


El acero dulce negro (BMS) es el acero al carbono estructural convencional que se encuentra en casi todas las cadenas de suministro de ingeniería y adquisiciones industriales y de construcción (sin embargo, los ingenieros a menudo lo ordenan mal, lo mi× con acero dulce trefilado brillante o ignoran la superficie fundamental a escala de molino). condición que afecta la resistencia a la corrosión y la soldabilidad de BMS. Este cebador completa los eslabones técnicos faltantes que omiten la mayoría de los recursos de BMS (la matriz de selección BMS-5 para BMS (negro versus brillante) y el laboratorio de fabricación para BMS (procedimientos de soldadura, corte y preparación de superficies que deciden el éxito o el fracaso del proyecto BMS).
Acero dulce negro « Especificaciones rápidas
| Contenido de carbono | 0.16-0.29% C (acero con bajo contenido de carbono) |
| Ruta de producción | Laminado en caliente por encima de la temperatura de recristalización (~920°C) |
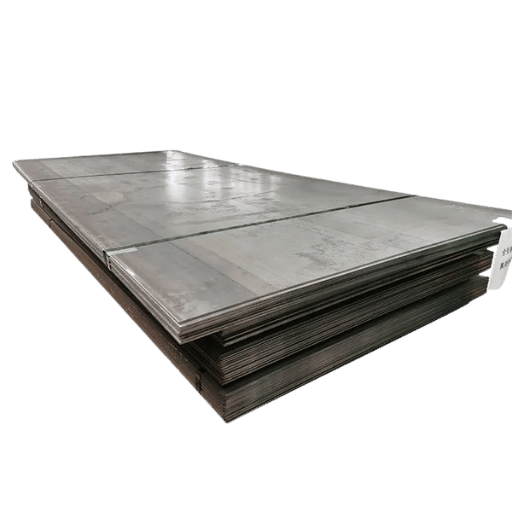
| Condición de la superficie | Escala de molino (capa de óxido de Fe2O3/Fe3O4, ~0,004 de espesor) |
| Tolerancia dimensional | ±0,5-1,5% en productos planos (ASTM A36 / EN S275JR) |
| Estándares de tuberías | ASTM A53 (servicio ambiental), ASTM A106 Grado B (alta temperatura) |
| Rendimiento (A53 Gr. B) | 241 MPa (35.000 psi) mínimo |
| Soldabilidad | Excelente « rara vez se requiere precalentamiento por debajo de la pared de 25 mm |
| Aplicaciones clave | Tuberías de gas natural, extinción de incendios, fabricación estructural, sistemas de fluidos industriales |
¿qué es el acero dulce negro (BMS)?
El acero dulce negro (BMS) es un acero estructural con bajo contenido de carbono fabricado laminando palanquillas de acero en caliente a una temperatura muy superior a la temperatura de recristalización (~ 920 °C). Gracias a su alta temperatura, el acero se comporta plásticamente: esto permite la producción de grandes secciones transversales con una sola pasada en lugar de varios recocidos intermedios estirados en frío. El óxido negro de alta temperatura que emerge forma lo que se llama escala de molino y es la fuente del “negro” en el nombre BMS.
Aunque no se elige con esta intención, el negro describe eficazmente el estado de la superficie, no la aleación. El material es acero dulce (una aleación de acero laminado con bajo contenido de carbono (C generalmente inferior a 0,29%) que podría sustituirse por cualquiera de los grados representativos S275JR (BS EN 10025), A36 (ASTM) o Q235B (GB). El mismo acero al carbono laminado en caliente se suministra en forma de tubo de acuerdo con las normas ASTM A53 y A106 (con diferencia, las especificaciones más frecuentes para tubos de acero dulce negro que se utilizan en la actualidad.
📐 Nota de ingeniería
Composición de la escala del molino, FeO (wstita), FeO (hematita) y FeO (magnetita), un óxido de tres capas de aproximadamente 0,004 ‘ (0,10 mm) de espesor. Inicialmente, esto ofrece protección al acero de abajo contra la corrosión atmosférica, pero rápidamente se convierte en un ’veneno' en servicio, ya que la escala es catódica para el acero de abajo. Siempre que se desconche, el acero de abajo se corroerá mucho más rápidamente que la escala, y la interacción electroquímica influye en la planificación de la protección de la superficie como se indica en la Sección 7 y los requisitos de precalentamiento de soldadura se analizan en la Sección 6.
BMS a menudo se confunde con tubería de hierro negro, un uso obsoleto (anterior a 1900) para la tubería de acero negro utilizada en la distribución de gas. De hecho, la tubería de hierro negro es una tubería de acero dulce negro, el adjetivo “hierro” es un remanente de la cadena de suministro de hierro forjado antes de 1900. El suministro moderno de “hierro” es todo acero con bajo contenido de carbono (ASTM A53 o similar).
En términos de carácter mecánico, BMS es dúctil y moderadamente duro en su estado laminado « resistencia a la tracción para grados estructurales estándar es de 400-550 MPa, con una dureza típicamente en el rango de 130-180 HB. El bajo contenido de carbono mantiene el riesgo de fragilidad mínimo a temperaturas normales de fabricación, aunque un enfriamiento rápido por calor elevado (como puede suceder con un enfriamiento incorrecto de la soldadura) puede producir una zona más dura y quebradiza afectada por el calor.
BMS vs Bright Mild Steel « La matriz de selección BMS-5
La inexactitud más frecuente al pedir aceros al carbono es confundir los aceros suaves negros de uso general (laminados en caliente) con los aceros suaves brillantes (trazados en frío). Son la misma composición básica de aleación. Simplemente en diferentes estados superficiales, tolerancias dimensionales y propiedades mecánicas.
La Matriz de Selección BMS-5 lo define en cinco criterios.
| Criterio | Acero dulce negro (BMS) | Acero suave estirado brillante | Seleccione BMS si... |
|---|---|---|---|
| 1. Tolerancia dimensional | Suelto (±0,5-1,5% en el tamaño de la sección); no apto para ajustes GD&T | Tenso (h9-ñonh11 en barra redonda); consistente sección a sección | Fabricación estructural, tuberías, conjuntos soldados donde no se requieren ajustes mecanizados |
| 2. Acabado superficial | Escala de molino (óxido negro azulado); debe retirarse para pintar o soldar | Limpiar metalizado (encurtido y engrasado después del estirado en frío); listo para pintar | Piezas que se recubrirán después de la fabricación o donde se integra la preparación de la superficie en el proceso |
| 3. Rango de tallas | Ancho: tubería OD ½”-24®+; placa de hasta 100 mm de espesor; grandes secciones estructurales | Más estrecho: barra redonda de ~100 mm de diámetro; barra plana de ~150 mm de ancho; tamaños de tubo limitados | Grandes secciones transversales, calendarios de tuberías, vigas en I estructurales y canales |
| 4. Cost | Inferior: pasada única de laminación en caliente, sin estirado ni recocido en frío secundario | Superior: pasos adicionales de estirado en frío + recocido + pepinillo + procesamiento de aceite | Aplicaciones estructurales o de tuberías de alto volumen donde no se requiere mecanizado de precisión |
| 5. Estrés residual | Reducir las tensiones residuales; Rara vez es necesario aliviar la tensión antes de soldar | Mayores tensiones residuales del trabajo en frío; Es posible que sea necesario recocer antes de soldaduras críticas | Estructuras soldadas pesadas, recipientes a presión, aplicaciones donde la estabilidad dimensional post-soldadura es crítica |
Lógica de decisión BMS-5
Elija BMS (negro laminado en caliente) cuando:
- La aplicación se basa en estructura, tuberías o fabricación soldada (1+3)
- El tamaño máximo de la sección está más allá del rango de tamaño práctico para material estirado brillante (ver criterio 3)
- Superficie a imprimar, pintar, galvanizar o recubrir durante la fabricación (criterio 2)
- El costo es un factor importante y no son necesarias tolerancias mecanizadas (cuarto criterio)
Elija Acero suave estirado brillante cuando:
- Pièces tournées ou usinées (precisión de máquinas...): hachas, goupilles, gabarits, aiguilles de guidage...
- Ajustes de transición o interferencia de tolerancia estrecha según ISO/ASME GD&T
- Fines decorativos o de mejora de superficies donde el acabado superficial es importante antes del recubrimiento.
- Nosotros Tamaños de barras más pequeños donde la oferta de dibujos brillantes es abundante y el diferencial de costos es pequeño
📐 Nota de ingeniería
La brecha de ductilidad entre BMS y el acero dulce estirado brillante es en realidad bastante estrecha. Ambos parten de la misma composición de acero ‘estándar’. El trabajo estirado brillante endurece el acero y reduce ligeramente el alargamiento (una limitación potencial en la flexión o el conformado en frío), pero la diferencia en la soldabilidad es insignificante ñe siempre que la preparación de la junta sea la misma. La principal diferencia está en el estado de la superficie (el recubrimiento a escala de molino en BMS requiere pasos de eliminación específicos que no son necesarios con material estirado brillante.
Especificaciones de la tubería BMS: ASTM A53, A106 y selección de programación

La tubería de acero dulce negro se define mediante dos normas ASTM separadas, que varían según las diferentes condiciones de servicio. Tomar una decisión equivocada aquí es el error de especificación más común, particularmente con líneas de servicio reguladas o de alta temperatura.
| Estándar | Grado B Mín. Rendimiento | Grado B Mín. Tensado | Máx. Temperatura de servicio. | Uso típico |
|---|---|---|---|---|
| ASTM A53 Gr. B | 241 MPa (35.000 psi) | 414 MPa (60.000 psi) | ≤371°C (700°F) | Servicio estándar de gas, agua y mecánica |
| ASTM A106 Grado B | 241 MPa (35.000 psi) | 414 MPa (60.000 psi) | ≤538°C (1.000°F) | Vapor de alta temperatura, procesos, refinerías |
⚠¦ Advertencia de especificación
A53 y A106 Grado B, aunque idénticos en resistencia mínima, se diferencian por el equivalente de carbono, los criterios de uniformidad de la pared y la flexibilidad del tratamiento térmico. Para el servicio en condiciones superiores a 400°F (204°C) «líneas de vapor, tuberías de proceso de alta temperatura « especifique únicamente tubería extruida ASTM A106 Grado B. La tubería A53 ERW no está aprobada para servicio a presión a temperatura elevada, según ASME B31.3.
Extruidos versus REG: rutas de fabricación de tuberías de acero dulce negro
La tubería de acero dulce negro está disponible a través de dos procesos de fabricación que definen la clase de presión, la integridad de la soldadura y el costo. La tubería extruida (formada a partir de un tocho sólido «sin costura de soldadura longitudinal) ofrece un espesor de pared constante y una presión nominal total en todos los programas. La tubería ERW (formada a partir de material laminado y soldada longitudinalmente) tiene un costo menor para el servicio estándar y está disponible en los Anexos 40 y 80 de ASTM A53.
Para sistemas de fluidos industriales de distribución de gas natural, extinción de incendios y temperatura ambiente, ASTM A53 ERW Grado B es la especificación estándar. Para presiones más altas, temperaturas elevadas o servicio crítico, especifique Tubería extruida ASTM A106. Las dimensiones completas de la tubería ” NPS ½” a 6«, los espesores de pared de las Listas 40 y 80, OD e ID « están documentadas en nuestro guía de especificaciones de tubos de acero negro.
Aplicaciones: Líneas de Gas, Protección contra Incendios y Sistemas Industriales

Las tuberías de acero dulce negro están permitidas por -ñan y, en muchos casos, ordenadas por -ñan los códigos de tuberías intersectoriales que se relacionan con la distribución de gas y la extinción de incendios:
- Tuberías de gas natural: NFPA 54 (Código Nacional de Gas Combustible) y la Sección 404 de IFCG enumeran explícitamente las tuberías de acero negro para la distribución de gas. El Administración de Seguridad de Materiales Peligrosos y Tuberías (PHMSA) emitió una regla final en julio de 2025 integrando oficialmente ASTM A53/A53M-22 en las Regulaciones Federales de Seguridad de Tuberías (49 CFR Parte 192).
- Extinción de incendios: NFPA 13 (Estándar para la instalación de sistemas de rociadores) menciona tuberías de acero negro entre los tipos de tuberías aprobados para sistemas de rociadores húmedos y secos, utilizando el Anexo 40 como espesor de pared mínimo para la mayoría de las tuberías húmedas.
- Tubería de proceso: las plantas de fabricación, los sistemas de agua fría de la planta central, los sistemas de aire comprimido y las tuberías de vapor utilizan tuberías de acero dulce negro bajo ASME B31.1 (tuberías eléctricas) y ASME B31.3 (tuberías de proceso).
Cuando se aplican condiciones de servicio corrosivas « líneas de gas enterradas, ambientes marinos o contacto directo con el suelo « se requiere protección adicional contra la corrosión. Para una revisión completa de las aplicaciones de tuberías BMS, códigos de aprobación y datos de vida útil, consulte nuestro guía de aplicaciones de tuberías de acero negro y aplicaciones de gas natural y extinción de incendios.
Guía de soldadura, corte y fabricación
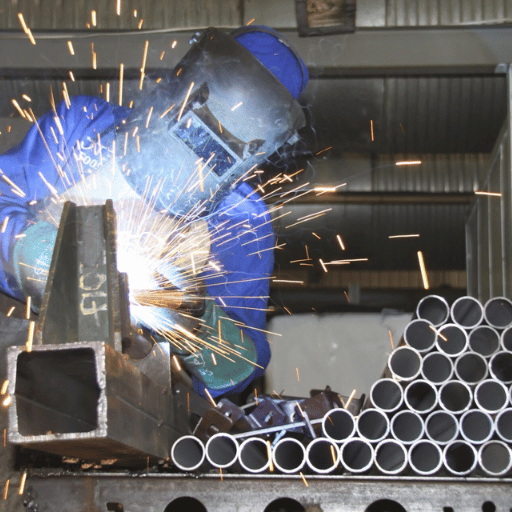
El acero dulce negro es uno de los materiales de soldadura más fáciles de trabajar. El bajo contenido de carbono limita el valor del equivalente de carbono (Ceq) y reduce automáticamente el riesgo de agrietamiento inducido por el hidrógeno en la mayoría de las condiciones de taller en caliente. El verdadero problema es la superficie a escala de molino, que a menudo se subestima como la verdadera causa fundamental de las imperfecciones de soldadura en la fabricación de BMS.
Escala de molino: el contaminante de soldadura oculta
La escala del molino (capas de FeO/FeO/óxidos de FeO) hace que algunos gases queden atrapados en el baño de soldadura cuando todavía está en estado líquido (estos tampoco pueden escapar antes de la solidificación y pueden causar cavidades subterráneas ñanas de porosidad dentro de la soldadura que disminuyen el área de la sección transversal de la soldadura y la resistencia a la fatiga de la soldadura. La escala también puede causar un exceso de hidrógeno en la zona afectada por el calor debido a la humedad dentro de ella. Es común en los informes de ingenieros que los rechazos en soldaduras de tuberías BMS que de otro modo pasarían la inspección en una superficie limpia se atribuyan a una mala eliminación de las incrustaciones del molino.
📐 Nota de ingeniería
La práctica de la industria es rectificar al menos 25 mm (1 pulgada) de la unión soldada, alrededor de la soldadura, no solo dentro de la línea del cordón. La escala del molino expuesta en el borde HAZ (de 3 a 5 mm del cordón) todavía proporciona fuentes de porosidad durante la solidificación. Para soldaduras de tuberías para servicio de gas o presión, rectificado y limpio hasta obtener metal brillante antes del montaje.
Métodos de eliminación de incrustaciones de molinos
| Método | Equipo | Mejor para | Notas |
|---|---|---|---|
| Rectificado angular | Disco de solapa (remolino 40-80) o muela abrasiva | Soldaduras de campo, extremos de tuberías, preparación de puntos | Método de campo más rápido; Retire 25 mm de la articulación |
| Encurtido (baño ácido) | Solución de ácido clorhídrico o sulfúrico | Placa de sección completa, lámina, tubería | Eliminación completa de incrustaciones; requiere neutralización + EPI |
| Tiro/chorro de arena | Gabinete explosivo o blaster portátil | Grandes conjuntos fabricados, preparación previa a la pintura | El estándar SA 2.5 logra un acabado metálico casi blanco |
| Cepillado de alambre | Amoladora angular con cepillo de alambre | Eliminación de incrustaciones de luz, limpieza de superficies únicamente | Sólo insuficiente para la preparación de la soldadura: no llega al metal común |
Selección del proceso de soldadura
MIG (GMAW)
- Relleno: ER70S-6 (no ER70S-2) - Los desoxidantes aumentados de Mn y Si compensan la contaminación a escala de molino
- Blindaje de gas: 75Ar / 25 CO para soldaduras poco profundas, 100 CO de penetración más profunda
- Lo mejor para: fabricación estructural, tachado de tuberías, soldadura de taller de gran volumen
TIG (GTAW)
- Relleno: varilla ER70S-2 o ER70S-6; Blindaje Ar 100%
- Debe eliminar completamente la escala del molino, sin tolerancia al desoxidante en el baño de soldadura
SMAW (Palo)
- Electrodo: E7018 bajo en hidrógeno para todo el trabajo de código, E6013 para fabricación general.
- El fresado es bastante tolerante a las incrustaciones de molino, aunque todavía se recomienda el rectificado para soldaduras de código
- Ideal para: construcción de campo, soldaduras exteriores, estructuras pesadas
Proporcione ER70S-6 si la escala del molino no se elimina por completo o si suelda en el campo en una tubería BMS. El mayor Mn/Si en ER70S-6 elimina la oxidación más agresiva del conjunto de soldadura, lo que genera menos posibilidades de porosidad. Un poco más de volumen de escoria, está bien en una soldadura de estructura, no es deseable para el paso de raíz de una junta de tubería de calidad de código.
Corte y perforación BMS
Acero dulce negro fácilmente a través de herramientas estándar csi o HSS; el arco de plasma es más rápido para placas y tuberías; oxiacetileno para corte en campo; amoladora angular con ruedas cortadas abrasivas o tubería de diámetro pequeño. Al perforar, lleve brocas de HSS o cobalto con aceite de corte a las partes más gruesas donde se debe absorber el calor. La superficie a escala del molino (los negros brillantes) opacará sus herramientas más que el acero estirado brillante.
Por lo tanto, no se desanime al ver que la broca se desgasta antes que con el acero trefilado brillante. Para proyectos que requieren longitudes personalizadas, los proveedores pueden proporcionar secciones cortadas a medida: las longitudes estándar de las fresas suelen ser de 6 m (20 pies), con longitudes cortadas disponibles para fabricación a corto plazo. Tenga en cuenta que la abrasión de la superficie de la escala del molino aumentará el desgaste de las herramientas en las sierras y los equipos de corte en comparación con el material encurtido o descalcificado.
La tubería BMS se puede doblar en frío dentro del radio de flexión normal (3 OD normalmente para la Lista 40 para tuberías por debajo de 2” NPS sin mandril). Para un radio de curvatura más pequeño o un programa más alto, necesita una dobladora de tubería con mandril para evitar la ovalación. La flexión por calor (por inducción, llama) se utiliza para tuberías de mayor diámetro y elimina el riesgo de ovalación por curvatura de radio estrecho.
Protección contra la corrosión y las superficies

El acero dulce negro no es inherentemente resistente a la corrosión. La superficie de las incrustaciones del molino no es una barrera duradera a largo plazo. Cuando la incrustación se desprende (daño mecánico, ciclos térmicos o expansión térmica diferencial), el acero subyacente expuesto se oxida rápidamente en ambientes húmedos u oxigenados. Los BMS desprotegidos pueden oxidarse en cuestión de semanas en aplicaciones al aire libre.
Las tres principales opciones de protección para tuberías BMS y acero estructural son: imprimación y recubrimiento (imprimación epoxi+ capa superior para servicio atmosférico); galvanizado en caliente (el recubrimiento de barrera de zinc para ambientes agresivos puede afectar la identificación de la tubería y puede requerir accesorios de reenhebrado); y recubrimiento anticorrosión aplicado en fábrica (FBE o envoltura de polietileno para tuberías enterradas). Para accesorios roscados (línea de gas), los accesorios para tuberías de acero negro según BS EN 10241 / ASME B16.3 son la opción de conexión estándar ideal para conexiones roscadas, se requiere cinta selladora de roscas o pasta en todas las uniones roscadas con clasificación de gas.
Estadísticas completas de vida útil de corrosión por medio ambiente y elección de protección documentadas en nuestro folleto de opciones de protección contra la corrosión de tuberías de acero negro.
Perspectivas y abastecimiento del mercado 2025-2026
El mercado mundial de tuberías de acero al carbono sigue una tendencia ampliamente positiva de expansión moderada con inversiones continuas en transmisión de gas natural, expansión de plantas de fabricación de procesos y sistemas de extinción de incendios en edificios comerciales pronosticados para una tasa compuesta anual de un solo dígito hasta 2030. Asia-Pacífico sigue siendo la fuente y el mercado primarios.
El cambio regulatorio más significativo de 2025 para los compradores estadounidenses es el regla final directa de PHMSA (julio de 2025) adopción de ASTM A53/A53M-22 en 49 CFR Parte 192 (Seguridad de tuberías de gas natural). Los compradores que especifiquen tuberías de acero negro para la distribución regulada de gas deben garantizar el cumplimiento de los proveedores con la edición 2022 de A53. Las ediciones anteriores no están aprobadas para nuevas construcciones según la regulación federal en 2025.
Para adquisiciones: verifique que los MTR incluyan composición química del lote, certificación de prueba mecánica (rendimiento, tracción, alargamiento), certificación de prueba hidrostática según la edición emitida por ASTM correspondiente. Los MTR deben llevar el número de calor trazable al lote de producción. Si no puede obtener MTR con trazabilidad, no debe seleccionar líneas de servicio reguladas.
Preguntas frecuentes
¿qué es el negro acero dulce?
Ver respuesta
¿cuál es la diferencia entre el acero dulce brillante y el acero dulce negro?
Ver respuesta
¿es la tubería de hierro negro lo mismo que la tubería de acero dulce?
Ver respuesta
¿se oxida el acero dulce negro?
Ver respuesta
¿se puede soldar acero dulce negro?
Ver respuesta
Acerca de este informe técnico
Baling Steel fabrica y suministra tuberías de acero dulce negro extruido y ERW según las especificaciones ASTM A53 y A106 para su uso en proyectos industriales y de infraestructura. La matriz de selección BMS-5 que se muestra aquí se derivó de los veinte años de experiencia de nuestros equipos de adquisiciones de ingeniería en tendencias de especificaciones erróneas observadas en proyectos de tuberías estructurales y reguladas fabricadas. La información regulatoria (regla PHMSA de julio de 2025) se obtuvo de avisos públicos federales; Los datos de propiedad del material ASTM provienen de las especificaciones estándar publicadas pertinentes.
¿necesita una tubería de acero dulce negro según ASTM A53 o A106?
Solicite una cotización con los informes de prueba del molino. REG y tubería extruida, Anexo 40 a XXH, NPS ½” a 24®.
Artículos relacionados
- La guía definitiva para tuberías de acero negro « Dimensiones completas de la tubería, tablas de programación, lista de verificación de MTC y datos de vida útil de corrosión
- Tubería de acero al carbono extruido ASTM A106 Grado B «Especificaciones de tuberías y capacidades de suministro
- Descripción general del material de acero negro « Grados, formas y especificaciones de suministro de acero dulce negro estructural
Referencias y fuentes
- Reglamento de seguridad de tuberías PHMSA (49 CFR Parte 192) « Departamento de Transporte de EE. UU., incluida la adopción en julio de 2025 de ASTM A53/A53M-22
- NFPA 54: Código Nacional de Gas Combustible «Asociación Nacional de Protección contra Incendios, disposiciones para tuberías de gas de acero negro
- NFPA 13: Norma para la Instalación de Sistemas de Aspersores «Asociación Nacional de Protección contra Incendios, materiales de tubería aprobados, incluido el acero negro
- AWS A5.18: Especificación para electrodos y varillas de acero al carbono para soldadura por arco blindado con gas « Sociedad Americana de Soldadura, requisitos de clasificación ER70S-6
- ASTM A53/A53M-22: Especificación estándar para tuberías, acero, negro y bañadas en caliente, recubiertas de zinc « ASTM International, requisitos mecánicos y protocolos de prueba

