


Quick Specs
| Material | Austenitic & Duplex Stainless Steel |
| Manufacturing | Seamless — formed from solid billet, no weld seam |
| Governing Standard | ASTM A³12/A312M-25 (latest revision May 2025) |
| Size Range | NPS 1/8″ to 30″ (DN 6 to 750) |
| Common Grades | TP304, TP304L, TP316, TP316L, TP321, Duplex 2205 |
| Schedules | 5S, 10S, 40S, 80S, 160 (per ASME B36.19M) |
An SS SMLS pipe is a stainless steel pipe formed from a pure billet with no weld seam in the long length of the pipe. Under the ASTM A312/A312M specification, an SS SMLS pipe is intended for use in high pressure process piping, chemicals transfer, and off-shore environments where butt weld integrity is critical to system safety. This technical reference sμmmarizes the factors guiding grade selection, identifies the applicable ASTM and ASME specification, provides dimension data on typical schedule gauges, and discusses what specifications procurement engineers must specify to minimize a potentially costly mistake in the pipe purchase order.
What Is an SS SMLS Pipe?
“SS” is a standard engineering abbreviation for a stainless steel, which is a steel alloy having around 11% chromiμm (sometimes adding a few extra elements). The chromiμm reacts to form a chromium oxide film on the surface of the alloy which provides corrosion resistance good enough to eliminate the need for external protective coatings. “SMLS” is a term used for pipe manufacturing method; the pipe is made from a solid round piece of steel, by piercing and drawing it into a pipe – thus it is free of longitudinal weld seam anywhere along its length.
Why is the absence of the weld seam important? A weld seam represents a united joint of two different steel pieces joined by heating and pressure. In high pressure, injected, corrosive chemical, or fatigue loading environments a weld seam becomes a weak link in the stucture. ASME B31.3 specifies a “joint efficiency value” of E=1.00 for seamless pipe, meaning there is no weak joint to compound the design pressure Load.
The ASTM A312/A312M specification covers manufacturing, marking, and testing of seamless and welded austenitic stainless steel pipe for high temperature or general corrosive service. ASTM designates that each pipe length be marked with the heat number, the intended alloy designation (such as TP316L), the nominal pipe size, schedule number, and the conformance standard. With this information, the inspection and back track to raw materials can be completed at any point during the logistical flow to the original mill. This traceablity is an important consideration for quality assurance in the purchase.
What is stainless? It is not one alloy but a family of corrosion resistant steels; any stainless is an iron alloy with sufficient quantities of chromium to form a self renewing anoxic film. ASTM A312/A312M seamless pipe is manufactured from that family of alloys in a way that ensures good corrosion resistance and strength in a single-weldless pipe.
What Does SMLS Mean in Piping?
What does SMLS mean? In standard steel pipe specification text or purchase order language, the designation of SMLS..means that the pipe was formed from a solid “billet” of steel by piercing and following the shape by elongation. This makes the pipe free of a long seam weld the way that other pipes are, by taking a flat expanse of welded steel and rolling it into a cylinder. The distinction in welding has important engineering implications in the derivation of design pressure; ASME B31.3 assigns a weld efficiency value of 1.00 to the SMLS type of all and a weld efficiency value of 0. 85 to the Type 1 welded joint (no radiography) the latter by which gives engineers the means to lower the wall thickness on pressure piping, saving weight and material cost. On average, seamless pipe only use by 33% over impact welded pipes, leading to lowered costs in procurement.
How Stainless Steel Seamless Pipe Is Manufactured
There are three primary methods of forming SS SMLS pipe and each is adapted to a different size range of pipework.
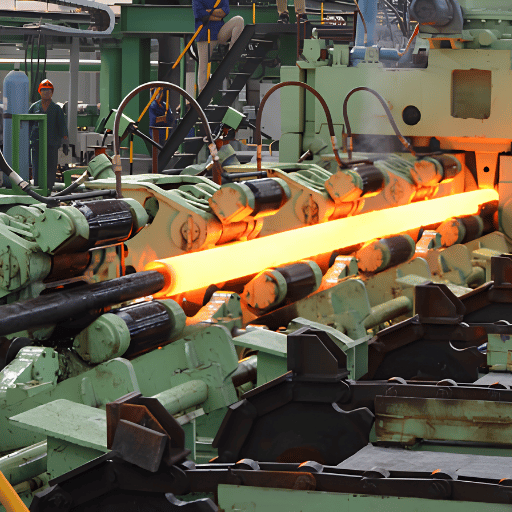
1. Hot Extrusion (Mannesmann Process)
Large-diameter seamless pipe production begins with a solid round billet that is heated to 1200-1280 °Celcius in a rotary hearth furnace. From there, the billet is conveyed into a rotary piercer, a two barrel, frog-like device with rollers rotating in the same direction, that grip the billet and hammer it over a stationary piercing point creating the initial two-half hollow shell. From here, the shell is conveyed into a plug mill or mandrel mill for elongation and wall-thinning. Existing in Germany in the 1880s, the Mannesmann brothers originated the rotary piercing process, which in proven form, remains the major technology in modern large-diameter seamless pipe production.
2. Cold Drawing
Further cold finishing may be per formed at room temperature after hot extrusion, for closer dimensional control and smoother surface finish. The cold drawing process pulls the hot-extruded hollow through a series of increasingly smaller dies, supported by an internal mandrel or plug, each of which reduces the tube’s external diameter and wall thickness in linear variation for each pass. Cold-drawn seamless pipe typically provides surface roughness values in the 1.6-3.2 m range versus 3.2-6.3 m for hot-finished product, making cold drawing the method of choice for instrumentation and pharmaceutical piping, where surface quality effects cleanability.
3. Cold Pilgering
Cold pilgering, a ring-die process, involves feeding the pipe incrementally into a pair of grooved dies which rock back and forth, knocking away increments of surface area and reducing the pipe’s diameter and wall thickness with each stroke. The same basic process was discovered by the Mannesmann brothers in 1880-1881, and modern mills are capable of area reductions of 60-90% of the original cross-section in one pass, producing tubing of dimensional and wall uniformity known as “precision” tubing. Cold pilgering is most effective on small diameter, thin wall stainless steel tubing used in heat exchange applications and nuclear power components.
📐 Engineering Note
Solution annealing temperature of austenitic grades: 1040-1100 C (1900-2010 F), ASTM A312 6.2. Pipe should be rapidly cooled to avoid carbide precipitation and grain boundary sensitization.
Once the pipe has cooled from temperature of use, it is subject to non-destructive examination for service here. ASTM A312 requires either eddy-current testing or hydrostatic testing (or both depending on the customers specification). The pipe is straightened, cut to order, stenciled, and prepared for export.
SS SMLS Pipe Grades — 304 vs 316 vs Duplex and Beyond
Grade choices dictate availability of corrosion resistance, mechanical strength, weldability, and price. Presented here is a comparison table of the raw elemental commodities found in the six most widely ordered austenitic and duplex grades for seamless stainless pipe production, as supplied under ASTM A312.
| Grade | UNS | Cr (%) | Ni (%) | Mo (%) | C (% max) | Max Service Temp |
|---|---|---|---|---|---|---|
| TP304 | S30400 | 18–20 | 8–11 | — | 0.08 | 870 °C (1600 °F) |
| TP304L | S30403 | 18–20 | 8–13 | — | 0.035 | 870 °C (1600 °F) |
| TP316 | S31600 | 16–18 | 10–14 | 2–3 | 0.08 | 870 °C (1600 °F) |
| TP316L | S31603 | 16–18 | 10–14 | 2–3 | 0.035 | 870 °C (1600 °F) |
| TP321 | S32100 | 17–19 | 9–12 | — | 0.08 | 870 °C (1600 °F) |
| Duplex 2205 | S32205 | 22–23 | 4.5–6.5 | 3.0–3.5 | 0.03 | 315 °C (600 °F) |
What Is the Difference Between 304 and 316 Stainless Steel Pipe?
The primary mineralogical variation across this range is molybdenum; grade 316 has 2-3% molybdenum content, which accounts for its increased resistance to chloride pitting and crevice corrosion failures, especially in marine conditions, coastal environments, or applications involving other chlorinated chemicals. Grade 304 contains no intentional molybdenum addition. In freshwater service, food processing plants, and moderate industrial environments where chloride levels are maintained below 200 ppm, grade 304 lengths will have equivalent corrosion life, but at a lower material cost. Anticipate a 20-40% price difference between 304 and 316 seamless pipe, caused by variation in the price of nickel and molybdenum. Specification of 316 tubing where 304 would be acceptable will unnecessarily increase the piping budget, for no measurable benefit in corrosion life.
The ASTM A312 Grade Selection Matrix
Use this decision tree to further refine the right grade:
- Corrosive environment (chlorides, acids, marine exposure)?
- Chloride concentration >200 ppm → Duplex 2205 (PREN ≥35)
- Chloride concentration ≤200 ppm, or acid service → 316L
- Non-corrosive / mild environment?
- Operating temperature >500 C 321 or 347 (titanium- or niobium-stabilized to resist sensitzation)
- Operating temperature 500 C, food or pharma contact 304L (electropolished, Ra 0.8 m)
- General industrial service → 304
Application – Grade Mapping:
- Oil & gas → 316L / Duplex 2205
- Chemical processing → 316L
- Pharmaceutical → 316L electropolished
- Food & beverage → 304L
- Power generation → 321 / 347
- General industrial → 304
Common misconception: “316 is always better than 304.” In environments free of chloride exposure, 304 provides similar levels of corrosion resistance for 20-40% lower price. Overordering 316 when 304 would have been adequate is an inefficient expenditure of procurement dollars. The “L” (low carbon) variants – 304L and 316L – are the material of choice as soon as the possibility of field welding exists, as their reduced carbon (<0.035% max as opposed to 0.08%) resists intergranular corrosion in the heat-affected zone.
“The main difference between 304 and 316 is in the alloy chemistry – 316 contains molybdenum, which significantly enhances resistance to corrosion, especially in the presence of chlorides and many industrial solvents”
— Ryerson Technical Resources, Ryerson Inc.
See the Baling Steel guides for other alloy piping options…
ASTM A312 and Key Standards for Seamless SS Pipe
Several ASTM/ASME standards cover stainless steel seamless pipe and tubing – a quick primer, to help avoid specification errors…
ASTM A312/ A312M-25 represents the most commonly cited specification for seamless, welded, and heavily cold worked austenitic stainless steel pipe for high temperature and general corrosive service. It covers pipe in sizes NPS 1/8″ through 30″ as well as the full range of austenitic grades (304, 316, 321, 347, and others). The most recent edition (published in May 2025) revised several key material property tables and testing protocols. Specification writers should reference the current edition.
ASTM A269 covers seamless and welded austenitic stainless steel tubing for general service, instrumentation, heat exchanger, and small bore conduit applications. A269 tubes are specified by outside diameter (OD 6.0-50.8 mm) rather than NPS and use thinner wall thicknesses than A312 pipe. The standard is not intended for high pressure process piping.
ASTM A213 specifies seamless ferritic and austenitic alloy-steel boiler, superheater, and heat-exchanger tubes. It is regularly referenced in power generation applications requiring tubes capable of long term elevated temperature operation at specific elevated internal pressures. Refer to the A106 Specification for applications of carbon steel seamless pipe in power generation.
The ASME standard specification is SA312 (Only the prefix “S” would distinguish the ASME from the ASTM standard). This is identical in all technical respects to the ASTM specification, just differentiated by the “S” prefix. It is referenced in the ASME BPVC. Many mills quote dual certification for seamless pipe to both the ASTM A312 and ASME SA312 specifications at no extra charge, as it saves having two distinct heats of steel in stock and manufacturing for different code applications.
ASTM A789 and A790- Duplex stainless steel a.k.a. S32205 or S32750 (see the relevant page..) is specified when environments involve elevated chloride levels or the benefit of higher yield strength walls offset the extension of piping weight.
| Standard | Product | Scope | Size Range |
|---|---|---|---|
| ASTM A312 | Pipe | Seamless + welded austenitic SS | NPS 1/8″–30″ |
| ASTM A269 | Tubing | Seamless + welded austenitic SS for general service | OD 6.0–50.8 mm |
| ASTM A213 | Tubing | Seamless boiler / superheater / heat-exchanger tubes | OD 6.0–50.8 mm |
| ASTM A789 | Tubing | Seamless + welded duplex SS | OD 19.0–60.5 mm |
| ASTM A790 | Pipe | Seamless + welded duplex SS | NPS 3/4″–10″ |
Every SS SMLS pipe shipment should include an MTR (also called Mill Certificate or MTC). Cross-check these 5 fields on all SS SMLS pipe: (1) Heat number and pipe stenciling, (2) chemical analysis comparing Cr/Ni/Mo concentrations to ASTM limits, (3) tensile & yield strength compared to Table 4 minimums, (4) Hydrotest pressure and result, and (5) NDE method and acceptance criteria. Red flag: If MTR indicates an ASTM standard revision that is more than 3 years old, request a mill clarification.
SS SMLS Pipe Sizes, Schedules, and Dimensions Chart

Below is a dimension table for the most common NPS size range (1/2″ through 8″) with wall thicknesses for ASME B36.19M schedules 10S, 40S and 80S. Wall thickness values are calculated for 316/316L stainless 7.99 g/cm density. Source material and fabricator bills-of-materials or certified dimensional data sheet should be referenced for final dimensions.
| NPS | OD (mm) | SCH 10S Wall (mm) | SCH 40S Wall (mm) | SCH 80S Wall (mm) | SCH 40S Wt (kg/m) |
|---|---|---|---|---|---|
| 1/2″ | 21.34 | 2.11 | 2.77 | 3.73 | 1.29 |
| 3/4″ | 26.67 | 2.11 | 2.87 | 3.91 | 1.71 |
| 1″ | 33.40 | 2.77 | 3.38 | 4.55 | 2.54 |
| 1-1/4″ | 42.16 | 2.77 | 3.56 | 4.85 | 3.44 |
| 1-1/2″ | 48.26 | 2.77 | 3.68 | 5.08 | 4.11 |
| 2″ | 60.33 | 2.77 | 3.91 | 5.54 | 5.52 |
| 3″ | 88.90 | 3.05 | 5.49 | 7.62 | 11.47 |
| 4″ | 114.30 | 3.05 | 6.02 | 8.56 | 16.32 |
| 6″ | 168.28 | 3.40 | 7.11 | 10.97 | 28.69 |
| 8″ | 219.08 | — | 8.18 | 12.70 | 43.20 |
📐 Engineering Note: Wall Thickness Tolerances
Tolerances for wall thickness per ASTM A312: (+20%) / (2.5 %) for NPS 2.5″. (+22.5%) / (2.5 %)for NPS 3-18. However, a toleranced SCH 40S pipe with nominal measurement of 3.91 mm may be measured as little as 3.42 mm at any point. Pressure calculations should factor in the minimum wall (=wave) as the design wall thickness.
Schedule designation recommendations: SCH 10S is specified in low pressure instrument lines and utility services. SCH 40S is the default for most process piping per ASME B31.3 Process Piping code. Use SCH 80S in high-pressure service or for installations requiring added wall thickness to allow for threading or corrosion allowance. For complete tables of dimensions across pipe types, refer to the pipe schedule chart and pipe sizes guides.
Seamless vs Welded Stainless Steel Pipe

Choosing seamless or welded stainless steel piping involves considerations of allowable pressure, availability of size, dimensional tolerances, and economics. Below are measured figures that should support engineering decisions.
| Parameter | Seamless | Welded (ERW/LSAW) |
|---|---|---|
| Weld Seam | None | Longitudinal (ERW) or spiral (SSAW) |
| ASME Sec. VIII Joint Efficiency (E) | 1.00 | 0.85 (Type 1 joint, no RT) |
| Wall Uniformity | ±12.5% typical | ±5–10% (from flat-rolled strip) |
| Max. Standard Size (NPS) | 24″ (typical) | 48″+ |
| Surface Finish (Ra) | 3.2–6.3 μm (hot finished) | 0.8–3.2 μm (cold-rolled strip) |
| Cost Premium | Baseline | 15–40% less than seamless |
| Lead Time | 8–16 weeks (import) | 4–8 weeks |
Contrary to expectation, industry engineers have stated that few welds due to cold-rolled strip come in with tighter wall thickness tolerances (5-10%) than seamless pipe (12.5%), since cold-rolled strip stock is equally highly controlled through the entire thickness without the need for further control after welding. If wall uniformity (and radiography) of the weld seem paramount, welded pipe could outperform seamless on dimensional consistency.
✔ When to Choose Seamless
- High-pressure service per ASME B31.3 (joint E=1.0)
- Severe cyclic loading or vibration
- Sour gas service per NACE MR0175
- NPS ≤12″ where availability is good
⚠ When Welded May Be Better
- Large diameter (>24″ NPS) — seamless unavailable
- Tight wall thickness tolerance required
- Budget-constrained, non-critical service
- Short lead time required (4–8 weeks vs 8–16)
What Are the Three Types of Steel Pipes?
There are mainly three types of steel pipe based on method of manufacture: (1) Seamless, fabricated from a billet by hole-expanding through pilgering; (2) ERW (Electric Resistance Welded), manufactured from hot-formed flat-rolled stock as a semi-cylinder with the end edges are joined through high-frequency electric current supplied by paired rolls; and (3) LSAW (Longitudinally Submerged-Arc Welded), available from 16″ NPS and larger, formed as a semi-cylinder of cold-formed strip fed through a submerged arc welding head. For more information, see the Baling Steel guides on ERW pipe and stainless steel welded pipe.
Seamless Pipe vs Seamless Tube — Ordering the Right Product
The terms “pipe” and “tube” are not interchangeable in procurement; they describe different products with separate standards specifications and specify different dimensions. Selecting the wrong one may lead to fit-up difficulties in field fabrication.
| Designation | “1 inch” Pipe (NPS 1″) | “1 inch” Tube (1″ OD) |
|---|---|---|
| Actual OD | 1.315″ (33.40 mm) | 1.000″ (25.40 mm) |
| Sizing Standard | ASME B36.19M | Fractional OD |
| Governing Spec | ASTM A312 | ASTM A269 / A213 |
| Wall Specified As | Schedule (SCH 10S, 40S, 80S) | Gauge or decimal inches |
| End Finish | Plain end or beveled | Square cut |
| Typical Application | Process piping systems | Instrumentation, heat exchangers |
When ordering by NPS, sizing convention is where the confusion begins. NPS 1″ pipe does not have a 1″ outside diameter – it has a 1.315″ (33.40mm) outside diameter. The legacy system, developed in the 19th century to determine pipe installation diameter by approximate bore size, while tube is sized by actual outside diameter. A “1 inch tube” has a OD of 1.000″, three-hundredth of an inch smaller than NPS 1″ pipe (33.40mm, 1.315″ OD).
Ordering “1” stainless tube” for NPS 1″ pipe design results in a dimensional discrepancy of 24% (1.000″ vs. 1.315″ outside diameter), resulting in fitting and accessory mismatch.
Note: always confirm whether drawing dimensions are for NPS (pipe) or fractional outside diameter (tube).
How to Select the Right SS Seamless Pipe for Your Project

Guide available from Baling Steel on choosing the correct NPS or OD designation and boiler tube specifications.
- ✔
Grade: Specify the exact grade with the “L” suffix if welding is planned (304L, 316L). Omitting the “L” designation risks intergranular sensitization during field welding, because standard grades (304, 316) allow up to 0.08% carbon — enough to form chromium carbides in the weld heat-affected zone. - ✔
Size & Schedule: State NPS and schedule number (e.g., NPS 2″ SCH 40S). Verify that the OD value on the drawing matches the NPS convention — NPS 2″ pipe has an OD of 60.33 mm, not 50.80 mm. - ✔
Standard: Reference ASTM A312/A312M-25 for process piping. If the project falls under ASME Boiler and Pressure Vessel Code, request dual certification to SA312 at no added cost. - ✔
Surface Finish: Hot-finished (standard, Ra 3.2–6.3 μm), cold-drawn (Ra 1.6–3.2 μm), or electropolished (Ra ≤0.8 μm for pharmaceutical and semiconductor applications). The finish affects cleanability and corrosion initiation resistance. - ✔
Length: Random length (5.8–6.4 m) is cost-effective; fixed/cut length reduces field cutting but adds 10–15% to the price. Standard mill random is approximately 6 m (20 ft). - ✔
End Finish: Plain end (PE) for socket weld fittings, beveled end (BE) for butt-weld connections (standard 37.5° bevel per ASME B16.25), or threaded end (TE) for small-bore connections NPS 2″ and below. - ✔
Testing & NDE: Hydrostatic test is mandatory per ASTM A312 §11. For critical service (high-pressure, cyclic, sour gas), add supplementary ultrasonic testing (UT) per ASTM E213. Specify NACE MR0175 compliance if the pipe will be exposed to H&sub2;S environments.
Random length (5.8-6.4m) costs approximately 10-15% less than fixed length orders (7.9-10.7m). If your project offers purchasing flexibility, consider specifying random length (cost advantage is increased when need for cut-back wastes is minimized).
SS Seamless Pipe Market Trends and Industry Outlook
The expansion of the seamless pipe market is forecasted by Research and Markets to reach 3.55 billion dollars in 2025. Exact figures are estimated to have grown at a rate of 5.8% annually, with an estimated market value of 5.92 billion dollars projected for 2034. Several factors bode well for the growth of this industry. Consider the following 3 examples:
- High demand from the oil and gas industry: deepwater exploration requires corrosion resistant seamless pipe for offshore flowlines and downhole tubing in sour gas fields.
- New Asian ethylene and PTA plants: expect to need ASTM A312 seamless pipe in process piping for new (near-term) manufacturing facilities.
- Investment in Asian pharmaceutical manufacturing: expect to need electropolished 316L seamless pipe in cleanroom piping systems for new facilities.
New ASTM update: assume all pricing references validated by you should indicate revision A312/A312M-25 (published May 2025). Manage your procurement contract plan accordingly.
Locking in purchase orders up to 6 years in advance will be your best hedge against the intended 5.8% annual increase in price values. Confirm how your supplier website references their MTR, and that their domestic source certifications will be ready for naming in your purchase order before placement.
Frequently Asked Questions About SS SMLS Pipe
Q: What is SS and MS pipe?
View Answer
Q: What is SSW pipe?
View Answer
Q: Is stainless steel pipe always seamless?
View Answer
Q: How is SS SMLS pipe price calculated?
View Answer
Q: What is the difference between ASTM A312 and A269?
View Answer
Q: Can SS SMLS pipe be threaded?
View Answer
Need SS SMLS Pipe for Your Project?
Baling Steel supplies the ASTM A312 seamless stainless steel pipe section from NPS 1/8″ to 24″ in grades 304, 316, 321, and duplex. Every shipment carries off a Mill Test Report for traceability.
About This Technical Reference
This information has been collated from a number of published and peer-reviewed standards, metallurgical research papers, and the advice of the engineering community. Baling Steel is a stainless steel pipe supplier. The advice on selecting a grade and buying criteria listed above is a generalization based on field experience of many industry verticals and not from a one producer manufacturer view. Please verify all specification with the latest edition of the standards before including in purchase orders.
Reviewed by Baling Steel engineering team.
References & Sources
- ASTM A312/A312M Standard Specification – ASTM International
- Modeling of Cold Pilgering of Stainless Steel Tubes – Lule University of Technology
- 304 versus 316 Stainless Steel: How do they differ? – Ryerson Inc.
- Seamless Steel Pipe Critical Tolerance – Fluid Tech Piping
- Forecast for United States: Stainless Steel Seamless Pipes Market 2026-2034- Research and Markets
- United States Steel Imports for Consumption- U.S. Census Bureau
- Yard requirements for American Steel- U.S. Environmental Protection Agency
Related Articles
- The Ultimate Guide to Seamless Stainless Steel Pipe– Product information and specifications
- Complete pipe size chart- Pipe schedule chart for refernce of all pipe type sizes
- The Complete Guide to ERW Pipe- Electric resistance welded pipe overview
- The Complete Guide to Alloy pipe- Chrome, moly and other nickel alloy pipe overview
- ASTM A106 B pipe- A neat type of carbon steel seamless pipe standards and specifications
- Boiler tube- Types, standards and application of all boiler tubing and heat exchangers

