimated the FBE coating extended the pipeline’s service life by at least 25 years, avoiding an estimated $4.2 million in premature replacement costs.
FBE Coating vs 3LPE: How to Choose the Right Pipeline Coating System
Deciding whether to use single-layer FBE or three-layer polyethylene (3LPE) is an important judgement call on a pipeline project. Both systems use epoxy FBE as the corrosion barrier, but 3LPE is a multi-layer system, incorporating a copolymer adhesive layer and a physical barrier of polyethylene with superior mechanical and thermal resistance.
| Parameter | Single-Layer FBE | 3-Layer Polyethylene (3LPE) |
|---|---|---|
| Structure | Single epoxy layer | FBE primer + adhesive + PE topcoat |
| Thickness | 350–500 µm (14–20 mil) | 1.8–3.0 mm (70–120 mil) |
| Max Service Temp | ~85°C (185°F) | ~110°C (230°F) |
| Mechanical Resistance | Moderate (susceptible to gouge) | High (PE layer absorbs impact) |
| Application Cost | Lower (single application pass) | Higher (three-layer process) |
| Field Joint Repair | Simpler (FBE touch-up or sleeve) | Complex (requires heat-shrink sleeve) |
| Best For | Moderate temp, non-rocky soil | High temp, rocky terrain, HDD installation |
Provided you have operating temperatures below 85C and the pipeline is buried in any non-rocky soil or subsoil type, the savings in capital cost of using FBE only can be significant, given equal long-term corrosion protection performance. When operating temperatures are at or above 85C or the line route crosses rugged rocky terrain or requires horizontal directional drilling (HDD), 3LPE becomes the cost-effective and reliable coating choice.
For offshore, high volume projects with a high cost of capital and long spans, the additional capital costs of 3LPE, due to extra application head equipment, lower application speed, the cost of the heat-shrink sleeves for the field joints and requirement to locate the freeze-line of the working platform close to the hull through multiple application tracks, are offset by the other advantages of 3LPE.
However, cost should not be the sole consideration. One layer of FBE on a pipeline in rocky backfill will incur gouge damage while being installed, with holidays being created whereby bare steel comes in contact with soil moisture. In such situations, the cost premium on 3LPE covered pipe will normally be more than justified, because the thicker PE layer provides a stronger protective barrier from digging machinery.
- Lower material and application cost
- Simpler, faster application process
- Easier field joint repair
- Excellent adhesion to steel substrate
- Proven 40+ year service track record
- Lower mechanical and damage resistance against gouging
- Maximum ~85°C continuous service temperature
- Susceptible to UV degradation if stored outdoors
- Thin film more vulnerable to handling damage
- Requires controlled plant environment for best results
FBE Coating Repair and Field Joint Protection

All welded pipeline joints break the coating on the factory-applied FBE coating. This has to be protected in the field. All handling damage, transport scratches or construction damage can break the coating on pipe bodies.
These two circumstances were need for a corrosion protection in the field that will work with a plant-applied FBE coating.
Field joint coating is a niglty problem as it is un controllable field conditions (changing weather, difficult access, the hard time constraint due an active construction spread) to reproduce the plant quality adhesion and thickness. There are three main techniques which are used according to their needs.
Field Joint Methods Comparison
| Method | Application | Typical Thickness | Best For |
|---|---|---|---|
| Heat-shrink sleeve | Wrap around joint, heat to shrink | 1.5–3.0 mm | Most common, HDD crossings |
| Liquid epoxy | Brush/spray application | 500–750 µm | Small repairs, fittings |
| FBE mini-coat | Portable induction + powder | 350–500 µm | Plant-quality in-field |
Heat-shrink sleeves are the most prevalent field joint method. These sleeves are placed over the weld area and heated with a propane torch or an induction blanket to cause the sleeve to shrink tightly around the pipe. An adhesive layer on the inside of the sleeve melts and adheres the sleeve to the pipe and the inner edges of the factory-applied coating, forming an integral moisture barrier.
Heavy-wall sleeves are used on horizontal directional drilling (HDD) projects, where the pipe is being pulled through a bore and the joints are subject to large amounts of wear.
Epoxy liquid is the most basic repair technique; it is a patch used for localized coating damage areas on pipe body and fittings. A 2-part epoxy liquid is mixed and brushed or airless sprayed to the prepared and blasted repair area. Cure time is longer than for the factory FBE, as the reaction takes place at ambient temperature rather than on pre-heated steel.
Portable mini-coat systems: Bring the plant-quality FBE coating field. Portable induction coil quickly heats the joint from 225 to 245 °Celsius and an operator sprays FBE powder and pipe into a container with an handheld electro-static gun. This process best replicates the factory coatings chemistry, adhesion, thickness—however, it is the most complex process.
As per AMPP, just one pin hole in a FBE coating is sufficient for moisture or chemicals to penetrate to the steel and trigger corrosion. All field joints and repair areas shall be subjected to high voltage holiday detection prior to backfill.
Repair Procedure Checklist
- ✔
Remove defective coating down to sound FBE – feather the edges to prevent moisture entry at the transition - ✔
Abrasive blasting during the repair process subjected the steel to SSPC-SP 10 (Near-White Metal) - ✔
Repair coating as specified by the project specification – liquid epoxy, heat-shrink sleeve or FBE mini-coast - ✔
Holiday test repaired area at 5 V/m. Each 100% of the repaired surface must test to this level. - ✔
Record DFT measurements, holiday test results, and photographs of repairs in project folder
FBE Coating Market Trends and Industry Outlook (2026–2033)
Global demand for FBE coating is anticipated to remain in a long-term decade-spanning growth trend, driven largely by pipeline infrastructure investment in energy, water and industrial sectors. For procurement teams monitoring the market, adding or retiring requirements and updating specifications for upcoming pipeline construction projects provides key information to plan fuel a sourcing strategy.
Three Key Trends Shaping the FBE Market
1. Market Growth Driven by Energy Infrastructure – The size of the global FBE coating market was estimated at 7.3 billion USD in 2025 and is forecast to reach 11.3 billion USD by 2033, a 6.1% CAGR (Grand View Research). The main level-fiving demand driver—oil and gas pipeline fabrication—is expected to continue, but energy pipeline growth will be bolstered by replacement and modernization of water pipeline infrastructure in North America, the Middle East, and Southeast Asia. The global pipeline infrastructure and the coating needs of domestic utility and industry are forecasted to absorb additional demand for pipeline fbe in the 2026-2033 period, providing additional new markets for pipeline FBE.
2. Standards Update – ISO 21809-2:2026 – ISO 21809-2 in its latest 2026 edition was published by the International Organization for Standardization in February 2026. It replaces the 2014 IEC020 edition. ISO 21809-2 specifies external FBE coating requirements for oil and gas pipelines, and is referenced in coating specifications for pipelines worldwide. The 2026 edition hhas undergone updated qualification testing requirements, updated requirements for constituent material properties, and in general is more aligned and current with 12 years of development of best practice in the field of oil and gas pipeline FBE coating. Procurement teams planning pipeline projects in 2026-2027 will need to update coating specifications accordingly and check ACR-06-compliance of coating suppliers.
3. Technology Evolution in Application Methods – Development of low-temperature FBE applications targeting 175-200 C application temperature (on average 50 C lower than traditional 225 C applications) are expected to further eat into the older, outdated market share of 225 C FBE. Especially if energy savings or coating flow performance is desired, they are worthwhile to consider. Additionally, a group of minority but growing applications of dual-layer FBE + abrasion-resistant over coating (ARO) systems are finding full 3LPE systems over-specified, while single layer FBE is weak in gouge resistance. These systems are entering mechanically demanding use areas, with total thickness on 660-915m.
If coating your pipeline in 2026-2027, update your procurement specifications to reference ISO 21809-2:2026. These updates improve the standard’s qualification requirements that may affect future procurement decision-making.
Frequently Asked Questions About FBE Coating
Q: What does FBE stand for in pipe coating?
View Answer
Q: Is FBE the same as powder coating?
View Answer
FBE is an example of a powder coating formulation. The more familiar powder coatings to U.S. customers include the polyester, polyurethane, and acrylic systems used on anorexic furniture and component parts. FBE is an epoxy-based thermoset powder coating designed for pipeline protection in corrosive environments, whether water- or ground-borne environments.
(Note that FBE is often confused with other epoxy-based powder coatings that can be thermoplastics, which are some times re-meltable after application. Only FBE powders are thermoset.)fbe:
Q: Does FBE coating expire or degrade in storage?
View Answer
Q: Is FBE coating safe for drinking water pipelines?
View Answer
Q: Can FBE coating be applied in the field?
View Answer
Q: What color is FBE coating?
View Answer
Q: What is the difference between FBE and liquid epoxy coating?
View Answer
Need FBE Coated Pipe for Your Project?
Baling Steel provide bulk quantities of FBE coated steel pipe in standard diameter ranges of between 2″ and 48″. They typically offer single coat (single layer and dual layer coatings to meet pressure pipe standards. All coatings satisfy the ISO 21809-2 and AWWA C213 standards.
Our Perspective on This Guide
Baling Steel supplies steel pipes coating with FBE to various oil and gas, water infrastructure and construction contracts across more than 40 countries worldwide. This technical data sheet has been assembled by information sourced from industry standards documentation available from ISO, AWWA and AMPP. Where third party market research data has been used to present the industry we have noted this.
References & Sources
- AMPP – “FBE Application & Inspection: Common Challenges” (2025) – blogs.ampp.org
- ISO 21809-2:2026 – Oil and gas industries external coatings for pipelines – iso.org
- NIH/PMC – “Service Reliability Test Method for Anticorrosion Coatings” – pmc.ncbi.nlm.nih.gov
- NIH/PMC – “Critical Review of Time-Dependent Performance of Polymeric Pipeline Coatings” – pmc.ncbi.nlm.nih.gov
- PHMSA – “Performance of Fusion-Bonded Epoxy Coatings” – regulations.gov
- AWWA C213-15 – Fusion-Bonded Epoxy Coatings for Steel Water Pipe – ansi.org
- Grand View Research – Fusion Bonded Epoxy Coatings Market Report 2033 – grandviewresearch.com
Related Articles
- The Ultimate Guide to 3LPE Coated Pipe – Compare FBE with three-layer polyethylene coating systems
- The Ultimate Guide to ERW Pipe – Electric resistance welded pipe for coating applications
- The Ultimate Guide to LSAW Pipe – Large-diameter longitudinal submerged arc welded pipe
- The Ultimate Guide to Casing and Tubing – Oil country tubular goods for drilling operations
- The Ultimate Guide to Spiral Welded Pipe – Spiral welded pipe for water and structural applications

