


Snelle Specs
| Materiaal | Austenitisch & Duplexroestvrij staal |
| Manufacturing | Naadloze 1 gevormd uit massieve knuppel, geen lasnaad |
| Governing Standard | ASTM A³12/A312M-25 (laatste herziening mei 2025) |
| Grootte Range | NPS 1/8″ tot 30″ (DN 6 tot 750) |
| Gemeenschappelijke graden | TP304, TP304L, TP316, TP316L, TP321, Duplex 2205 |
| Schema's | 5S, 10S, 40S, 80S, 160 (volgens ASME B36.19M) |
Een SS SMLS-buis is een roestvrijstalen buis gevormd uit een zuivere knuppel zonder lasnaad in de lange lengte van de buis Volgens de ASTM A312/A312M-specificatie is een SS SMLS-buis bedoeld voor gebruik in hogedrukprocesleidingen, chemicaliënoverdracht en offshore-omgevingen waar de integriteit van de stomplassen van cruciaal belang is voor de systeemveiligheid. Deze technische referentie combineert de factoren die de kwaliteitsselectie bepalen, identificeert de toepasselijke ASTM- en ASME-specificatie, biedt maatgegevens over typische planningsmeters en bespreekt welke specificaties inkoopingenieurs moeten specificeren om een potentieel kostbare fout in de aankooporder voor buizen te minimaliseren.
Wat is een SS SMLS-pijp?
“SS” is een standaard technische afkorting voor een roestvrij staal, dat is een staallegering met ongeveer 11% chromiμm (soms een paar extra elementen toevoegend).De chromiμm reageert om een chroomoxidefilm te vormen op het oppervlak van de legering die corrosieweerstand biedt die goed genoeg is om de noodzaak van externe beschermende coatings te elimineren. “ is een term die wordt gebruikt voor de productiemethode van pijpen; de buis is gemaakt van een massief rond stuk staal, door deze in een buis te doorboren en te trekken, waardoor deze overal over de lengte vrij is van longitudinale lasnaad.
Waarom is de afwezigheid van de lasnaad belangrijk? een lasnaad vertegenwoordigt een verenigde verbinding van twee verschillende stukken staal die met elkaar zijn verbonden door verwarming en druk. In omgevingen met hoge druk, injectie, corrosieve chemische of vermoeiingsbelasting wordt een lasnaad een zwakke schakel in de structuur. ASME B31.3 specificeert een gezamenlijke efficiëntiewaarde“ van E=1,00 voor naadloze pijp, wat betekent dat er geen zwakke verbinding is om de ontwerpdruk te vergroten. Belasting.
De ASTM A312/A312M specificatie heeft betrekking op productie, markering, en testen van naadloze en gelaste austenitische roestvrij stalen buis voor hoge temperatuur of algemene corrosieve service ASTM geeft aan dat elke buislengte gemarkeerd moet worden met het warmtenummer, de beoogde legering aanduiding (zoals TP316L), de nominale buismaat, het roosternummer, en de conformiteitsnorm Met deze informatie kan de inspectie en back track naar grondstoffen op elk punt tijdens de logistieke stroom naar de oorspronkelijke molen worden voltooid Deze traceerbaarheid is een belangrijke overweging voor kwaliteitsborging bij de aankoop.
Wat is roestvrij? het is niet één legering maar een familie van corrosiebestendige staalsoorten; elke roestvrij is een ijzerlegering met voldoende hoeveelheden chroom om een zelfvernieuwende anoxische film te vormen ASTM A312/A312M naadloze buis wordt vervaardigd uit die familie van legeringen op een manier die een goede corrosieweerstand en sterkte in een enkellasloze buis garandeert.
Wat betekent SMLS in Piping?
Wat betekent SMLS? in standaard tekst met stalen buisspecificaties of inkoopordertaal betekent de aanduiding SMLS.. betekent dat de buis is gevormd uit een massief “billet” van staal door de vorm te doorboren en te volgen door verlenging Dit maakt de buis vrij van een langnaadlas zoals andere buizen dat zijn, door een vlakke uitgestrektheid van gelast staal te nemen en deze tot een cilinder te rollen. Het onderscheid in lassen heeft belangrijke technische implicaties bij het afleiden van ontwerpdruk; ASME B31.3 kent een lasefficiëntiewaarde van 1,00 toe aan het SMLS-type van allemaal en een lasefficiëntiewaarde van TP 0, 85 aan het type 1 lasbuis, waardoor de verbindingsbuis wordt bespaardruk overbelast, de eindleiding, de naald, de naald, de dikte, de naald, de naald, de dikte, de naald, de naald, de naald, de naald, de dikte, de techniek, de eind, de dikte, de techniek, de eind, de ring, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de band, de.
Hoe roestvrijstalen naadloze buis wordt vervaardigd
Er zijn drie primaire methoden voor het vormen van SS SMLS-buizen en elk is aangepast aan een ander maatbereik van leidingwerk.
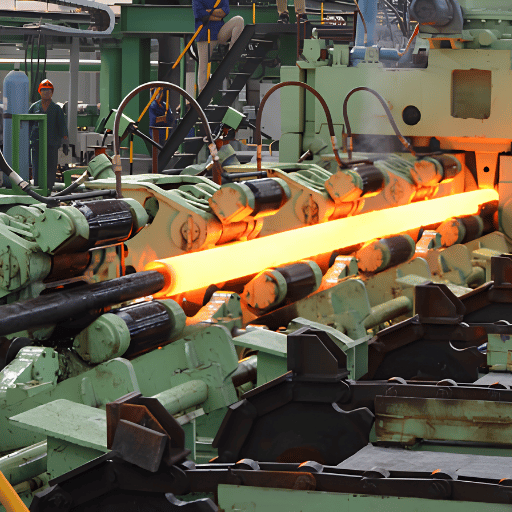
1. Hete extrusie (Mannesmann-proces)
De productie van naadloze buizen met een grote diameter begint met een massieve ronde knuppel die in een roterende haardoven tot 1200-1280 °Celcius wordt verwarmd, van daaruit wordt de knuppel in een roterende piercer getransporteerd, een kikkerachtig apparaat met twee cilinders en rollen die in dezelfde richting draaien, die de knuppel vastgrijpen en over een stationair piercingpunt hameren, waardoor de eerste twee halve holle schaal ontstaat. Vanaf hier wordt de schaal getransporteerd in een plugmolen of doornmolen voor verlenging en wandverdunning. De gebroeders Mannesmann bestonden in Duitsland in de jaren 1880 en hebben het roterende piercingproces ontwikkeld, dat in bewezen grote naadloze buizen de belangrijkste technologie in moderne diameter blijft.
2. Koude Tekening
Verdere koude afwerking kan worden gevormd bij kamertemperatuur na hete extrusie, voor een nauwere maatregeling en een gladdere oppervlakteafwerking. Het koudetekenproces trekt de warm geëxtrudeerde holte door een reeks steeds kleinere matrijzen, ondersteund door een interne doorn of plug, die elk de uitwendige diameter en wanddikte van de buis in lineaire variatie voor elke doorgang verkleinen. Koudgetrokken naadloze buis levert doorgaans oppervlakteruwheidswaarden op in het bereik van 1,6-3,2 m versus 3,2-6,3 m voor warm afgewerkt product, waardoor koud tekenen de voorkeursmethode is voor instrumentatie en farmaceutische leidingen, waarbij de oppervlaktekwaliteit de reinigbaarheid beïnvloedt.
3. Koud loodsen
Koud heien, een ringmatrijsproces, houdt in dat de pijp stapsgewijs wordt toegevoerd aan een paar gegroefde matrijzen die heen en weer schommelen, waarbij de oppervlakte van de buis wordt weggestoten en de diameter en wanddikte van de pijp bij elke slag worden verminderd. Hetzelfde basisproces werd ontdekt door de gebroeders Mannesmann in 1880-1881, en moderne molens zijn in staat om in één doorgang een oppervlaktevermindering van 60-90% van de oorspronkelijke dwarsdoorsnede te bewerkstelligen, waardoor buizen met een gelijkvormigheid van afmetingen en muren worden geproduceerd, bekend als “ met ” Koude heiming is het meest effectief op kleine diameter, dunne wand roestvrijstalen buizen die worden gebruikt in warmte-uitwisselingstoepassingen en nucleaire energiecomponenten.
📐 Technische opmerking
Oplossingsgloeitemperatuur van austenitische kwaliteiten: 1040-1100 C (1900-2010 F), ASTM A312 6.2. De buis moet snel worden gekoeld om carbideprecipitatie en sensibilisatie van de korrelgrens te voorkomen.
Zodra de pijp van temperatuur van gebruik is afgekoeld, wordt het onderworpen aan niet-destructief onderzoek voor de dienst hier ASTM A312 vereist ofwel wervelstroom testen of hydrostatische testen (of beide afhankelijk van de specificatie van de klanten) De pijp wordt rechtgetrokken, op bestelling gesneden, gestencild, en voorbereid voor de export.
SS SMLS Pijpgraden 304 versus 3 versus duplex en verder
Rangkeuzes bepalen de beschikbaarheid van corrosieweerstand, mechanische sterkte, lasbaarheid en prijs. Hier wordt een vergelijkingstabel gepresenteerd van de ruwe elementaire grondstoffen die voorkomen in de zes meest bestelde austenitische en duplexkwaliteiten voor de productie van naadloze roestvrijstalen buizen, zoals geleverd onder ASTM A312.
| Grade | UNS | Cr (%) | Ni (%) | Mo (%) | C (maximaal %) | Max Service Temp |
|---|---|---|---|---|---|---|
| TP304 | S30400 | 18–20 | 8–11 | — | 0.08 | 870 °C (1600 °F) |
| TP304L | S30403 | 18–20 | 8–13 | — | 0.035 | 870 °C (1600 °F) |
| TP316 | S31600 | 16–18 | 10–14 | 2–3 | 0.08 | 870 °C (1600 °F) |
| TP316L | S31603 | 16–18 | 10–14 | 2–3 | 0.035 | 870 °C (1600 °F) |
| TP321 | S32100 | 17–19 | 9–12 | — | 0.08 | 870 °C (1600 °F) |
| Duplex 2205 | S32205 | 22–23 | 4.5–6.5 | 3.0–3.5 | 0.03 | 315 °C (600 °F) |
Wat is het verschil tussen 304 en 316 roestvrijstalen buizen?
De primaire mineralogische variatie over dit bereik is molybdeen; graad 316 heeft 2-3% molybdeengehalte, wat verantwoordelijk is voor de verhoogde weerstand tegen chloride putjes en spleetcorrosiefouten, vooral in mariene omstandigheden, kustomgevingen of toepassingen waarbij andere gechloreerde chemicaliën betrokken zijn Graad 304 bevat geen opzettelijke molybdeen toevoeging In zoetwaterdiensten, voedselverwerkingsfabrieken en gematigde industriële omgevingen waar chloride niveaus onder de 200 ppm worden gehouden, zullen lengtes van graad 304 een gelijkwaardige corrosielevensduur hebben, maar tegen lagere materiaalkosten Anticiperen een prijsverschil van 20-40% zal de prijs van nikkel en 316 naadloze buizen verhogen.
De ASTM A312 Grade Selection Matrix
Gebruik deze beslissingsboom om het juiste cijfer verder te verfijnen
- Bijtend milieu (chloriden, zuren, blootstelling aan de zee)?
- Chlorideconcentratie >200 ppm → Duplex 2205 (PREN ≥35)
- Chlorideconcentratie ≤200 ppm, of zuurdienst → 316L
- Niet-corrosieve / milde omgeving?
- Bedrijfstemperatuur >500 C 321 of 347 (titanium- of niobium-gestabiliseerd om sensitzatie te weerstaan)
- Bedrijfstemperatuur 500 C, voedsel of pharma contact 304L (elektropolished, Ra 0.8 m)
- Algemene industriële dienst → 304
Toepassing, klassekartering:
- Olie & gas → 316L /Duplex 2205
- Chemische verwerking → 316L
- Farmaceutisch → 316L elektrolytisch gepolijst
- Eten & drinken → 304L
- Energieopwekking → 321 / 347
- Algemeen industrieel → 304
Veel voorkomende misvatting: “316 is altijd beter dan 304.” In omgevingen die vrij zijn van blootstelling aan chloride, biedt 304 vergelijkbare niveaus van corrosieweerstand voor 20-40% lagere prijs Overordering van 316 wanneer 304 voldoende zou zijn geweest is een inefficiënte besteding van inkoopdollars De “ 304L en 316L (het materiaal bij uitstek zodra de mogelijkheid van veldlassen bestaat, aangezien hun verminderde koolstof (<0,035% max in tegenstelling tot 0,08%) bestand is tegen intergranulaire corrosie in de door hitte beïnvloede zone.
“Het belangrijkste verschil tussen 304 en 316 zit in de legeringschemie 316 bevat molybdeen, wat de weerstand tegen corrosie aanzienlijk verbetert, vooral in de aanwezigheid van chloriden en veel industriële oplosmiddelen”
€ Technische bronnen, Ryerson Inc.
Zie de Baling Steel-geleiders voor andere legeringspijpopties...
ASTM A312 en de Belangrijkste Normen voor Naadloze SS-Buis
Verschillende ASTM/ASME-normen hebben betrekking op roestvrijstalen naadloze buizen en pijpen, een snelle primer, om specificatiefouten te helpen voorkomen...
ASTM A312/A312M-25 vertegenwoordigt de meest geciteerde specificatie voor naadloze, gelaste en zwaar koud bewerkte austenitische roestvrijstalen buizen voor hoge temperaturen en algemene corrosieve service. Het omvat buizen in de maten NPS 1/8″ tot en met 30″, evenals het volledige scala aan austenitische kwaliteiten (304, 316, 321, 347 en andere). De meest recente editie (gepubliceerd in mei 2025) heeft verschillende belangrijke materiaaleigenschapstabellen en testprotocollen herzien. Specificatieschrijvers moeten verwijzen naar de huidige editie.
ASTM A269 dekt naadloze en gelaste austenitische roestvrijstalen buizen voor algemene service, instrumentatie, warmtewisselaar en leidingtoepassingen met kleine boring. A269-buizen worden gespecificeerd op basis van de buitendiameter (OD 6,0-50,8 mm) in plaats van NPS en gebruiken dunnere wanddiktes dan A312-buizen. De norm is niet bedoeld voor hogedrukprocesleidingen.
ASTM A213 specificeert naadloze ferritische en austenitische legeringsstaalketel-, oververhitter- en warmtewisselaarbuizen. Er wordt regelmatig naar verwezen in toepassingen voor energieopwekking die buizen vereisen die in staat zijn om op lange termijn te werken bij verhoogde temperaturen bij specifieke verhoogde interne drukken. Raadpleeg de A106-specificatie voor toepassingen van naadloze buizen van koolstofstaal bij energieopwekking.
De ASME-standaardspecificatie is SA312 (Alleen het voorvoegsel “S” zou de ASME onderscheiden van de ASTM-standaard).Dit is in alle technische opzichten identiek aan de ASTM-specificatie, zojuist onderscheiden door het voorvoegsel “. Er wordt naar verwezen in de ASME BPVC. Veel fabrieken citeren dubbele certificering voor naadloze buizen zonder extra kosten volgens zowel de ASTM A312- als de ASME SA312-specificaties, omdat dit bespaart op het hebben van twee verschillende staalwarmtes op voorraad en productie voor verschillende codetoepassingen.
ASTM A789 en A790-Duplex roestvrij staal oftewel S32205 of S32750 (zie de relevante pagina..) wordt gespecificeerd wanneer omgevingen met verhoogde chlorideniveaus of het voordeel van wanden met een hogere vloeigrens de uitbreiding van het leidinggewicht compenseren.
| Standaard | Product | Scope | Grootte Range |
|---|---|---|---|
| ASTM A312 | Pipe | Naadloze + gelaste austenitische SS | NPS 1/8″-30″ |
| ASTM A269 | Buizenstelsel | Naadloze + gelaste austenitische SS voor algemene service | OD 6,0-50,8 mm |
| ASTM A213 | Buizenstelsel | Naadloze ketel/oververhitter/warmtewisselaarbuizen | OD 6,0-50,8 mm |
| ASTM A789 | Buizenstelsel | Naadloze + gelaste duplex SS | OD 19,0-60,5 mm |
| ASTM A790 | Pipe | Naadloze + gelaste duplex SS | NPS 3/4″-10″ |
Elke SS SMLS-pijpverzending moet een MTR bevatten (ook wel Mill Certificate of MTC genoemd).Controleer deze 5 velden op alle SS SMLS-pijpen: (1) Warmtenummer en pijpstenciling, (2) chemische analyse waarbij Cr/Ni/Mo-concentraties worden vergeleken met ASTM-limieten, (3) trek- en vloeigrens vergeleken met Tabel 4-minima, (4) Hydrotestdruk en -resultaat, en (5) NDE-methode en acceptatiecriteria Rode vlag: Als MTR een ASTM-standaardrevisie aangeeft die meer dan 3 jaar oud is, vraag dan een molenverduidelijking aan.
SS SMLS-buismaten, schema's en afmetingengrafiek

Hieronder is een dimensietabel voor het meest voorkomende NPS-groottebereik (1/2″ tot en met 8″) met wanddiktes voor ASME B36.19M-schema's 10S, 40S en 80S. Wanddiktewaarden worden berekend voor 316/316L roestvrij 7,99 g/cm dichtheid Naar bronmateriaal en fabricatorbiljetten van materialen of gecertificeerd dimensionaal gegevensblad moet worden verwezen voor de uiteindelijke afmetingen.
| NPS | OD (mm) | SCH 10S Muur (mm) | SCH 40S Muur (mm) | SCH 80S Muur (mm) | SCH 40S Wt (kg/m) |
|---|---|---|---|---|---|
| 1/2″ | 21.34 | 2.11 | 2.77 | 3.73 | 1.29 |
| 3/4″ | 26.67 | 2.11 | 2.87 | 3.91 | 1.71 |
| 1″ | 33.40 | 2.77 | 3.38 | 4.55 | 2.54 |
| 1-1/4″ | 42.16 | 2.77 | 3.56 | 4.85 | 3.44 |
| 1-1/2″ | 48.26 | 2.77 | 3.68 | 5.08 | 4.11 |
| 2″ | 60.33 | 2.77 | 3.91 | 5.54 | 5.52 |
| 3″ | 88.90 | 3.05 | 5.49 | 7.62 | 11.47 |
| 4″ | 114.30 | 3.05 | 6.02 | 8.56 | 16.32 |
| 6″ | 168.28 | 3.40 | 7.11 | 10.97 | 28.69 |
| 8″ | 219.08 | — | 8.18 | 12.70 | 43.20 |
📐 Technische opmerking: wanddiktoleranties
Toleranties voor wanddikte per ASTM A312: (+20%) /(2,5 %) voor NPS 2,5″. (+22,5%) /(2,5 %) voor NPS 3-18. Een getolereerde SCH 40S-buis met een nominale meting van 3,91 mm mag echter op elk moment worden gemeten tot slechts 3,42 mm. Drukberekeningen moeten rekening houden met de minimale wand (=golf) als de ontwerpwanddikte.
Aanbevelingen voor schema-aanduiding: SCH 10S is gespecificeerd in lagedrukinstrumentlijnen en nutsvoorzieningen SCH 40S is de standaard voor de meeste procesleidingen per ASME B31.3 Process Piping-code Gebruik SCH 80S in hogedrukservice of voor installaties die extra wanddikte vereisen om draadsnijden of corrosietoeslag mogelijk te maken Voor volledige tabellen met afmetingen over pijptypen, raadpleeg de schema van de pijp en pijpgroottes guides.
Naadloze vs Gelaste Roestvrij staalpijp

Het kiezen van naadloze of gelaste roestvrijstalen leidingen impliceert overwegingen van toegestane druk, beschikbaarheid van afmetingen, maattoleranties en economie. Hieronder staan gemeten cijfers die technische beslissingen moeten ondersteunen.
| Parameter | Naadloos | Gelast (ERW/LSAW) |
|---|---|---|
| Weld Seam | Geen | Longitudinaal (ERW) of spiraalvormig (SSAW) |
| ASME Sec. VIII Gezamenlijke efficiëntie (E) | 1.00 | 0,85 (Type 1-verbinding, geen RT) |
| Muuruniformiteit | ±12,5% typisch | ±5-10% (van vlakgewalst band) |
| Max. Standaardgrootte (NPS) | 24″ (typisch) | 48″+ |
| Oppervlakteafwerking (Ra) | 3,2-6,3 μm (warm afgewerkt) | 0,8-3,2 μm (koudgewalst band) |
| Kosten Premium | Baseline | 15-40% minder dan naadloos |
| Lead Time | 8-16 weken (import) | 4-8 weken |
In tegenstelling tot de verwachting hebben ingenieurs uit de industrie verklaard dat weinig lassen als gevolg van koudgewalst bandstaal binnenkomen met strakkere wanddiktetoleranties (5-10%) dan naadloze buis (12.5%), aangezien koudgewalst bandmateriaal over de gehele dikte even sterk wordt gecontroleerd zonder dat verdere controle na het lassen nodig is Als wanduniformiteit (en radiografie) van de las voorop lijkt te staan, zou gelaste buis naadloos kunnen presteren op maatconsistentie.
✔ Wanneer u naadloos kiest
- Hogedrukdienst per ASME B31.3 (gezamenlijke E=1.0)
- Ernstige cyclische belasting of trilling
- Zure gasdienst per NACE MR0175
- NPS ≤12″ waar de beschikbaarheid goed is
⚠ Als gelast wordt, kan het beter zijn
- Grote diameter (>24″ NPS) naadloos niet beschikbaar
- Strakke wanddikte tolerantie vereist
- Budgetbeperkte, niet-kritieke service
- Korte doorlooptijd vereist (4-8 weken vs 8-16)
Wat zijn de drie soorten stalen buizen?
Er zijn hoofdzakelijk drie soorten stalen buizen op basis van de vervaardigingsmethode: (1) Naadloos, vervaardigd uit een knuppel door gatuitzetten door heien; (2) ERW (Electric Resistance Welded), vervaardigd uit warmgevormd vlakgewalst materiaal als een halve cilinder waarvan de eindranden zijn verbonden door hoogfrequente elektrische stroom geleverd door gepaarde rollen; en (3) LSAW (Longitudinally Submerged-Arc Welded), verkrijgbaar bij 16″ NPS en groter, gevormd als een halve cilinder van koudgevormd band gevoed door een ondergedompelde booglaskop Zie voor meer informatie de Baling Steel-geleiders op 16″ NPS en groter ERW pijp en roestvrij staal gelaste pijp.
Naadloze buis versus naadloze buis Bestelling van het juiste product
De termen “pipe” en “tube” zijn niet uitwisselbaar bij aanbestedingen; ze beschrijven verschillende producten met afzonderlijke standaardspecificaties en specificeren verschillende afmetingen. Het selecteren van de verkeerde kan leiden tot aanpassingsproblemen bij veldfabricage.
| Benaming | “1 inch” Pijp (NPS 1″) | “1 inch” Tube (1″ OD) |
|---|---|---|
| Werkelijke OD | 1,315″ (33,40 mm) | 1.000″ (25,40 mm) |
| Maatvoering Standaard | ASME B36.19M | Fractionele OD |
| Governing Spec | ASTM A312 | ASTM A269/A213 |
| Muur gespecificeerd als | Schema (SCH 10S, 40S, 80S) | Gauge of decimale inches |
| Eind Afwerking | Effen uiteinde of afgeschuind | Vierkante snede |
| Typische toepassing | Proces leidingsystemen | Instrumentatie, warmtewisselaars |
Bij bestelling door NPS is de maatconventie waar de verwarring begint. NPS 1″ pijp heeft geen buitendiameter van 1″. Het heeft een buitendiameter van 1,315″ (33,40 mm). Het oudere systeem, ontwikkeld in de 19e eeuw om de diameter van de pijpinstallatie te bepalen op basis van de geschatte boringgrootte, terwijl de buis wordt bemeten op basis van de werkelijke buitendiameter. Een buis“ van 2000 inch heeft een OD van 1,000″, driehonderdste inch kleiner dan NPS 1″ pijp (33,40 mm, 1,315″ OD).
Het bestellen van “1” met roestvrijstalen buis voor NPS 1″ pijpontwerp resulteert in een dimensionele discrepantie van 24% (1,000″ versus 1,315″ buitendiameter), resulterend in een mismatch tussen montage en accessoires.
Opmerking: bevestig altijd of de tekeningafmetingen voor NPS (pijp) of fractionele buitendiameter (buis) zijn.
Hoe u de juiste SS-naadloze buis voor uw project selecteert

Gids verkrijgbaar bij Baling Steel over het kiezen van de juiste NPS- of OD-aanduiding en ketelbuis specificaties.
- ✔
Rang: Specificeer de exacte graad met het achtervoegsel “L” als het lassen gepland is (304L, 316L) Het weglaten van de aanduiding “ riskeert intergranulaire sensibilisatie tijdens veldlassen, omdat standaardkwaliteiten (304, 316) het mogelijk maken om tot 0,08% koolstof 0 genoeg te vormen om chroomkoolstof te vormen in de door laswarmte beïnvloede zone. - ✔
Grootte & Schema: NPS en roosternummer vermelden (bijvoorbeeld NPS 2″ SCH 40S) Controleer of de OD-waarde op de tekening overeenkomt met de NPS-conventie 2″ pijp heeft een OD van 60,33 mm, niet 50,80 mm. - ✔
Standaard: Referentie ASTM A312/A312M-25 voor procesleidingen Indien het project onder ASME Boiler and Pressure Vessel Code valt, vraag dan zonder extra kosten dubbele certificering aan SA312 aan. - ✔
Oppervlakteafwerking: Heet afgewerkt (standaard, Ra 3,2-6,3 µm), koudgetrokken (Ra 1,6-3,2 µm), of elektrolytisch gepolijst (Ra ≤0,8 µm voor farmaceutische en halfgeleidertoepassingen) De afwerking beïnvloedt de reinigbaarheid en de corrosie-initiatieweerstand. - ✔
Lengte: Willekeurige lengte (5,8-6,4 m) is kosteneffectief; vaste/gesneden lengte vermindert veldsnijden maar voegt 10-15% toe aan de prijs Standaard molen willekeurig is ongeveer 6 m (20 ft). - ✔
Eindafwerking: Effen uiteinde (PE) voor fittinglasfittingen, afgeschuind uiteinde (BE) voor stomplasverbindingen (standaard 37,5° afschuining per ASME B16.25), of schroefdraaduiteinde (TE) voor verbindingen met kleine boring NPS 2″ en lager. - ✔
Testen en BDE: Hydrostatische test is verplicht volgens ASTM A312 §11. voor kritische service (hogedruk, cyclisch, zuur gas), voeg aanvullende ultrasone tests (UT) toe volgens ASTM E213. specificeer NACE MR0175-naleving als de pijp wordt blootgesteld aan H&sub2; S omgevingen.
Willekeurige lengte (5.8-6.4m) kost ongeveer 10-15% minder dan vaste lengte bestellingen (7.9-10.7m) Als uw project inkoopflexibiliteit biedt, overweeg dan om willekeurige lengte te specificeren (kostenvoordeel wordt verhoogd wanneer de behoefte aan cut-back afval wordt geminimaliseerd).
SS naadloze pijpenmarkttrends en industrievooruitzichten
De expansie van de markt voor naadloze buizen wordt door Research and Markets voorspeld om in 2025 3,55 miljard dollar te bereiken, Exacte cijfers zijn naar schatting jaarlijks gegroeid met een snelheid van 5,8%, met een geschatte marktwaarde van 5,92 miljard dollar die voor 2034 wordt voorspeld. Verschillende factoren voorspellen veel goeds voor de groei van deze industrie. Beschouw de volgende 3 voorbeelden:
- Grote vraag vanuit de olie- en gasindustrie: diepwaterexploratie vereist corrosiebestendige naadloze leidingen voor offshore stroomlijnen en boorgaten in zure gasvelden.
- Nieuwe Aziatische ethyleen- en PTA-fabrieken: verwacht ASTM A312 naadloze buizen in procesleidingen nodig te hebben voor nieuwe (bijna) productiefaciliteiten.
- Investering in Aziatische farmaceutische productie: verwacht elektrolytisch gepolijste 316L naadloze pijp in cleanroom leidingsystemen nodig te hebben voor nieuwe faciliteiten.
Nieuwe ASTM-update: ga ervan uit dat alle door u gevalideerde prijsreferenties de herziening A312/A312M-25 (gepubliceerd in mei 2025) moeten aangeven Beheer uw inkoopcontractplan dienovereenkomstig.
Het vergrendelen van inkooporders tot 6 jaar van tevoren zal uw beste afdekking zijn tegen de beoogde 5.8% jaarlijkse stijging van de prijswaarden Bevestig hoe de website van uw leverancier verwijst naar hun MTR, en dat hun binnenlandse broncertificeringen klaar zullen zijn voor naamgeving in uw inkooporder vóór plaatsing.
Veelgestelde vragen over SS SMLS Pipe
Q: Wat is SS en MS pijp?
Bekijk Antwoord
Q: Wat is SSW pijp?
Bekijk Antwoord
Q: Is roestvrij staalpijp altijd naadloos?
Bekijk Antwoord
Q: Hoe wordt SS SMLS pijpprijs berekend?
Bekijk Antwoord
Vraag: Wat is het verschil tussen ASTM A312 en A269?
Bekijk Antwoord
Q: Kan SS SMLS pijp worden ingeschroefd?
Bekijk Antwoord
SS SMLS Pipe nodig voor uw project?
Baling Steel levert de ASTM A312 naadloze roestvrij stalen buis sectie van NPS 1/8″ tot 24″ in de rangen 304, 316, 321 en duplex Elke zending voert een Mill Test Report uit voor traceerbaarheid.
Over deze technische referentie
Deze informatie is verzameld op basis van een aantal gepubliceerde en peer-reviewed standaarden, metallurgische onderzoeksartikelen en het advies van de technische gemeenschap. Baling Steel is een leverancier van roestvrijstalen buizen. Het advies over het selecteren van een klasse en de hierboven genoemde aankoopcriteria is een generalisatie gebaseerd op praktijkervaring van veel branchebranches en niet vanuit het standpunt van één producent. Controleer alle specificaties met de nieuwste editie van de normen voordat u deze in inkooporders opneemt.
Gerecenseerd door Baling Steel engineering team.
Referenties en bronnen
- ASTM A312/A312M Standaardspecificatie - ASTM Internationaal
- Modellering van koud loodsen van roestvrijstalen buizen - Technische Universiteit van Lule
- 304 versus 316 Roestvrij staal: hoe verschillen ze? - Ryerson Inc.
- Naadloze stalen buis kritische tolerantie, vloeistof Tech leidingen
- Prognose voor Verenigde Staten: Roestvrijstalen naadloze buizenmarkt 2026-2034 - Onderzoek en markten
- Staalimport uit de Verenigde Staten voor consumptie - US Census Bureau
- Werfvereisten voor American Steel-US Environmental Protection Agency
Gerelateerde artikelen
- De ultieme gids voor naadloze roestvrijstalen buizen- Productinformatie en specificaties
- Complete pijpgrootte grafiek-Pijpschema grafiek voor referentie van alle pijp type maten
- De complete gids voor ERW Pipe-elektrische weerstand gelaste buisoverzicht
- De complete gids voor gelegeerd pijpchroom, moly en ander nikkel legeringspijp overzicht
- ASTM A106 B pijp- Een net type koolstofstaal naadloze pijp normen en specificaties
- Ketelbuis-Typen, normen en toepassing van alle ketelbuizen en warmtewisselaars

