


黑低碳鋼(BMS) 是幾乎所有工業和建築採購和工程供應鏈中都存在的傳統結構碳鋼,但工程師經常對其錯誤排序,用明亮的低碳鋼進行修改,或忽略基本的軋機規模表面影響 BMS 耐腐蝕性和可焊性的條件。此底漆填補了大多數 BMS 資源遺漏的技術缺失環節:BMS 的 BMS-5 選擇矩陣(黑色與明亮)和 BMS 的製造實驗室(決定 BMS 專案成功或失敗的焊接、切割和表面準備程序))。.
黑色低碳鋼快速規格
| 碳含量 | 0.16×0.29% C(低碳鋼) |
| 生產路線 | 熱軋高於重結晶溫度 (~920°C) |
| 表面狀況 | 磨粉規模(Fe2O3/Fe3O4 氧化層,厚度約 0.004 英吋) |
| 尺寸公差 | 扁平材 (ASTM A36 /EN S275JR) 上的 ±0.5 cont1.5% |
| 管道標準 | ASTM A53(環境服務)、ASTM A106 B 級(高溫) |
| 屈服強度(A53 Gr。 B) | 最低 241 MPa (35,000 psi) |
| 可焊性 | 出色的預熱能力,在 25 毫米以下的牆壁下很少需要 |
| 關鍵應用 | 天然氣管道、滅火、結構製造、工業流體系統 |
什麼是黑色低碳鋼 (BMS)?
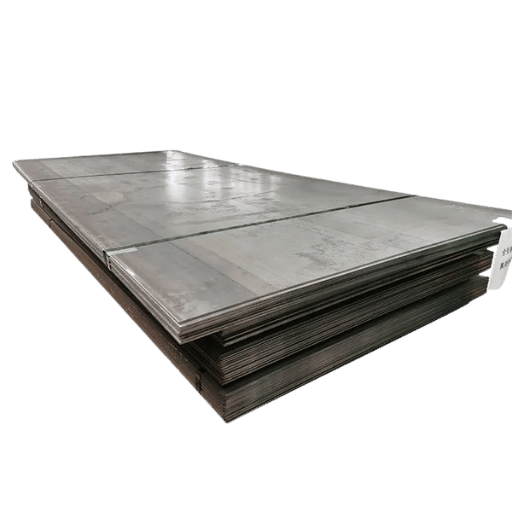
黑低碳鋼 (BMS) 是一種低碳結構鋼,由熱軋鋼坯製成,溫度遠高於重結晶溫度 (~ 920C)。由於其高溫,該鋼具有塑性:這使得能夠透過單次而不是多次中間冷拔退火來生產大橫截面。出現的高溫黑色氧化物形成了所謂的磨皮,並且是 BMS 名稱中「黑色」的來源。.
儘管不是出於這個目的而選擇的,但黑色確實有效地描述了表面狀態,而不是合金。材料為低碳軋製鋼合金(C 一般低於 0.29%),可取代任何代表性等級 S275JR(BS EN 10025)、A36(ASTM)或 Q235B(GB)。相同的熱軋碳鋼以管材形式供應,符合 ASTM A53 和 A106 標準(迄今為止目前使用的黑色低碳鋼管的最普遍規格)。.
【工程說明】
磨粉規模成分,FeO(矽藻土)、FeO(赤鐵礦)和 FeO(磁鐵礦),一種厚度約 0.004 英吋(0.10 毫米)的三層氧化物。這最初為下面的鋼提供了免受大氣腐蝕的保護,但很快就變成了‘毒藥’,因為氧化皮對下面的鋼來說是陰極的。每當碎裂時,下面的鋼的腐蝕速度都會比氧化皮快得多,電化學相互作用會影響第 7 節中所述的表面保護計劃和第 6 節中討論的焊接預熱要求。.
BMS 經常與黑鐵管混淆,黑鐵管是用於天然氣分配的黑鋼管的過時用法(1900 年之前)。事實上,黑鐵管是黑色低碳鋼管,“iron”形容詞是1900年之前鍛鐵供應鏈的殘餘。現代“iron”供應全部是低碳鋼(ASTM A53或類似產品)。.
就機械特性而言,BMS 具有延展性,在軋製狀態下具有中等硬度。標準結構等級的抗拉強度為 400 × 550 MPa,硬度通常在 130 × 180 HB 範圍內。低碳含量使脆性風險在正常製造溫度下保持在最低限度,儘管高溫快速淬火(不正確的焊接冷卻可能會發生這種情況)會產生更硬、更脆的熱影響區。.
BMS 與亮溫和鋼 BMS-5 選擇矩陣
訂購碳鋼時最常見的不準確之處是將通用黑色低碳鋼(熱軋)與亮低碳鋼(冷拔)混淆。它們是相同的基本合金成分。只是表面狀態、尺寸公差和機械性能不同。.
BMS-5 選擇矩陣將其定義為五個標準。.
| 標準 | 黑色低碳鋼 (BMS) | 明亮的拉製溫和鋼 | 如果...,請選擇 BMS |
|---|---|---|---|
| 1。 尺寸公差 | 鬆散(截面尺寸±0.5 pos1.5%);不適合 GD&T | 緊(圓桿上的 h9 CREASH11);逐節一致 | 不需要機械加工的結構製造、管道、焊接組件 |
| 2。 表面處理 | 磨皮(藍黑色氧化物);必須拆除以進行噴漆或焊接 | 清潔金屬(冷拔後醃製並塗油);油漆就緒 | 製造後將進行塗層的零件或製程中內建表面準備的零件 |
| 3。 尺寸範圍 | 寬:管道 OD ½ 英吋 in24 英吋+;板厚達 100 毫米;大型結構部分 | 窄:圓棒直徑約 100 毫米;扁棒寬度約 150 毫米;管尺寸有限 | 大橫截面、管道時間表、結構工字樑和通道 |
| 4. 成本 | 下:單熱軋道次,無二次冷拔或退火 | 更高:額外的冷拔+退火+泡菜+油加工步驟 | 不需要精密加工的大容量結構或管道應用 |
| 5。 殘餘應力 | 較低的殘餘應力;焊接前很少需要緩解應力 | 冷加工產生的殘餘應力較高;在關鍵焊接之前可能需要退火 | 重型焊接結構、壓力容器、焊接後尺寸穩定性至關重要的應用 |
BMS-5 決策邏輯
選擇 BMS(熱軋黑色)時:
- 此應用基於結構、管道或焊接製造 (1 + 3)
- 最大截面尺寸超出了明亮拉伸材料的實際尺寸範圍(請參閱標準 3)
- 製造過程中要塗底漆、噴漆、鍍鋅或塗層的表面(標準 2)
- 成本是一個重要的驅動因素,機械加工公差不是必需的(第四個標準)
選擇亮拉低碳鋼時:
- Pièces tournées ou usinées(機器預覽...):斧頭、goupilles、gabarits、aiguilles de guidage...
- 根據 ISO/ASME GD&T 進行近距離公差干涉或過渡擬合
- 裝飾或表面增強目的,其中表面光潔度在塗層之前很重要。.
- 美國 較小的棒材尺寸,明亮的拉拔供應充足,成本差異較小
【工程說明】
BMS和亮拉低碳鋼之間的延展性差距實際上相當窄。兩者都從相同的「標準」鋼成分開始。亮拉拔確實會使鋼材硬化並稍微減少伸長率(彎曲或冷成型的潛在限制),但只要接頭準備相同,可焊性的差異就微不足道。主要區別在於表面條件,BMS 上的磨皮塗層需要特定的去除步驟,而亮拉拔材料則不需要。.
BMS 管道規格:ASTM A53、A106 和時間表選擇

黑低碳鋼管由兩個獨立的 ASTM 標準定義,這些標準涵蓋不同的使用條件。在這裡做出錯誤的選擇是最常見的規格錯誤,特別是對於高溫或受監管的服務線路。.
| 標準 | B 級最小產量 | B 級最小拉伸 | 最大。服務溫度。. | 典型用途 |
|---|---|---|---|---|
| ASTM A53 Gr。 B | 241 MPa (35,000 psi) | 414 MPa (60,000 psi) | ≤371°C(700°F) | 標準燃氣、水、機械服務 |
| ASTM A106 Gr. B | 241 MPa (35,000 psi) | 414 MPa (60,000 psi) | ≤538°C(1,000°F) | 高溫蒸汽、製程、煉油廠 |
““規格警告”
A53 和 A106 B 級雖然在最小強度上相同,但透過碳當量、壁均勻性標準和熱處理靈活性進行區分。對於在 400 °F (204 °C) 以上的條件下使用蒸汽管道,高溫製程管道 指定僅 ASTM A106 B 級擠壓管道。根據 ASME B31.3,A53 ERW 管道未獲批准用於高溫壓力服務。.
擠壓與戰爭遺留爆炸物:黑色低碳鋼管製造路線
黑色低碳鋼管可透過兩種製造流程獲得,這些流程定義了壓力等級、焊接完整性和成本。擠壓管(由實心坯料形成,無縱向焊縫)在所有工序中提供一致的壁厚和完整的壓力等級。 ERW 管(由軋材製成,縱向縫焊)的標準服務成本較低,可在 ASTM A53 的附表 40 和 80 中輕鬆取得。.
對於天然氣分配、滅火和環境溫度工業流體系統,ASTM A53 ERW B 級是標準規格。對於更高的壓力、更高的溫度或關鍵服務,請註明 ASTM A106 擠壓管. 全管尺寸為 NPS ½ 英吋至 6 英吋、附表 40 和 80 壁厚、OD 和 ID 4 英吋記錄在我們的文件中 黑鋼管規格指南.
應用:瓦斯管道、消防和工業系統

黑色低碳鋼管是 2017 年允許的,並且在許多情況下是 2017 年強制規定的與氣體分配和滅火相關的跨行業管道規範:
- 天然氣管道:NFPA 54(國家燃氣規範)和 IFGC 第 404 條明確列出了用於燃氣分配的黑鋼管。這 管道和危險物質安全管理局 (PHMSA) 2025 年 7 月發布最終規則,正式將 ASTM A53/A53M-22 納入聯邦管道安全法規(49 CFR 第 192 部分)。.
- 消防:NFPA 13(灑水系統安裝標準)在批准的濕式和乾式灑水系統管道類型中提到了黑鋼管,並使用附表 40 作為大多數濕式管道的最小壁厚。.
- 製程管道:製造工廠、中央工廠冷凍水系統、壓縮空氣系統和蒸汽管道使用 ASME B31.1(動力管道)和 ASME B31.3(製程管道)下的黑色低碳鋼管道。.
如果適用腐蝕性使用條件(埋地氣體管線、海上環境或直接土壤接觸),則需要額外的腐蝕保護。有關 BMS 管道應用、批准規範和使用壽命數據的完整審查,請參閱我們的 黑鋼管應用以及天然氣和滅火應用指南.
焊接、切割和製造指南
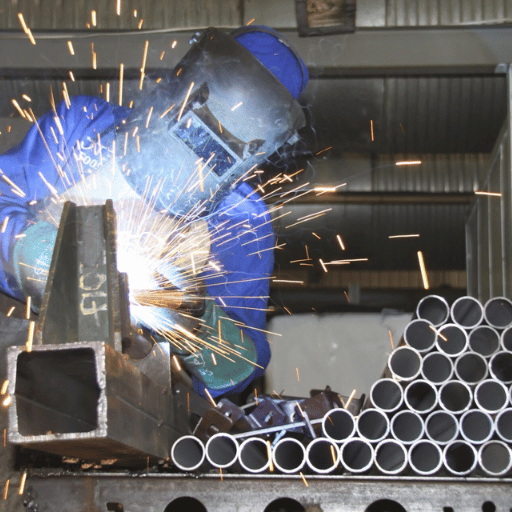
黑色低碳鋼是最容易使用的焊接材料之一,它限制了碳當量 (Ceq) 值,並自動降低了大多數熱車間條件下氫引起的開裂風險。真正的問題是磨皮表面 (b),它經常被低估為 BMS 製造中焊接缺陷的真正根本原因。.
磨機規模:隱藏焊接污染物
磨粉層(FeO/FeO/FeO 氧化物層)導致一些氣體在仍處於液態時被困在焊池中,這些氣體在凝固前也無法逸出,並可能導致焊接內的孔隙率、地下空腔,從而減少焊接的橫截面積和焊接的疲勞強度。水垢也會導致多餘的氫氣從水垢內的濕氣進入熱影響區。在工程師報告中,BMS 管焊縫的廢品很常見,否則這些廢品會在清潔的表面上通過檢查,歸因於磨屑去除不良。.
【工程說明】
行業實踐是磨回距離焊接接頭至少 25 毫米(1 英寸)的地方,一直到焊接周圍,而不僅僅是在焊道內。暴露在熱影響區邊緣(距離焊道 3 至 5 毫米)的磨粉量仍然可以在凝固過程中提供孔隙率來源。用於氣體或壓力服務的管道焊接,在組裝前研磨並清潔成明亮的金屬。.
磨機規模去除方法
| 方法 | 設備 | 最好的 | 筆記 |
|---|---|---|---|
| 角磨 | 翻板盤(40 個 80 砂粒)或砂輪 | 現場焊接、管端、現場準備 | 最快現場方法;從接頭處向後移除 25 毫米 |
| 酸洗(酸浴) | 鹽酸或硫酸溶液 | 全截面板材、片材、管材 | 完全去除水垢;需要中和+個人防護裝備 |
| 噴砂/噴砂 | 防爆櫃或便攜式爆能槍 | 大型組裝,預塗漆準備 | SA 2.5 噴砂標準可實現近白色金屬表面處理 |
| 鋼絲刷 | 帶鋼絲杯刷的角磨機 | 光刻去除,僅表面清潔 | 單獨不足以進行焊接準備,無法到達賤金屬 |
焊接工藝選擇
米格(GMAW)
- 填料:ER70S-6(不是 ER70S-2)增加 Mn 和 Si 脫氧劑可彌補磨機規模的污染
- 氣體屏蔽:淺焊縫為 75Ar/25 CO,深熔深為 100 CO
- 最適合:結構製造、管道釘扎、大批量車間焊接
蒂格(GTAW)
- 填料:ER70S-2或ER70S-6桿; 100% Ar 屏蔽
- 必須完全去除磨皮,且對焊池中的脫氧劑沒有耐受性
SMAW(棒)
- 電極:E7018低氫用於所有程式碼工作,E6013用於一般製造。.
- 儘管仍建議對程式碼焊接進行研磨,但銑削對銑削比例相當耐受
- 最適合:現場施工、室外焊接、重型結構
如果磨粉規模未完全去除,或在 BMS 管道上進行現場焊接,請給予 ER70S-6。 ER70S-6 中較高的 Mn/Si 可以消除焊接池中更劇烈的氧化,從而減少孔隙率的機會。渣體積稍大,在結構焊接上可以,這對於代碼品質管接頭的根部通過來說是不理想的。.
切割和鑽孔 BMS
透過標準 csi 或 HSS 工具輕鬆獲得黑色低碳鋼;等離子弧對於板和管道來說最快;用於現場切割的氧乙炔;角磨機,帶有磨料切割輪或小直徑管。鑽孔時,將含有切削油的高速鋼或鈷鑽頭帶入必須吸收熱量的較厚部分。磨機刻度表面(閃亮的黑色)會比明亮的拉製鋼更使您的工具變鈍。.
因此,不要因為您的鑽頭比明亮的拉製鋼磨損得更早而氣餒。對於需要客製化長度的項目,供應商可以提供按尺寸切割的部分,標準磨機長度通常為 6 m(20 英尺),切割長度可用於短期製造。請注意,與酸洗或除鱗庫存相比,磨粉機表面的磨損會增加鋸子和切割設備的刀具磨損。.
BMS 管道可以在正常彎曲半徑內冷彎曲(對於 2 英寸以下 NPS 的管道,通常為 3 OD,不含心軸)。對於較小的彎曲半徑或較高的時間表,需要帶有心軸的彎管機以避免橢圓形化。熱彎曲(透過感應、火焰)用於較大直徑的管道,並消除半徑急彎的橢圓形化風險。.
腐蝕和表面保護

黑色低碳鋼本質上並不耐腐蝕,因為磨皮表面不是耐用的長期屏障。當氧化皮脫落(機械損壞、熱循環或熱膨脹差異)時,暴露的底層鋼材在潮濕或含氧環境中會迅速生鏽。在戶外應用中,未受保護的 BMS 可能會在幾週內生鏽。.
BMS 管道和結構鋼的三個主要保護選項是: 底漆和塗層(環氧底漆+ 頂塗層,用於大氣服務);熱浸鍍鋅(針對惡劣環境的鋅屏障塗層可能會影響管道 ID,可能需要重新穿線配件);以及工廠應用的防腐塗層(用於埋地管道的 FBE 或聚乙烯包裹物)。對於螺紋配件(燃氣管道),符合 BS EN 10241/ASME B16.3 的黑鋼管配件是螺紋連接的標準連接選項,所有燃氣額定螺紋接頭都需要螺紋密封膠帶或糊劑。.
我們的黑鋼管腐蝕保護選項手冊中記錄了按環境和保護選擇劃分的完整腐蝕使用壽命統計數據。.
2025 年市場展望與採購 2026 年
全球碳鋼管市場仍呈現溫和擴張的大致正面趨勢,預計到 2030 年,天然氣輸送、製程製造廠和商業建築滅火系統的持續投資將達到中個位數複合年增長率。亞太地區仍將保持中等水準。主要來源和市場。.
2025 年對美國買家來說最重要的監管變化是 PHMSA 直接最終規則(2025 年 7 月) 將 ASTM A53/A53M-22 採用到 49 CFR 第 192 部分(天然氣管道安全)。指定用於受監管天然氣分配的黑鋼管的買家必須確保供應商遵守 2022 年版 A53。根據聯邦法規,早期版本不會在 2025 年批准用於新建築。.
採購:驗證MTR是否包括化學批次成分、機械測試認證(產量、拉伸、伸長率)、相關ASTM發布版本的靜水壓測試認證。 MTR 應攜帶可追蹤生產批次的熱量編號。如果無法取得可追溯的 MTR,則不應選擇受監管的服務線路。.
常見問題
什麼是低碳鋼黑?
查看答案
明亮低碳鋼和黑低碳鋼有什麼差別?
查看答案
黑鐵管和低碳鋼管一樣嗎?
查看答案
黑色低碳鋼會生鏽嗎?
查看答案
可以焊接黑色低碳鋼嗎?
查看答案
關於本技術報告
Baling Steel 製造和供應符合 ASTM A53 和 A106 規格的擠壓鋼管和 ERW 黑色低碳鋼管,用於工業和基礎設施項目。此處顯示的 BMS-5 選擇矩陣源自我們的工程採購團隊 20 年來在製造的結構和受監管管道項目中看到的錯誤規範趨勢的經驗。監管資訊(PHMSA 2025 年 7 月規則)來自聯邦公告; ASTM材料性能數據來自相關公佈的標準規範。.
相關文章
- 黑鋼管終極指南 完整管道尺寸、時間表表、MTC 檢查表和腐蝕使用壽命資料
- ASTM A106 B級擠壓碳鋼管 2 管道規格和供應能力
- 黑鋼材質概述 2 結構黑色低碳鋼牌號、形式及供應規格
參考文獻和來源
- PHMSA 管道安全法規(49 CFR 第 192 部分) 美國交通部,包括 2025 年 7 月採用 ASTM A53/A53M-22
- NFPA 54:國家燃氣規範 2。國家消防協會,黑鋼瓦斯管道規定
- NFPA 13:灑水系統安裝標準 2。國家消防協會核准的管道材料,包括黑鋼
- AWS A5.18:氣屏蔽電弧焊接碳鋼電極和棒的規格 根據美國焊接協會,ER70S-6 分類要求
- ASTM A53/A53M-22:鋼管、黑色和熱浸鍍鋅的標準規格 ad ASTM International,機械要求和測試協議

