


黒色軟鋼 (BMS) は、ほぼすべての産業および建設の調達およびエンジニアリング サプライ チェーンで見られる従来の構造用炭素鋼ですが、エンジニアはしばしば注文を間違えたり、明るい引き抜き軟鋼で製造したり、BMS の耐食性と溶接性に影響を与える基本的なミルスケールの表面状態を無視したりします。このプライマーは、ほとんどの BMS リソースが除外する技術的なミッシング リンクを埋めます。BMS の BMS-5 選択マトリックス (黒色対明るい) と BMS の製造ラボ (BMS プロジェクトの成功または失敗を決定する溶接、切断、および表面準備手順)。.
黒い穏やかな鋼鉄 速い Specs
| 炭素含有量 | 0.16 ~ 0.29% C (低炭素鋼) |
| 生産ルート | 再結晶温度 (約 920° C) を超える温度で熱間圧延されます |
| 表面状態 | ミルスケール (Fe2O3/Fe3O4 酸化物層、厚さ約 0.004) |
| 寸法公差 | 平らなプロダクトの±0.5 ~ 1.5% (ASTM A36 / EN S275JR) |
| パイプの規格 | ASTM A53(アンビエントサービス)、ASTM A106 グレードB(ハイテンプ) |
| 降伏強さ (A53 Gr. B) | 最小 241 MPa (35,000 psi) |
| 溶接性 | 優れた ――壁 25 mm 未満ではほとんど予熱が必要ありません |
| 主要なアプリケーション | 天然ガス配管、消火、構造製造、産業用流体システム |
ブラック マイルド スティール (BMS) とは何ですか?
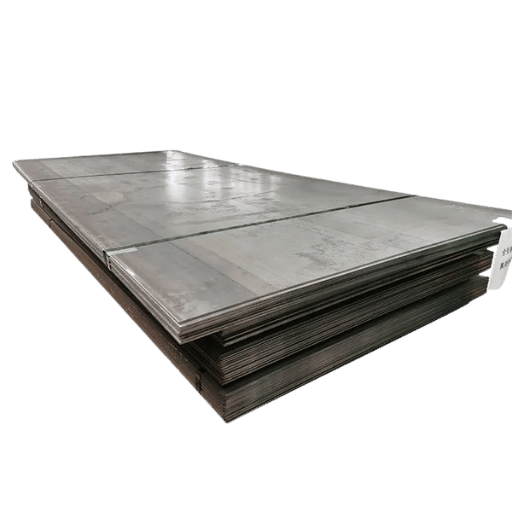
ブラック マイルド スチール (BMS) は、再結晶温度 (約 920°C) をはるかに超える温度で鋼ビレットを熱間圧延して作られた低炭素構造用鋼です。高温のおかげで鋼は塑性挙動を示します。これにより、いくつかの中間冷間引抜焼鈍の代わりに 1 回の通過で大きな断面が生成されます。出現する高温の黒色酸化物は、いわゆるミルスケールを形成し、BMS という名前の「黒色」の源となります。.
この意図で選択されていませんが、黒は合金ではなく表面状態を有効に記述します。材料は軟鋼 (C は通常 0.29% 未満) であり、代表的なグレードの S275JR (BS EN 10025)、A36 (ASTM)、または Q235B (GB) のいずれかを置き換えることができます。同じ熱間圧延炭素鋼は、ASTM A53 および A106 規格 (現在使用されている黒色軟鋼管の最も一般的な仕様) に従ってチューブの形で供給されます。.
嬴工注
ミル スケールの構成、FeO (wstite)、FeO (hematite) およびFeO (magnetite) は厚さ0.004 ″ (0.10mm)についての三層の酸化物です。 これは最初に大気の腐食からの下の鋼鉄に保護を提供しますが、スケールが下の鋼鉄に陰極であるので使用中のすぐに「毒」になります。 chipped away の鋼鉄はスケールがしたよりずっと速く腐食します、セクション7 で述べられるように表面の保護計画に影響を与える電気化学相互作用およびセクション6 で論議される溶接の予熱の条件。.
BMS は、ガス供給に使用される黒鋼管の時代遅れの使用法 (1900 年以前) である黒鉄管とよく混同されます。実際、黒鉄管は黒軟鋼管であり、「鉄」の形容詞は 1900 年以前の錬鉄サプライチェーンの名残です。現代の「鉄」供給はすべて低炭素鋼(ASTM A53 または同様)です。.
機械的特性の観点から見ると、BMS は延性があり、圧延されたままの状態では中程度の硬度です。標準的な構造グレードの引張強度は 400 ~ 550 MPa で、硬度は通常 130 ~ 180 HB の範囲です。炭素含有量が低いため、通常の製造温度下では脆性リスクが最小限に抑えられますが、高熱による急速な急冷 (誤った溶接冷却で発生する可能性がある) により、より硬く脆い熱影響ゾーンが生成される可能性があります。.
BMS と明るい軟鋼 ⁄ BMS-5 選択マトリックス
炭素鋼を注文するときに最も頻繁に起こる不正確さは、汎用黒色軟鋼(熱間圧延)と明るい軟鋼(冷間引抜)を混同することです。これらは同じ基本合金組成です。単に表面状態、寸法公差、機械的特性が異なるだけです。.
BMS-5 選択マトリックスは、それを 5 つの基準に定義します。.
| 基準 | ブラック マイルド スティール (BMS) | 明るい引かれた穏やかな鋼鉄 | 「もし...」の場合は BMS を選択します |
|---|---|---|---|
| 1.寸法公差 | 緩い(セクションのサイズで±0.5 ~ 1.5%); GD&Tの適合のために適していません | タイト (丸棒で h9 ~ h11);セクションごとに一貫しています | 機械で加工された適合が必要ない構造製造、パイプ、溶接アセンブリ |
| 2.表面仕上げ | ミルスケール(青黒い酸化物); 塗装または溶接のために取り外す必要があります | クリーンメタリック(冷間引抜後に酸洗いおよび油を塗る);すぐに塗装できます | 製造後にコーティングされる部品、または表面準備がプロセスに組み込まれる部品 |
| 3 サイズ範囲 | 広い: パイプOD ½” ″+; 厚さの100 ミリメートルまでのプレート; 大きな構造セクション | 狭くして下さい: 円形の棒に~100 mm dia.; 幅~150 mmへの平らな棒; 限られた管のサイズ | 大きな断面、パイプスケジュール、構造用 I ビームおよびチャネル |
| 4.コスト | 下: 単一の熱間圧延パス、二次冷間引抜またはアニーリングなし | より高い: 追加の冷間引抜 + アニール + ピクル + オイル処理ステップ | 精密機械加工が必要ない、大量の構造またはパイプ用途 |
| 5.残留応力 | より低い残留応力; 溶接の前にストレスリリーフが必要になることはほとんどありません | 冷間加工によるより高い残留応力;重要な溶接の前にアニーリングが必要になる場合があります | 重溶接構造、圧力容器、溶接後の寸法安定性が重要な用途 |
BMS-5 決定ロジック
次の場合にBMS (熱間圧延黒) を選択します:
- アプリケーションは、構造、配管または溶接製造 (1 + 3) に基づいています
- 最大断面サイズは、明るい描画材料の実際のサイズ範囲を超えています (基準 3 を参照)
- 製造中に下塗り、塗装、亜鉛メッキ、またはコーティングされる表面 (基準 2)
- コストは重要な要因であり、機械加工された公差は必要ありません (第 4 基準)
次の場合に、Bright Drawn Mild Steel を選択してください:
- ピエース トゥルネ ウ ユシネ (機械プレシジョン...): アクス、グピーユ、ガバリット、エギーユ ド ガイダージュ...
- ISO/ASME GD&T に準拠した厳密な公差干渉または遷移に適合します
- コーティング前に表面仕上げが重要な装飾または表面強化の目的。.
- 米国 明るく引かれた供給が豊富で、コスト差が小さい、より小さなバーサイズ
嬴工注
BMSと明るく引かれた軟鋼の間の延性のギャップは実際にはかなり狭い どちらも同じ「標準」鋼組成から始まります 明るく引かれた鋼は鋼を硬化させ、伸びをわずかに減少させます (曲げまたは冷間成形における潜在的な制限) が、溶接性の違いはわずかです ー 接合準備が同じであれば、主な違いは表面状態です ー BMS上のミルスケールコーティングは、明るく引かれた材料では必要のない特定の除去ステップを必要とします。.
BMS パイプ仕様: ASTM A53、A106、およびスケジュールの選択

黒い穏やかな鋼管は異なった使用条件からの範囲2 つの別々のASTMの標準によって、定義されます。 making間違った選択ここは単一で最も一般的な指定間違い、特に高温か調節されたサービス ラインとです。.
| 標準 | グレード B 最小収量 | グレード B 最小引張 | 最大。サービス温度. | 典型的な使用法 |
|---|---|---|---|---|
| ASTM A53 Gr. B | 241 MPa (35,000 psi) | 414 MPa (60,000 psi) | ΜL371° C (700° F) | 標準的なガス、水、機械サービス |
| ASTM A106 グループB | 241 MPa (35,000 psi) | 414 MPa (60,000 psi) | ΜL538° C (1,000° F) | 高温蒸気、プロセス、製油所 |
ヾ️ 仕様警告
A53 と A106 グレード B は、最小強度では同一ですが、炭素当量、壁の均一性基準、熱処理の柔軟性によって区別されます。 400° F (204° C) ¢ 蒸気ラインを超える条件での使用の場合、高温プロセス配管 ¢ ASTM A106 グレード B 押出パイプのみを指定します。 A53 ERW パイプは、ASME B31.3 に従って高温圧力サービスには承認されていません。.
押し出し成形 vs ERW: 黒色軟鋼管製造ルート
黒色軟鋼パイプは、圧力クラス、溶接完全性、およびコストを定義する 2 つの製造プロセスを通じて入手できます。押出パイプ (固体ビレットから形成 (縦方向の溶接シームなし)) は、すべてのスケジュールで一貫した壁厚と完全な圧力定格を実現します。 ERW パイプ (圧延材から形成され、縦方向の継ぎ目溶接) は、標準サービスのコストが下がり、ASTM A53 のスケジュール 40 および 80 ですぐに利用できます。.
天然ガスの流通、消火、および周囲温度の産業用流体システムの場合、ASTM A53 ERW グレード B が標準仕様です。高圧、高温、または重要なサービスの場合は、指定します ASTM A106 押出パイプ. 。 フル パイプ寸法 ⁄ NPS ½ ”まで 6 ″, スケジュール 40 と 80 壁厚さ, OD と ID ⁄は、私たちの文書 黒い鋼管仕様ガイド.
アプリケーション: ガス ライン、防火および産業システム

黒色軟鋼管は、ガス供給と消火に関連する業界横断配管コードによって () によって許可され、多くの場合 () によって義務付けられている:
- 天然ガス配管: NFPA 54 (National Fuel Gas Code) およびIFGC Section 404 には、ガス配管用の黒色鋼管が明示的に記載されています。 The パイプラインおよび危険物安全局 (PHMSA) 2025 年 7 月に、ASTM A53/A53M-22 を連邦パイプライン安全規則 (49 CFR Part 192) に正式に統合する最終規則を発行しました。.
- 消防: NFPA 13 (スプリンクラー システムの設置基準) では、湿式および乾式スプリンクラー システムの承認されたパイプ タイプの中に黒鋼管について言及しており、ほとんどの湿式パイプの最小壁厚としてスケジュール 40 を使用しています。.
- プロセスパイプ: 製造プラント、中央プラント冷水システム、圧縮空気システム、および蒸気配管は、ASME B31.1 (電源配管) および ASME B31.3 (プロセス配管) の下で黒色の軟鋼管を使用します。.
腐食性の使用条件が適用される場合 ⁄ 埋設ガスライン、海洋環境、または土壌との直接接触 ⁄ 追加の腐食保護が必要です。 BMS パイプの用途、承認コード、耐用年数データの完全なレビューについては、こちらをご覧ください 黒鋼管用途、天然ガスおよび消火用途に関するガイド.
溶接、切断、製造ガイド
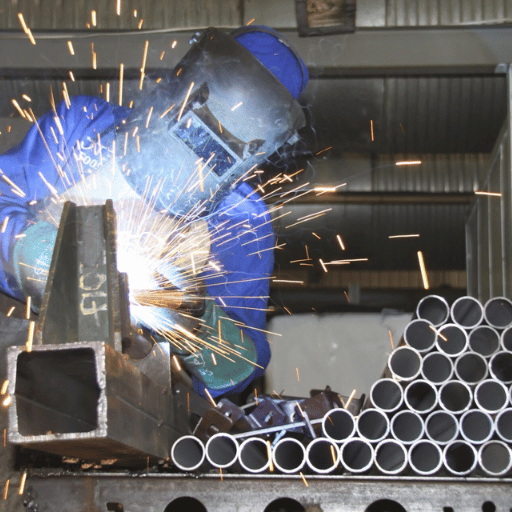
黒軟鋼は、加工するのが最も簡単な溶接材料の 1 つです。 - 低炭素は炭素当量 (Ceq) 値を制限し、ほとんどの高温の工場条件で水素誘発亀裂のリスクを自動的に軽減します。本当の問題は、工場スケールの表面 (BMS 製造における溶接欠陥の真の根本原因として過小評価されることが多い) です。.
ミルスケール: 隠された溶接汚染物質
ミルスケール (FeO/FeO/FeO 酸化物層) は、まだ液体状態にあるときに一部のガスを溶接プールに閉じ込めます。 - これらも凝固前に逃げることができず、溶接内の多孔性 (多孔性) * 表面下の空洞が発生し、溶接部の断面積が減少する可能性があります。溶接部の疲労強度。スケールは、その中の水分から熱影響部に過剰な水素が流入する可能性もあります。これは、BMS パイプ溶接部の不合格品に関するエンジニアのレポートでよく見られます。そうしないと、ミルスケールの除去が不十分であることが原因で、洗浄された表面での検査に合格してしまう可能性があります。.
嬴工注
業界の慣行は、ビードライン内だけでなく、溶接部の周囲全体にわたって、溶接継手から少なくとも25 mm (1 インチ) を研削し直すことです。 HAZエッジで露出したミルスケール (ビードから3 から5 mm) は、まだ凝固中の多孔性の源を提供します。ガスまたは圧力サービス用のパイプ溶接用は、フィットアップ前に研削して明るい金属に洗浄します。.
ミルスケールの除去方法
| 方法 | 設備 | ベスト フォー | 備考 |
|---|---|---|---|
| 角度 研削 | フラップディスク (40 ~ 80 グリット) または砥石車 | フィールド溶接、パイプエンド、スポット準備 | 最速のフィールド方法; 接合箇所から 25 mm 後ろを取り外します |
| 酸洗い(酸浴) | 塩酸または硫酸溶液 | 全断面プレート、シート、パイプ | 完全スケール除去;中和 + PPE が必要です |
| ショット/サンドブラスト | ブラストキャビネットまたはポータブルブラスター | 大型加工アセンブリ、塗装前の準備 | SA 2.5 ブラスト規格は、ほぼ白に近い金属仕上げを実現します |
| ワイヤーブラッシング | ワイヤーカップブラシ付きアングルグラインダー | ライトスケールの取り外し、表面のクリーニングだけ | 溶接準備だけでは不十分 ⁄ 卑金属に到達しません |
溶接プロセスの選択
ミグ (GMAW)
- 充填剤: ER70S-6 (ER70S-2 ではない) ~ MnおよびSiの脱酸剤の増加は、ミルスケールの汚染を補います
- ガス遮蔽: 浅い溶接のための75Ar / 25 のCO、100 のCOのより深い浸透
- 最適な用途: 構造製造、パイプ鋲、大量製造工場溶接
ティグ (GTAW)
- フィラー: ER70S-2 かER70S-6 棒; 100% Arの遮蔽
- ミルスケールを完全に除去する必要があります。 - 溶接プール内の脱酸剤の許容範囲はありません
SMAW (スティック)
- 電極: すべてのコード作業に E7018 低水素、一般製造に E6013。.
- フライス加工はミルスケールにかなり耐性がありますが、コード溶接には依然として研削が推奨されます
- のためのベスト: フィールド建設、屋外溶接、重い構造
ミルスケールが完全に除去されていない場合、またはBMSパイプのフィールドで溶接された場合は、ER70S-6 を与えます ER70S-6 のより高いMn / Siは、多孔性の可能性の少ない、溶接プールからより積極的な酸化を除去する、わずかに多くのスラグボリューム、構造溶接でOK、コード品質のパイプジョイントのルートパスには望ましくありません。.
BMS の切断と穴あけ
黒い穏やかな鋼鉄は標準的なcsiかhssの工具細工を通して容易に; プラズマ アークは版および管のために最も速いです; 分野切断のためのoxyacetylene; 砥石車または小さいdiaの管を切る研摩剤が付いている角度の粉砕機鋭いとき、熱が吸収されなければならないより厚い部分に切削油が付いているHSSかコバルトのビットを持って来ます。 millスケールの表面(光沢のある黒)は明るい引かれた鋼鉄よりあなたの用具を鈍くします。.
したがって、明るい延伸鋼よりも早くビットが摩耗しているのを見て落胆しないでください。カスタム長さを必要とするプロジェクトの場合、サプライヤーはサイズセクションにカットを提供できます ¢ 標準ミルの長さは通常 6 m (20 フィート) で、短期の製造にはカット長さが利用可能です。ミルスケールの表面からの摩耗により、酸洗またはスケール除去された在庫と比較して、鋸や切断装置の工具摩耗が増加することに注意してください。.
BMS パイプは、通常の曲げ半径内で冷間曲げ (マンドレルなしの 2 インチ NPS 未満のパイプの場合はスケジュール 40 で通常 3 OD) できます。曲げ半径が小さいか、スケジュールが高い場合は、楕円化を避けるためにマンドレル付きのパイプ ベンダーが必要です。より大きな直径のパイプには熱曲げ (誘導、火炎による) が使用され、狭い半径の曲げの楕円化のリスクが除去されます。.
腐食と表面保護

黒色軟鋼は本質的に耐食性ではありません ――ミルスケールの表面は耐久性のある長期バリアではありません スケールが切り取られると(機械的損傷、熱サイクル、または熱膨張差)、露出した下にある鋼は湿気や酸素が供給された環境で急速に錆びます 保護されていないBMSは、屋外用途では数週間以内に錆びる可能性があります。.
BMSパイプおよび構造用鋼の3 つの主要な保護オプションは次のとおりです: プライミングとコーティング (大気サービスのためのエポキシプライマー+トップコート); 溶融亜鉛めっき (攻撃的な環境のための亜鉛バリアコーティングはパイプIDに影響を与える可能性があり、再ねじ込み継手を必要とする場合があります); および工場適用防食コーティング (埋められたパイプラインのためのFBEまたはポリエチレンラップ) ねじ付き継手 (ガスライン) の場合、BS EN 10241 / ASME B16.3 あたりの黒色鋼管継手は、ねじ付き接続に最適な標準接続オプションであり、すべてのガス定格ねじ付き継手にねじシーラントテープまたはペーストが必要です。.
当社の黒鋼管腐食保護オプションのパンフレットに記載されている、環境および保護の選択別の完全な腐食耐用年数統計。.
2025 ~ 2026 年の市場見通しと調達
炭素鋼管の世界市場は、天然ガス輸送への投資の継続、プロセス製造プラントの拡大、商業ビルの消火システムの拡大により、2030 年まで 1 桁台半ばの CAGR と予測され、緩やかな拡大という概ね前向きな傾向を維持しています。アジア太平洋地域は依然として主要な供給源および市場です。.
米国の購入者にとって 2025 年の最も重要な規制変更は、 PHMSA 直接最終規則 (2025 年 7 月) ASTM A53/A53M-22 を 49 CFR Part 192 (天然ガス パイプラインの安全性) に採用 規制されたガス供給に黒鋼管を指定する購入者は、サプライヤーが A53 の 2022 年版に準拠していることを確認する必要があります。以前の版は、2025 年の連邦規制に基づいて新規建設が承認されていません。.
調達のため: MTRが化学バッチ組成、機械試験認証 (降伏、引張、伸び) 、関連するASTM発行版による静水圧試験認証を含んでいることを確認してください.MTRは、生産バッチにトレーサブルな熱番号を運ぶ必要があります.トレーサビリティを備えたMTRを調達できない場合は、規制されたサービスラインを選択しないでください。.
よくある質問
軟鋼黒とは?
回答を見る
明るい軟鋼と黒い軟鋼の違いは何ですか?
回答を見る
黒鉄管は軟鋼管と同じですか?
回答を見る
黒い軟鋼は錆びますか?
回答を見る
黒い軟鋼を溶接できますか?
回答を見る
このテクニカルレポートについて
Baling Steelは、産業およびインフラプロジェクトで使用するために、押出成形およびERW黒色軟鋼管を製造およびASTM A53 およびA106 仕様に供給しています。 ここに示されているBMS-5 選択マトリックスは、製造構造および規制パイプラインプロジェクトで見られる誤仕様傾向に関する当社のエンジニアリング調達チームの20 年の経験から得られた規制情報 (PHMSA 2025年7 月規則) は、連邦公告から入手しました; ASTM材料特性データは、関連する公開された標準仕様からのものです。.
ASTM A53 または A106 への黒色軟鋼管が必要ですか?
ミル テスト レポートとの引用を要求して下さい。 ERWおよび突き出された管、XXH、NPS ½を通ってスケジュール40 は「24」に″を。.
関連記事
- ブラックスチールパイプの究極のガイド ⁄ フルパイプの寸法、スケジュール表、MTC チェックリスト、腐食耐用年数のデータ
- ASTM A106 グレード B 押出炭素鋼管 ⁄ パイプの仕様と供給能力
- 黒鋼材の概要 ー構造黒色軟鋼の等級、形態、供給仕様
参考文献と情報源
- PHMSA パイプライン安全規則 (49 CFR Part 192) ¤米国運輸省、2025年7月のASTM A53/A53M-22の採用を含む
- NFPA 54: 国家燃料ガス規定 ――全米防火協会、黒鋼ガス配管の規定
- NFPA 13: スプリンクラー システムの設置に関する規格 ――全米防火協会、黒鋼を含む承認されたパイプ材料
- AWS A5.18: ガスシールドアーク溶接用の炭素鋼電極およびロッドの仕様 ⁄米国溶接協会、ER70S-6 分類要件
- ASTM A53/A53M-22: パイプ、スチール、ブラック、溶融亜鉛メッキの標準仕様 ⁄ ASTM International、機械的要件および試験プロトコル

