


Zwart zacht staal (BMS) is het conventionele structurele koolstofstaal dat in bijna elke industriële en bouwaankoop en technische toeleveringsketen wordt aangetroffen. Toch hebben ingenieurs het vaak verkeerd geordend, mi× het met helder getrokken zacht staal, of negeren ze de fundamentele oppervlakte op walsschaal. voorwaarde die de corrosieweerstand en lasbaarheid van BMS beïnvloedt. Deze primer vult de technische ontbrekende schakels in die de meeste BMS-bronnen achterwege laten: de BMS-5 Selecting Matrix for BMS (zwart versus helder) en het fabricagelaboratorium voor BMS (las-, snij- en oppervlaktevoorbereidingsprocedures die beslissen over het succes of falen van BMS-projecten).
Zwarte Milde Staal Quick Specs
| Koolstofgehalte | 0,16-0,29% C (koolstofarm staal) |
| Productieroute | Warmgewalst boven herkristallisatietemp (~920°C) |
| Oppervlakte Conditie | Molenschaal (Fe2O3/Fe3O4-oxidelaag, ~0,004 dik) |
| Dimensionale tolerantie | ±0,5-1,5% op platte producten (ASTM A36 /EN S275JR) |
| Pijpnormen | ASTM A53 (omgevingsservice), ASTM A106 klasse B (high-temp) |
| Opbrengststerkte (A53 Gr. B) | Minimaal 241 MPa (35.000 psi) |
| Lasbaarheid | Uitstekend 25 mm wand nodig zelden |
| Key Applications | Aardgasleidingen, brandbestrijding, structurele fabricage, industriële vloeistofsystemen |
Wat is zwart mild staal (BMS)?
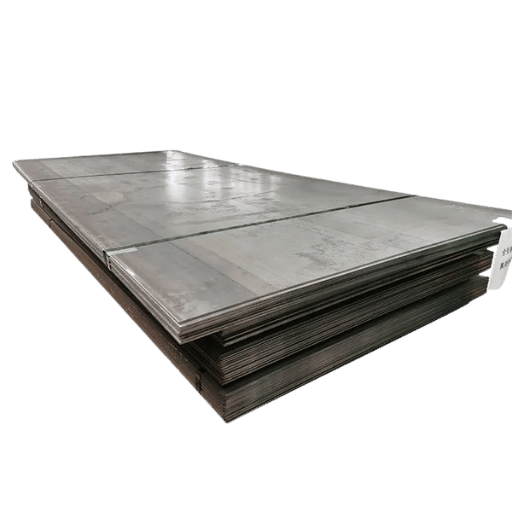
Black Mild Steel (BMS), is een koolstofarm constructiestaal dat wordt vervaardigd door warmwalsende stalen knuppels bij een temperatuur ver boven de herkristallisatietemperatuur (~ 920C) Dankzij de hoge temperatuur gedraagt het staal zich plastisch: dit maakt de productie mogelijk van grote doorsneden met een enkele doorgang in plaats van meerdere tussenliggende koudgetrokken annealings Het zwarte oxide op hoge temperatuur dat tevoorschijn komt vormt wat een molenschaal wordt genoemd en is de bron van de “ in de naam BMS.
Hoewel niet gekozen met deze bedoeling, zwart effectief beschrijven van de oppervlaktetoestand, niet de legering Het materiaal is zacht staal (een koolstofarme, gewalste staallegering (C over het algemeen onder 0.29%) die zou kunnen worden vervangen voor een van de representatieve kwaliteiten S275JR (BS EN 10025), A36 (ASTM) of Q235B (GB). Hetzelfde warmgewalste koolstofstaal wordt geleverd in buisvorm in overeenstemming met ASTM A53 en A106 normen 'veruit de meest voorkomende specificaties voor zwarte zacht stalen buizen die tegenwoordig worden gebruikt.
📐 Technische opmerking
Samenstelling op molenschaal, FeO (wstite), FeO (hematiet) en FeO (magnetiet) een drielaags oxide van ongeveer 0,004″ (0,10mm) dik Dit biedt aanvankelijk bescherming aan het staal eronder tegen atmosferische corrosie, maar wordt al snel een ‘gif’ in gebruik, omdat de schaal kathodisch is voor het staal eronder. Wanneer het staal eronder wordt weggesneden, zal het veel sneller corroderen dan de schaal deed, de elektrochemische interactie die de planning van de oppervlaktebescherming beïnvloedt, zoals vermeld in paragraaf 7, en de vereisten voor het lassen, besproken in paragraaf 6.
BMS wordt vaak verward met zwarte ijzeren pijp, een verouderd gebruik (vóór 1900) voor zwarte stalen pijp gebruikt in de gasdistributie In feite is zwarte ijzeren pijp zwarte zacht stalen pijp, het “ bijvoeglijk naamwoord een overblijfsel van de smeedijzeren supply chain vóór 1900 Moderne ” is allemaal koolstofarm staal (ASTM A53 of vergelijkbaar).
In termen van mechanisch karakter is BMS ductiel en matig hard in zijn rolvormige toestand. De sterkte is 100 tot 550 MPa bij standaard structurele kwaliteiten, en ligt doorgaans in het bereik van 30 tot 180 HB. Het lage koolstofgehalte houdt het brosheidsrisico minimaal bij normale fabricagetemperaturen, hoewel snel afschrikken door hoge hitte (zoals kan gebeuren bij onjuiste laskoeling) een hardere, brossere, door hitte beïnvloede zone kan produceren.
BMS versus helder mild staal De BMS-5-selectiematrix
De meest voorkomende onnauwkeurigheid bij het bestellen van koolstofstaal is het verwarren van de zwarte zacht staalsoorten voor algemeen gebruik (warmgewalst) met de heldere zacht staalsoorten (koudgetrokken).Het zijn dezelfde basislegeringssamenstelling. Gewoon gewoon in verschillende oppervlaktetoestanden, maattoleranties en mechanische eigenschappen.
De BMS-5 Selectiematrix definieert het in vijf criteria.
| Criterium | Zwart Mild Staal (BMS) | Helder Getrokken Mild Staal | Selecteer BMS als... |
|---|---|---|---|
| 1. Dimensionale tolerantie | Los (±0.5-1.5% op sectiegrootte); niet geschikt voor GD & T-passen | Strak (h9-h11 op ronde balk); consistente sectie-tot-sectie | Structurele fabricage, pijp, gelaste assemblages waar machinaal bewerkte passingen niet vereist zijn |
| 2. Oppervlakteafwerking | Molenweegschaal (blauwzwart oxide); moet worden verwijderd om te schilderen of te lassen | Schoon metallic (ingelegd en geolied na koud tekenen); verfklaar | Onderdelen die na de fabricage worden gecoat of waarbij oppervlaktevoorbereiding in het proces is ingebouwd |
| 3. Groottebereik | Breed: buis OD's ½”-24″+; plaat tot 100 mm dik; grote structurele secties | Smaler: ronde staaf tot ~100 mm dia.; platte staaf tot ~150 mm breed; beperkte buismaten | Grote doorsneden, leidingschema's, structurele I-balken en kanalen |
| 4. Kosten | Lager: enkele warmwalsgang, geen secundaire koudtrekken of gloeien | Hoger: extra koudtrekken + gloeien + augurk + olieverwerkingsstappen | Structurele of pijptoepassingen met hoog volume waarbij precisiebewerking niet vereist is |
| 5. Restspanning | Lagere restspanningen; spanningsontlasting zelden vereist vóór het lassen | Hogere restspanningen door koud bewerken; gloeien kan nodig zijn vóór kritische lassen | Zware gelaste constructies, drukvaten, toepassingen waarbij maatvastheid na het lassen van cruciaal belang is |
BMS-5 Beslissingslogica
Kies BMS (warmgewalst zwart) wanneer
- De toepassing is gebaseerd op structuur, leidingen of gelaste fabricage (1 + 3)
- De maximale sectiegrootte ligt buiten het praktische groottebereik voor helder getrokken materiaal (zie criterium 3)
- Oppervlak dat tijdens de fabricage moet worden voorbereid, geverfd, gegalvaniseerd of gecoat (criterium 2)
- De kosten zijn een belangrijke drijfveer en machinaal bewerkte toleranties zijn niet nodig (4e criterium)
Kies voor Bright Drawn Mild Steel wanneer
- Pièces tournées ou usinées (machines précision...): bijlen, goupilles, gabarits, aiguilles de guidage...
- Close-tolerance interferentie of transitie-fitting volgens ISO/ASME GD&T
- Decoratieve of oppervlakteverbeterende doeleinden waarbij oppervlakteafwerking belangrijk is vóór het coaten.
- Us Kleinere staafgroottes waar helder getrokken aanbod overvloedig is en kostenverschil klein is
📐 Technische opmerking
De ductiliteitsspleet tussen BMS en helder getrokken zacht staal is eigenlijk vrij smal, Beide vertrekt vanuit dezelfde ‘standaard’ staalsamenstelling Helder getrokken werkt wel door het staal en vermindert de rek iets (een potentiële beperking bij buigen of koudvormen), maar het verschil in lasbaarheid is onbeduidend -zij het op voorwaarde dat de verbindingspreparatie hetzelfde is Het belangrijkste verschil zit in de toestand van het oppervlak. 'Walscoaten op Walsschaal op BMS vereist specifieke verwijderingsstappen die niet nodig zijn bij helder getrokken materiaal.
BMS-buisspecificaties: ASTM A53, A106 en schemaselectie

Zwarte zacht stalen buis wordt gedefinieerd door twee afzonderlijke ASTM-normen, die variëren van verschillende serviceomstandigheden. Het maken van de verkeerde keuze hier is de meest voorkomende specificatiefout, vooral bij hoge temperaturen of gereguleerde servicelijnen.
| Standaard | Graad B Min. Opbrengst | Graad B Min. Trek | Max. Servicetemp. | Typisch Gebruik |
|---|---|---|---|---|
| ASTM A53 Gr. B | 241 MPa (35.000 psi) | 414 MPa (60.000 psi) | ≤371°C (700°F) | Standaard gas, water, mechanische service |
| ASTM A106 Gr. B | 241 MPa (35.000 psi) | 414 MPa (60.000 psi) | ≤538°C (1.000°F) | High-temp stoom, proces, raffinaderijen |
⚠️ Specificatie Waarschuwing
A53 en A106 klasse B, hoewel identiek in minimale sterkte, worden onderscheiden door koolstofequivalent, criteria voor wanduniformiteit en flexibiliteit van de warmtebehandeling. Voor gebruik bij omstandigheden boven 400 °F (04 °C) 2-stoomleidingen, hoge temperatuur-leiding 's-A-T-M A106 B' geëxtrudeerde pijp alleen A53 ERW-pijp is niet goedgekeurd voor drukservice bij verhoogde temperatuur, volgens ASME B31.3.
Geëxtrudeerd versus ERW: productieroutes voor zwarte milde stalen buizen
Zwarte zachtstalen buis is verkrijgbaar via twee productieprocessen die de drukklasse, lasintegriteit en kosten definiëren. Geëxtrudeerde buis (gevormd uit een massieve knuppel, geen longitudinale lasnaad) levert een consistente wanddikte en volledige drukclassificatie volgens alle schema's. ERW (gevormd uit gewalst materiaal en in de lengterichting gelast) is goedkoper voor standaardservice en is direct verkrijgbaar in bijlage 40 en 80 bij ASTM A53.
Voor aardgasdistributie, brandbestrijding en industriële vloeistofsystemen op omgevingstemperatuur is ASTM A53 ERW Grade B de standaardspecificatie. Voor hogere drukken, verhoogde temperaturen of kritische service specificeer ASTM A106 geëxtrudeerde buis. Volledige buisafmetingen NPS ½” tot en met 6″, Schema 40 en 80 wanddiktes, OD en ID zijn gedocumenteerd in onze zwarte stalen buis specificaties gids.
Toepassingen: gasleidingen, brandbeveiliging en industriële systemen

Zwarte zachtstalen buizen zijn toegestaan door - en in veel gevallen verplicht gesteld door -de sectoroverschrijdende leidingscodes die betrekking hebben op gasdistributie en brandbestrijding:
- Aardgasleidingen: NFPA 54 (National Fuel Gas Code) en IFGC Sectie 404 vermelden expliciet zwarte stalen buizen voor gasdistributie De Pipeline and Hazardous Materials Safety Administration (PHMSA) heeft in juli 2025 een definitieve regel uitgevaardigd waarin ASTM A53/A53M-22 officieel wordt geïntegreerd in de Federal Pipeline Safety Regulations (49 CFR Part 192).
- Brandbestrijding: NFPA 13 (Standaard voor de installatie van Sprinkler Systems) noemt zwarte stalen buizen onder de goedgekeurde pijptypen voor natte en droge sprinklersystemen, waarbij Schedule 40 wordt gebruikt als de minimale wanddikte voor de meeste natte buizen.
- Procespijp: Productiefabrieken, gekoelde watersystemen in centrale installaties, persluchtsystemen en stoomleidingen maken gebruik van zwarte zachtstalen buizen onder ASME B31.1 (Power Piping) en ASME B31.3 (Process Piping).
Waar corrosieve serviceomstandigheden van toepassing zijn op 'Ms'- of directe gasleidingen, offshore-omgevingen met bodemcontact 'aanvullende bescherming tegen corrosie'. Voor een volledige beoordeling van B-pijptoepassingen, goedkeuringscodes, gegevens over de levensduur, zie onze gids voor toepassingen van zwarte stalen buizen en toepassingen voor aardgas en brandbestrijding.
Las-, snij- en fabricagegids
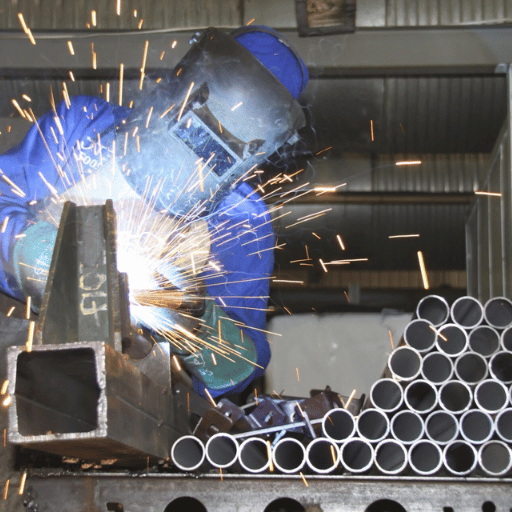
Zwart zacht staal is een van de gemakkelijkste lasmaterialen om met ‘low carbon’ te werken, beperkt de koolstofequivalentwaarde (Ceq) en vermindert automatisch het door waterstof veroorzaakte scheurrisico voor de meeste hotshop-omstandigheden. Het echte probleem is het oppervlak op molenschaal, dat vaak wordt gewaardeerd als de ware oorzaak van lasonvolkomenheden bij de fabricage van BMS.
Mill Scale: De Verborgen Las Verontreinigende
De molenschaal (FeO/FeO/FeO-oxidenlagen) zorgt ervoor dat sommige gassen in het lasbad worden opgesloten wanneer het zich nog in vloeibare toestand bevindt. Ook deze kunnen niet ontsnappen voordat ze stollen en kunnen porositeit veroorzaken. - ondergrondse holtes in de las die het dwarsdoorsnedeoppervlak van de las en de vermoeiingssterkte van de las verkleinen. De schaal kan ook overtollige waterstof in de door hitte beïnvloede zone veroorzaken door vocht daarin. Het is gebruikelijk in ingenieursrapporten voor uitval op BMS-pijplassen die anders de inspectie op een gereinigd oppervlak zouden doorstaan, wat kan worden toegeschreven aan een slechte verwijdering van de schaal van de molen.
📐 Technische opmerking
De industriepraktijk is om ten minste 25 mm (1 inch) van de lasverbinding terug te malen, helemaal rond de las, niet alleen binnen de hiellijn. De aan de HAZ-rand blootgestelde molenschaal (3 tot 5 mm van de kraal) levert nog steeds bronnen van porositeit tijdens het stollen. Voor pijplassen voor gas- of drukservicemalen en reinigen tot helder metaal voordat ze worden gemonteerd.
Methoden voor het verwijderen van molenschalen
| Method | Equipment | Best For | Notes |
|---|---|---|---|
| Hoekslijpen | Klepschijf (40-80 grit) of slijpschijf | Veldlassen, buisuiteinden, spotvoorbereiding | Snelste veldmethode; verwijder 25 mm terug uit het gewricht |
| Beitsen (zuurbad) | Zoutzuur of zwavelzuuroplossing | Volledige sectieplaat, plaat, pijp | Volledige schaalverwijdering; vereist neutralisatie + PBM |
| Schot/zandstralen | Blast kabinet of draagbare blaster | Grote gefabriceerde assemblages, voorbereiding voor het schilderen | SA 2.5 blast-standaard bereikt bijna witte metalen afwerking |
| Draadborstel | Hoekslijpmachine met draadbekerborstel | Lichte schaalverwijdering, alleen oppervlaktereiniging | Alleen onvoldoende voor lasvoorbereiding bereikt het basismetaal niet |
Selectie van lasproces
MIG (GMAW)
- Vulmiddel: ER70S-6 (niet ER70S-2) -deoxidatoren met verhoogd Mn en Si maken verontreiniging op molenschaal goed
- Gasafscherming: 75Ar /25 CO voor ondiepe lassen, 100 CO diepere penetratie
- Beste voor: structurele fabricage, pijp het vastplakken, hoog-volume winkellassen
TIG (GTAW)
- Vulmiddel: ER70S-2 of ER70S-6 staaf; 100% Ar afscherming
- Moet molenschaal volledig verwijderen (geen tolerantie voor deoxidatiemiddel in lasbad
SMAW (Stick)
- Elektrode: E7018 laag waterstofgehalte voor alle codewerkzaamheden, E6013 voor algemene fabricage.
- Frezen is tamelijk tolerant ten opzichte van walshuid, hoewel malen nog steeds wordt aanbevolen voor codelassen
- Beste voor: veldbouw, buitenlassen, zware structurele
Geef ER70S-6 als de molen niet volledig wordt verwijderd, of las in het veld op BMS-buis Hogere Mn/Si in ER70S-6 verwijdert agressievere oxidatie uit het lasbad, wat leidt tot minder kans op porositeit Iets meer slakvolume, OK op een structuurlas, niet wenselijk voor de worteldoorgang van een pijpverbinding van codekwaliteit.
Snijden & Boren BMS
Zwart zacht staal gemakkelijk door standaard csi of HSS-gereedschap; plasmaboog is het snelst voor plaat en pijp; oxyacetyleen voor veldsnijden; haakse slijper met schurende afgesneden wielen of kleine dia pijp Breng bij het boren HSS of kobalt bits met snijolie in dikkere delen waar warmte moet worden geabsorbeerd Het oppervlak op molenschaal (de glanzende zwarten) zal uw gereedschap meer dof maken dan het helder getrokken staal.
Laat u daarom niet ontmoedigen door te zien dat uw bit eerder versleten is dan bij helder getrokken staal Voor projecten die aangepaste lengtes vereisen, kunnen leveranciers voorzien in op maat gesneden secties 6 standaard mill lengtes zijn typisch 6 m (20 ft), met snijlengtes beschikbaar voor fabricage op korte termijn Merk op dat slijtage van het oppervlak van de molenschaal de slijtage van het gereedschap op zagen en snijapparatuur zal verhogen in vergelijking met gebeitst of ontkalkt materiaal.
BMS pijp kan koud gebogen zijn binnen normale buigradius (3 OD normaal voor Schedule 40 voor pijp onder 2” NPS zonder doorn) Voor kleinere buigradius of hoger schema heeft het een pijpbuiger met doorn nodig om ovalisatie te voorkomen Warmtebuiging (door inductie, vlam) wordt gebruikt voor pijp met een grotere diameter en neemt het ovalisatierisico weg voor bocht met een strakke straal.
Corrosie & Oppervlaktebescherming

Zwart zacht staal is niet inherent corrosiebestendig 'de schaaloppervlakte van de molen is geen duurzame barrière op lange termijn Wanneer de schaal afsplijt (mechanische schade, thermische kringloop, of differentiële thermische uitzetting), roest het blootgestelde onderliggende staal snel in vocht of zuurstofrijke omgevingen Onbeschermd BMS kan binnen weken roesten in buitentoepassingen.
De drie belangrijkste beschermingsopties voor BMS-buis en constructiestaal zijn: priming en coating (epoxyprimer+ topcoat voor atmosferische service); thermisch verzinken (zinkbarrièrecoating voor agressieve omgevingen kan van invloed zijn op pijp-ID en kan re-threading fittingen vereisen); en in de fabriek aangebrachte anticorrosiecoating (FBE of polyethyleenfolie voor ondergrondse pijpleidingen). Voor schroefdraadfittingen (gasleiding) zijn zwarte stalen buisfittingen per BS EN 10241 /ASME B16.3 de standaard aansluitoptie, ideaal voor schroefdraadverbindingen, draadafdichtingstape of pasta is vereist op alle schroefdraadverbindingen met gasclassificatie.
Volledige corrosie levensduur statistieken door milieu en bescherming keuze gedocumenteerd in onze zwart stalen buis corrosie bescherming opties brochure.
Marktvooruitzichten en inkoop 2025-2026
De mondiale markt voor koolstofstalen buizen blijft een over het algemeen positieve trend van gematigde expansie vertonen, waarbij aanhoudende investeringen in aardgastransmissie, uitbreiding van procesfabrieken en brandblussystemen in commerciële gebouwen worden voorspeld voor CAGR met midden één cijfer tot en met 2030. Azië-Pacific blijft de belangrijkste bron en markt.
De belangrijkste wijziging in de regelgeving voor Amerikaanse kopers in 2025 is de PHMSA directe eindregel (juli 2025) goedkeuring van ASTM A53/A53M-22 in 49 CFR Part 192 (Natural Gas Pipeline Safety) Kopers die zwarte stalen buizen specificeren voor gereguleerde gasdistributie moeten ervoor zorgen dat de leverancier voldoet aan de 2022-editie van A53. Eerdere edities zijn niet goedgekeurd voor nieuwbouw onder federale regelgeving in 2025.
Voor de verkrijging: controleer of MTR's chemische batchsamenstelling, mechanische testcertificering (opbrengst, trek, rek), hydrostatische testcertificering volgens de relevante door ASTM uitgegeven editie bevatten MTR's moeten het warmtenummer dragen dat herleidbaar is tot de productiebatch. Als u geen MTR's met traceerbaarheid kunt verkrijgen, mag u niet selecteren op gereguleerde servicelijnen.
Veelgestelde vragen
Wat is zacht staal zwart?
Bekijk Antwoord
Wat is het verschil tussen helder zacht staal en zwart zacht staal?
Bekijk Antwoord
Is zwart ijzeren pijp hetzelfde als zacht stalen pijp?
Bekijk Antwoord
Roest zwart zacht staal?
Bekijk Antwoord
Kun je zwart zacht staal lassen?
Bekijk Antwoord
Over dit technisch rapport
Baling Steel produceert en levert geëxtrudeerde en ERW zwarte zachtstalen buizen volgens ASTM A53- en A106-specificaties voor gebruik in industriële en infrastructuurprojecten. De hier getoonde BMS-5-selectiematrix is afgeleid van de twintig jaar ervaring van onze technische inkoopteams met trends in verkeerde specificatie die te zien zijn in gefabriceerde structurele en gereguleerde pijpleidingprojecten. De regelgevingsinformatie (PHMSA juli 2025-regel) is verkregen uit federale openbare mededelingen; de ASTM-materiaaleigendomsgegevens zijn afkomstig uit de relevante gepubliceerde standaardspecificaties.
Heeft u een zwarte mildstalen buis nodig voor ASTM A53 of A106?
Vraag een offerte aan met testrapporten van de molen ERW en geëxtrudeerde buis, Schema 40 tot en met XXH, NPS ½” tot 24″.
Gerelateerde artikelen
- De ultieme gids voor zwarte stalen buizen 1. Afmetingen van de pijpleiding, schematabellen, MTC-checklist en gegevens over de levensduur van corrosie
- ASTM A106 Grade B geëxtrudeerde koolstofstalen buis 1. Specificaties en leveringsmogelijkheden
- Overzicht van zwart staalmateriaal 1. Zwart zacht staal, formulieren en leveringsspecificaties
Referenties en bronnen
- PHMSA-veiligheidsvoorschriften voor pijpleidingen (49 CFR deel 192) .S. Ministerie van Transport, inclusief de goedkeuring in juli 2025 van ASTM A53/A53M-22
- NFPA 54: Nationale brandstofgascode 1. Brandbeveiligingsvereniging, voorzieningen voor zwarte stalen gasleidingen
- NFPA 13: Standaard voor de installatie van sprinklersystemen 1. Brandbeveiligingsvereniging, goedgekeurde buismaterialen inclusief zwart staal
- AWS A5.18: Specificatie voor koolstofstaalelektroden en staven voor gasafgeschermd booglassen 70S-6 classificatievereisten voor de Welding Society
- ASTM A53/A53M-22: Standaardspecificatie voor Pijp, Staal, Zwart en Heet-Dompeld, Zink-Gecoat À ASTM Internationale, mechanische eisen en testprotocollen

