


블랙 마일드 스틸 (BMS) 은 거의 모든 산업 및 건설 조달 및 엔지니어링 공급망에서 발견되는 기존의 구조용 탄소강입니다 – 아직 엔지니어는 종종 잘못 주문하거나, mi×밝은 연강으로 정렬하거나, BMS 내식성 및 용접성에 영향을 미치는 기본 밀 스케일 표면 상태를 무시합니다. 이 프라이머는 대부분의 BMS 리소스가 생략 한 기술적 누락 링크를 채 웁니다: BMS-5 선택 매트릭스 BMS (블랙 대 브라이트) 및 BMS (용접, 절단 및 표면 준비 절차 BMS 프로젝트 성공 또는 실패를 결정).
블랙 마일드 스틸 — 빠른 사양
| 탄소 함량 | 0.16–0.29% C(저탄소강) |
| 생산 경로 | 재결정 임시 직원 (~920°C) 의 위 열간압연 |
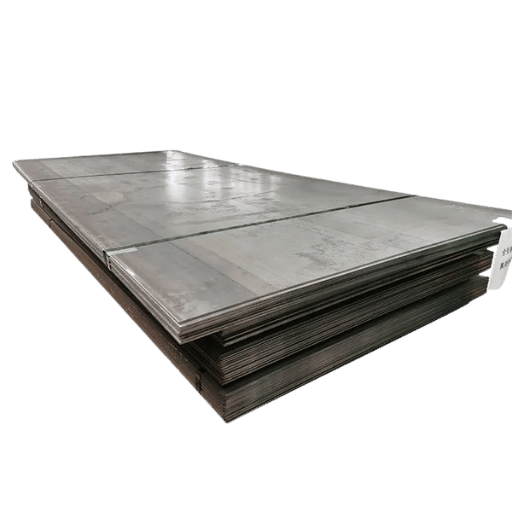
| 표면 상태 | 밀 스케일(Fe2O3/Fe3O4 산화물 층, 두께 ~0.004) |
| 치수 공차 | 편평한 제품 (ASTM A36 / EN S275JR) 에 ±0.5–1.5% |
| 파이프 표준 | ASTM A53(주변 서비스), ASTM A106 Grade B(고온) |
| 항복 강도(A53 Gr. B) | 최소 241MPa(35,000psi) |
| 용접성 | 우수함 — 25mm 벽 아래에서는 예열이 거의 필요하지 않습니다 |
| 주요 애플리케이션 | 천연 가스 배관, 화재 진압, 구조 제작, 산업용 유체 시스템 |
블랙 마일드 스틸(BMS)이란 무엇입니까?
블랙 마일드 스틸 (BMS), 재결정 온도 (~ 920C) 보다 훨씬 높은 온도에서 강철 빌렛을 열간 압연하여 만든 저탄소 구조용 강철입니다. 높은 온도 덕분에 강철은 소성 거동: 이것은 여러 중간 냉간 인발 어닐링 대신 단일 패스로 큰 단면을 생산할 수 있습니다. 나오는 고온의 검은 색 산화물은 밀 스케일이라고 불리는 것을 형성하며 BMS 라는 이름의 “검은 색”의 원천입니다.
이 의도로 선택되지 않았지만, 블랙은 효과적으로 표면 상태를 설명하지 않습니다 합금. 재료는 연강 – 저탄소, 압연 강 합금 (C 일반적으로 0.29% 이하) 대표 등급 S275JR (BS EN 10025), A36 (ASTM) 또는 Q235B (GB) 의 어떤 대체 될 수있는. 동일한 열간 압연 탄소강은 ASTM A53 및 A106 표준에 따라 튜브 형태로 공급됩니다 – 지금까지 오늘날 사용되는 검은 색 연강 파이프에 대한 가장 널리 사용되는 사양.
엔지니어링 노트
밀 스케일 구성, FeO (wstite), FeO (적철광) 및 FeO (자철광) 약 0.004″ (0.10mm) 두께의 3 층 산화물. 이것은 처음에는 대기 부식으로부터 아래의 강철을 보호하지만 스케일이 아래의 강철에 음극이기 때문에 서비스에서 빠르게 ‘독'이됩니다. 아래 강철이 부서질 때마다 스케일보다 훨씬 더 빨리 부식되며, 섹션 7에 명시된 표면 보호 계획 및 섹션 6에서 논의된 용접 예열 요구 사항에 영향을 미치는 전기 화학적 상호 작용이 발생합니다.
BMS 는 종종 가스 분배에 사용되는 검은 강관에 대한 오래된 사용법 (pre-1900) 인 검은 철 파이프와 혼동됩니다. 실제로 검은 철 파이프는 검은 연강 파이프이며 1900 년 이전의 연철 공급망의 잔재 인 “철”형용사입니다. 현대의 “철”공급은 모두 저탄소강 (ASTM A53 또는 이와 유사한) 입니다.
기계적 특성의 점에서, BMS는 연성이 있고 그것의 as-rolled 국가에서 적당히 단단합니다 — 표준 구조상 급료를 위한 장력 강도는 400–550 MPa를 달리고, 경도는 전형적으로 130–180 HB 범위에 있습니다. 낮은 탄소 함량은 높은 열에서 급속한 담금질이 (잘못된 용접 냉각으로 일어날 수 있다시피) 더 단단하고, 더 부서지기 쉬운 열 영향 받은 지역을 생성할 수 있더라도, 정상적인 제작 온도의 밑에 취성 위험을 최소로 유지합니다.
BMS 대 밝은 연강 — BMS-5 선택 매트릭스
탄소강을 주문할 때 가장 빈번하게 발생하는 부정확성은 범용 흑색 연강 (열간 압연) 과 밝은 연강 (냉간 압연) 을 혼동하는 것입니다. 이들은 동일한 기본 합금 조성입니다. 단지 단순히 다른 표면 상태,치수 공차 및 기계적 특성에서.
BMS-5 선택 매트릭스는 이를 5가지 기준으로 정의합니다.
| 기준 | 블랙 마일드 스틸(BMS) | 밝은 그려진 온화한 강철 | BMS를 선택하세요... |
|---|---|---|---|
| 1. 차원 포용력 | 느슨한 (단면도 크기에 ± 0.5–1.5%); GD & T 적합에 적합하지 않습니다 | 단단함(둥근 막대의 경우 h9~h11); 단면 간 일관된 | 가공된 핏이 필요하지 않은 구조 제작, 파이프, 용접 어셈블리 |
| 2. 지상 끝 | 밀 스케일(청흑색 산화물); 페인팅이나 용접을 위해서는 제거해야 합니다 | 깨끗한 금속성(냉간 인발 후 절이고 기름칠); 페인트가 준비되었습니다 | 제조 후 코팅되거나 표면 준비가 공정에 내장된 부품입니다 |
| 3. 크기 범위 | 넓게: 관 ODs ½”–24″+; 두꺼운 100 mm까지 판; 큰 구조상 단면도 | 더 좁은: ~100 mm dia 에 둥근 막대기.; 폭 ~150 mm 에 편평한 막대기; 제한된 관 크기 | 큰 단면도, 관 계획, 구조 I 광속 및 수로 |
| 4. 비용 | 하단: 단일 열간 압연 패스, 2차 냉간 인발 또는 어닐링 없음 | 더 높음: 추가 냉간 인발 + 어닐링 + 피클 + 오일 가공 단계 | 정밀 가공이 필요하지 않은 대용량 구조 또는 파이프 응용 분야 |
| 5. 잔여 스트레스 | 잔류 응력 감소; 용접 전에 응력 완화가 거의 필요하지 않습니다 | 냉간 가공으로 인한 더 높은 잔류 응력; 중요한 용접 전에 어닐링이 필요할 수 있습니다 | 무거운 용접 구조물, 압력 용기, 용접 후 치수 안정성이 중요한 응용 분야 |
BMS-5 결정 논리
BMS(열간압연 검정색)를 선택하세요:
- 응용 프로그램은 구조, 배관 또는 용접 제작 (1 + 3) 을 기반으로합니다
- 최대 단면 크기는 밝은 연신 재료의 실제 크기 범위를 벗어납니다(기준 3 참조)
- 제조 중에 프라이밍, 도장, 아연 도금 또는 코팅할 표면(기준 2)
- 비용은 중요한 동인이며 가공 공차는 필요하지 않습니다(4번째 기준)
밝은 연강을 선택하세요:
- Pièces tournées ou usinées (기계 프리시전...): 축, 구필, 가바리, aiguilles de guidage...
- ISO/ASME GD&T 에 따른 근접 공차 간섭 또는 전환 적합
- 코팅 전에 표면 마감이 중요한 장식 또는 표면 강화 목적.
- Us 밝은 그려진 공급이 풍부하고 비용 차이가 작은 작은 막대 크기
엔지니어링 노트
BMS 와 밝은 당겨진 온화한 강철 사이 연성 간격은 실제로 상당히 좁습니다. 둘 다 동일한 ‘표준’ 강철 구성에서 시작합니다. 밝은 당겨진 일은 강철을 강하게 하고 신장을 경미하게 감소시킵니다 (구부리거나 찬 형성의 잠재적인 한계), 그러나 용접성의 차이는 중요하지 않습니다 – 합동 준비가 동일하다면. 주요 차이점은 표면 상태입니다 – BMS 에 밀 가늠자 코팅은 밝은 당겨진 물자로 필요하지 않은 특정한 제거 단계를 요구합니다.
BMS 관 Specs: ASTM A53, A106 & 계획 선택

까만 온화한 강관은 다른 서비스 조건에서 배열하는 2 개의 분리되는 ASTM 기준에 의해 정의됩니다. 틀린 선택은 여기에서 단 하나 가장 일반적인 명세 실수,특히 고열 또는 통제한 서비스 선입니다.
| 기준 | 급료 B 최소한도 수확량 | 급료 B 최소한도 장력 | 최대. 서비스 온도. | 일반적인 사용 |
|---|---|---|---|---|
| ASTM A53 Gr. 비 | 241MPa(35,000psi) | 414MPa(60,000psi) | ≤371°C(700°F) | 표준 가스, 물, 기계 서비스 |
| ASTM A106 Gr. B | 241MPa(35,000psi) | 414MPa(60,000psi) | ≤538°C(1,000°F) | 고온 증기, 공정, 정유소 |
️ 사양 경고
A53 와 A106 급료 B 는,최소한도 힘에서 동일하 동안,탄소 동등물,벽 균등성 기준,열처리 융통성에 의해 차별화됩니다. 400°F (204°C) — 증기 선,고열 공정 배관 이상의 조건에 서비스를 위해 — ASTM A106 급료 B 내밀린 관만 지정하십시오. A53 ERW 관은 ASME B31.3 에 의하여,고온 압력 서비스를 위해 찬성되지 않습니다.
압출 대 ERW: 블랙 마일드 강관 제조 경로
까만 온화한 강관은 압력 종류,용접 완전성 및 비용을 정의하는 2 개의 제조공정을 통해 유효합니다. 내밀린 관 (단단한 지위에서 형성해 - 경도 용접 솔기 없음) 는 모든 계획에 일관된 벽 간격 및 가득 차있는 압력 등급을 전달합니다. ERW 관 (구른 주식에서 형성되고 경도로 솔기 용접해) 는 표준 서비스를 위한 더 값이 싼이고 ASTM A53 에 계획 40 그리고 80 에서 쉽게 유효합니다.
천연 가스 분배, 화재 진압 및 주변 온도 산업용 유체 시스템의 경우 ASTM A53 ERW Grade B가 표준 사양입니다. 더 높은 압력, 높은 온도 또는 중요한 서비스의 경우 지정하십시오 ASTM A106 는 관을 내밀었습니다. 6″를 통해 전체 파이프 치수 — NPS ½”, 일정 40 및 80 벽 두께, OD 및 ID — 우리의 문서화되어 있습니다 블랙 강관 사양 안내.
응용 분야: 가스 라인, 화재 예방 및 산업 시스템

흑색 연강 파이프는 –에 의해 허용되며 많은 경우 – 가스 분배 및 화재 진압과 관련된 산업 간 배관 코드에 의해 의무화됩니다:
- 천연 가스 배관: NFPA 54 (국가 연료 가스 코드) 및 IFGC 섹션 404 는 가스 분배 용 블랙 스틸 파이프를 명시적으로 나열합니다. The 파이프라인 및 위험 물질 안전청(PHMSA) 2025년 7월 ASTM A53/A53M-22를 연방 파이프라인 안전 규정(49 CFR Part 192)에 공식적으로 통합하는 최종 규칙을 발표했습니다.
- 소방: NFPA 13 (스프링클러 시스템 설치 표준) 은 습식 및 건식 스프링클러 시스템에 대해 승인된 파이프 유형 중 검은 강관을 언급하며, 대부분의 습식 파이프에 대한 최소 벽 두께로 Schedule 40 을 사용합니다.
- 공정 파이프: 제조 공장, 중앙 플랜트 냉각수 시스템, 압축 공기 시스템 및 증기 배관은 ASME B31.1(전원 배관) 및 ASME B31.3(공정 배관)에 따라 흑색 연강 파이프를 사용합니다.
부식성 서비스 조건이 적용되는 경우 — 매설 가스 라인,해상 환경 또는 직접적인 토양 접촉 — 추가 부식 방지가 필요합니다. BMS 파이프 적용,승인 코드 및 서비스 수명 데이터에 대한 전체 검토를 보려면 당사 블랙 강관 응용 분야 및 천연 가스 및 화재 진압 응용 분야 가이드.
용접, 절단 및 제작 가이드
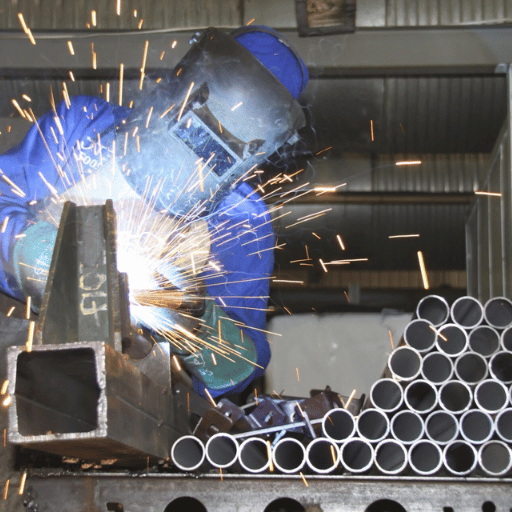
까만 온화한 강철은 – 낮은 탄소는 탄소 동등물 (Ceq) 가치를 제한하고 자동적으로 대부분의 뜨거운 상점 조건을 위한 수소 유도한 부수기 위험을 감소시키는 –로 작동하게 가장 쉬운 용접 물자의 한개입니다. 진짜 문제는 BMS 제작에 있는 용접 불완전성의 진실한 근본 원인으로 수시로 평가되는 선반 가늠자 표면 – 입니다.
밀 스케일: 숨겨진 용접 오염 물질
밀 스케일 (FeO/FeO/FeO 산화물 층) 은 일부 가스가 아직 액체 상태 일 때 용접 풀에 갇히게합니다 – 이들도 응고 전에 빠져 나올 수 없으며 다공성 – 용접 내의 지하 공동을 유발하여 용접의 단면적과 용접의 피로 강도를 감소시킬 수 있습니다. 스케일은 또한 그 내부의 습기로부터 열 영향 영역으로 과도한 수소를 유발할 수 있습니다. 그것은 엔지니어 보고서에서 일반적으로 밀 스케일의 불량한 제거에 기인하는 청소 된 표면에서의 검사를 통과 할 BMS 파이프 용접에 대한 거부에 대한 보고서입니다.
엔지니어링 노트
업계 관행은 용접 조인트에서 비드 라인 내에서뿐만 아니라 용접 주변까지 최소 25mm (1 in.) 를 다시 연삭하는 것입니다. HAZ 에지 (비드에서 3 ~ 5mm) 에 노출 된 밀 스케일은 응고 중에 여전히 다공성의 원천을 제공합니다. 가스 또는 압력 서비스 용 파이프 용접의 경우 연삭하고 장착 전에 밝은 금속으로 청소하십시오.
밀 스케일 제거 방법
| 방법 | 장비 | 위한 최고의 | 노트 |
|---|---|---|---|
| 각 연삭 | 플랩 디스크 (40 – 80 그릿) 또는 연삭 휠 | 현장 용접, 파이프 끝, 스폿 준비 | 가장 빠른 필드 방법; 관절에서 25mm를 뒤로 제거합니다 |
| 산세 (산욕) | 염산 또는 황산 용액 | 전체 섹션 플레이트, 시트, 파이프 | 완전한 스케일 제거; 중화 + PPE가 필요합니다 |
| 샷/모래 폭파 | 폭발 캐비닛 또는 휴대용 블래스터 | 대형 제작 어셈블리, 사전 페인트 준비 | SA 2.5 폭발 표준은 거의 흰색 금속 마감을 달성합니다 |
| 와이어 브러싱 | 와이어 컵 브러시가있는 앵글 그라인더 | 가벼운 가늠자 제거, 지상 청소만 | 용접 준비만으로는 충분하지 않습니다. — 비금속에는 도달하지 않습니다 |
용접 공정 선택
미그(GMAW)
- 충전물: ER70S-6 (ER70S-2 아닙니다) – 증가된 Mn 및 Si 탈산제는 선반 가늠자 오염을 보충합니다
- 가스 차폐: 얕은 용접을위한 75Ar / 25 CO, 100 CO 더 깊은 침투
- 최상을 위해: 구조상 제작, 관 압정으로 고정시키는, 대량 상점 용접
TIG(GTAW)
- 충전물: ER70S-2 또는 ER70S-6 막대; 100% Ar 차폐
- 밀 스케일을 완전히 제거해야 합니다. - 용접 풀의 탈산제에 대한 허용 오차는 없습니다
SMAW(스틱)
- 전극: 모든 코드 작업을 위한 E7018 낮은 수소, 일반적인 제작을 위한 E6013.
- 밀링은 밀 스케일에 다소 관대합니다. – 코드 용접에는 여전히 연삭이 권장됩니다
- 를 위해 최상: 분야 건축, 옥외 용접, 무거운 구조
완전히 제거되지 않는 선반 가늠자,또는 BMS 관에 분야에 있는 용접하는 경우에 ER70S-6 를 주십시오. ER70S-6 에 있는 더 높은 Mn/Si 는 용접 수영장에서 더 공격적인 산화를 제거해,다공성의 더 적은 기회로 이끌어 내는 약간 더 많은 것 슬래그 양,부호 질 관 합동의 뿌리 통행을 위해 바람직하지 않은 구조 용접에 OK.
절단 & 드릴링 BMS
표준 csi 또는 HSS 장식새김을 통해서 까만 온화한 강철 쉽게; 플라스마 아크는 판과 관을 위해 가장 빠릅니다; 분야 절단을 위한 옥시아세틸렌; 마모성 차단 바퀴 또는 작은 dia 관을 가진 각 분쇄기. 훈련할 때,절단유를 가진 HSS 또는 코발트 조금은 열이 흡수되어야 하는 더 두꺼운 부속으로 가져옵니다. 선반 가늠자 표면 (빛나는 검정) 는 밝은 당겨진 강철 보다는 공구를 더 무뎌질 것입니다.
따라서 밝은 인발 강철보다 비트가 일찍 마모되는 것을 보고 낙담하지 마십시오. 맞춤형 길이가 필요한 프로젝트의 경우 공급업체는 크기에 맞는 절단을 제공할 수 있습니다. — 표준 밀 길이는 일반적으로 6m (20ft) 이며,단기 제작에 사용할 수 있는 절삭 길이입니다. 밀 스케일 표면의 마모는 절임 또는 스케일 제거 재고에 비해 톱 및 절단 장비의 툴링 마모를 증가시킵니다.
BMS 관은 정상적인 구부리는 반경 (2 이하 관을 위한 계획 40 를 위해 3 OD 일반적으로” 굴대 없는 NPS) 안에 찬 구부려질 수 있습니다. 더 작은 굴곡 반경 또는 더 높은 계획을 위해,그것은 타원형을 피하기 위하여 굴대를 가진 관 구부리는 열 구부리는 (유도에 의하여,불꽃) 더 큰 직경 관을 위해 사용되고 단단한 반경 굴곡을 위한 타원화 위험을 제거합니다.
부식 및 표면 보호

까만 온화한 강철은 본래 부식 저항하지 않습니다 — 선반 가늠자 표면은 튼튼한 장기 장벽이 아닙니다. 가늠자가 떨어져 잘게 썰 때 (기계적인 손상,열 순환,또는 차별 열 확장), 드러낸 밑에 있는 강철은 습기 또는 산소가 함유된 환경에 있는 급속하게 녹슬지 않습니다. 보호되지 않는 BMS 는 옥외 신청에서 주 안에 녹슬 수 있습니다.
BMS 관과 구조 강철을 위한 3 개의 주요 보호 선택권은: 뇌관을 달고 입히기 (대기 서비스를 위한 에폭시 뇌관+ topcoat); 뜨겁 복각 직류 전기를 통하기 (공격적인 환경을 위한 아연 장벽 코팅은 관 ID를 충격을 가할 수 있고 다시 실을 꿰는 이음쇠를 요구할지도 모릅니다); 그리고 공장 적용되는 반대로 부식 코팅 (매설된 파이프라인을 위한 FBE 또는 폴리에틸렌 포장). 실을 꿴 이음쇠 (가스 선) 를 위해, BS EN 10241 / ASME B16.3 당 까만 강관 이음쇠는 실을 꿴 연결을 위한 표준 연결 선택권 이상적입니다, 실 실란트 테이프 또는 풀은 모든 가스 정격 실을 꿴 합동에 요구됩니다.
우리의 까만 강관 부식 보호 선택권 소책자에서 문서화되는 환경 및 보호 선택에 의하여 가득 차있는 부식 서비스 기간 통계.
시장 전망 및 소싱 2025~2026
탄소 강관의 글로벌 시장은 천연 가스 전송에 대한 지속적인 투자와 함께 온건 한 확장의 넓은 긍정적 인 추세에 남아, 공정 제조 공장의 확장 및 상업 건물의 화재 진압 시스템은 중간 한 자리 CAGR에 대한 예측 2030 을 통해 아시아 태평양은 주요 소스 및 시장 남아.
미국 구매자에게 2025년의 가장 중요한 규제 변화는 다음과 같습니다 PHMSA 직접 최종 규칙(2025년 7월) 49 CFR Part 192 (천연 가스 파이프 라인 안전) 에 ASTM A53/A53M-22 채택. 규제 가스 분배를 위해 검은 색 강관을 지정하는 구매자는 공급 업체가 A53 의 2022 판을 준수하도록해야합니다. 이전 판은 2025 년 연방 규정에 따라 새로운 건설을 승인하지 않습니다.
조달을 위해: MTRs 가 화학 배치 구성,기계적인 시험 증명서 (수율,장력, 신장), 관련된 ASTM 발행되는 판 당 액체정역학 시험 증명서를 포함하는지 확인하십시오. MTRs 는 생산 배치에 추적할 수 있는 열 수를 나르십시오. 추적성을 가진 MTRs 를 근원 할 수 없는 경우에 통제한 서비스 라인을 위해 선정하면 안됩니다.
자주 묻는 질문
연강 블랙이란?
답변 보기
밝은 연강과 검은 연강의 차이점은 무엇입니까?
답변 보기
흑철관은 연강관과 동일합니까?
답변 보기
검은 색 연강 녹이 발생합니까?
답변 보기
당신은 까만 온화한 강철을 용접할 수 있습니까?
답변 보기
이 기술 보고서에 대해
Baling Steel 은 산업 및 인프라 프로젝트에 사용하기 위해 압출 및 ERW 블랙 연강 파이프를 ASTM A53 및 A106 사양으로 제조 및 공급합니다. 여기에 표시된 BMS-5 선택 매트릭스는 제작 된 구조 및 규제 파이프 라인 프로젝트에서 볼 수있는 잘못된 사양 추세에 대한 엔지니어링 조달 팀의 20 년 경험에서 파생되었습니다. 규제 정보 (PHMSA 2025 년 7 월 규칙) 는 연방 공지에서 얻은 것입니다; ASTM 재료 특성 데이터는 관련 게시 된 표준 사양에서 가져온 것입니다.
ASTM A53 또는 A106에 검정색 연강 파이프가 필요하십니까?
밀 테스트 보고서와 함께 견적 요청. ERW 및 압출 파이프,스케줄 40~XXH,NPS ½”~24″.
관련 기사
- 블랙 스틸 파이프에 대한 최고의 가이드 — 전체 파이프 치수, 일정표, MTC 체크리스트 및 부식 수명 데이터
- ASTM A106 급료 B 는 탄소 강관을 내밀었습니다 — 파이프 사양 및 공급 능력
- 블랙 스틸 소재 개요 — 구조용 흑연강 등급, 형태 및 공급 사양
참고자료 및 출처
- PHMSA 파이프라인 안전 규정(49 CFR Part 192) — 2025년 7월 ASTM A53/A53M-22 채택을 포함한 미국 교통부
- NFPA 54: 국가 연료 가스 코드 — 전국 화재 예방 협회, 흑색 강철 가스 배관에 대한 규정
- NFPA 13: 스프링클러 시스템 설치 표준 — 전국 화재 예방 협회, 검정색 강철을 포함한 파이프 재료 승인
- AWS A5.18: 가스 차폐 아크 용접용 탄소강 전극 및 로드 사양 — 미국 용접 협회, ER70S-6 분류 요구 사항
- ASTM A53/A53M-22: 파이프, 스틸, 블랙 및 핫-딥, 아연-코팅에 대 한 표준 사양 — ASTM International, 기계적 요구 사항 및 테스트 프로토콜

