


突合せ溶接継手 は、多くの産業用途において不可欠なコンポーネントであり、堅牢で信頼性が高く、機能的な配管システムを作成するためのバックボーンとして機能します。 石油 ガス部門、化学処理、発電のいずれであっても、これらの継手を理解することは、その有効性と構造的な正確さにとって最も重要です。この提示された文脈では、超酸性度は、さまざまなタイプから始まる突合せ溶接継手と、それらの建設に使用される原材料に関する多くの情報を提供し、その応用とその反転の範囲で、突合せ溶接継手の理論的および実践的な側面の両方を橋渡しすることに向けて方向付けられており、突合せ溶接継手の謎を解き明かすとともに、特定の業務に関する人道的で賢明な決定に適切に適用するための適切なスキルを身につけることを目的としています。それらの非常に本質的なことについてさらに深く掘り下げて答えを得るために読み続けてください。.
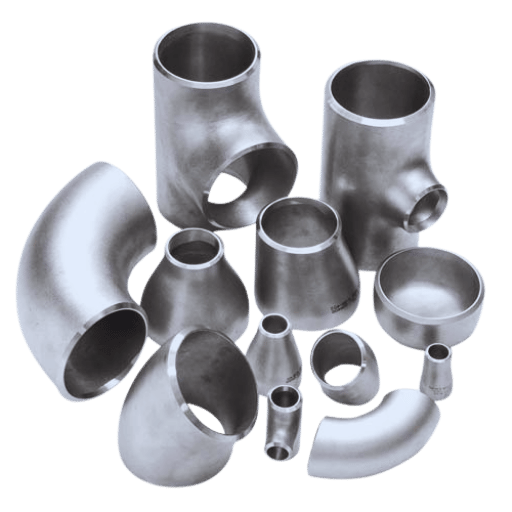
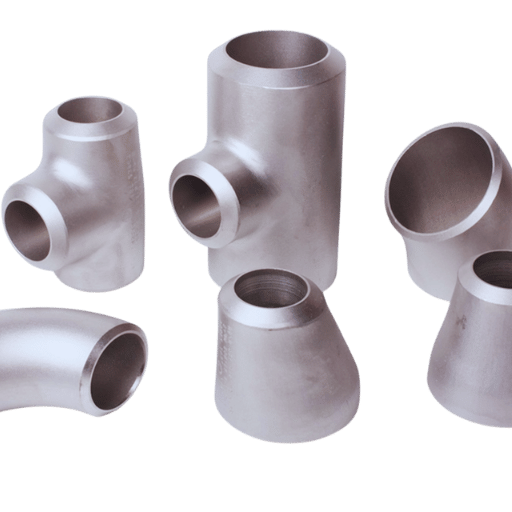
さまざまな種類のバット溶接継手は何ですか?

- エルボー: フローラインシステムでターンポイントとして使用されます。一般に、45 度、90 度、および 180 度の構成があります。.
- ティー: この継手により、流体の流れの分割または合流とパイプの完全または部分的な分解が可能になります。.
- 減力剤: これらの継手は 2 つのパイプ部分の直径を変化させ、同心円状または偏心して販売されます。.
- キャップ: 漏れを防ぐために端面を締めるための端部クロージャとして使用されます。.
- クロス: これらの継手は 4 本のパイプを 1 か所で接続しており、よく言っても神経質です。.
肘のバリエーションを理解する
エルボ継手は、流体の流れの方向を変更する必要があるパイプのネットワークに不可欠であり、通常は 45° 、90° 、180° などの角度で行われます。.
- 45° エルボ: わずかな (そして対称的な) 角度で磁束の方向を変え、抵抗とシステム内の不均一な圧力降下を効果的に低減します。.
- 90° エルボ: 特にスペースがあまりない急な流れの方向転換が必要な場合によく使用されます。.
- 180° エルボ: このコンポーネントは完全な流れの反転を容易にします。この機能は、U 字曲げや流れループ アプリケーションによく貢献します。.
すべての継手は、様々な操作能力を持ち、システムの効率的な機能と物理的な整合性を組み込んでいます。 指定された角度と目的に関するクライアントの正しい選択は、所定の設置で最良の結果を保証します。.
Tee Connectionsの探索
ティー接続は、単一のソースから流体の流れを主に反対方向または経路の 2 つに導くパイプ継手です。一般的な構成は、等しいティーと還元ティーです。等しいティーには、同様のサイズの開口部が 3 つありますが、還元ティーでは、一方の分岐が他方の分岐よりも大きくなります。ティー接続は主に、システム内の流体の流れの方向または分布に使用されます。適切なティー接続により、適切な流量レベルが確保され、圧力不均衡などの問題への対処に役立ちます。.
突合せ溶接継手の減速機の種類
|
タイプ |
形状 |
軸 |
ユースケース |
材料 |
圧力 |
腐食 |
|---|---|---|---|---|---|---|
|
同心円状の |
ファンネル |
整列 |
垂直パイプライン |
鋼鉄/合金 |
高い |
抵抗力がある |
|
エキセントリック |
オフセット |
非アライメント |
水平パイプライン |
鋼鉄/合金 |
高い |
抵抗力がある |
プロジェクトに適した突合せ溶接継手を選択するにはどうすればよいですか?
溶接の選択で考慮すべき要素
- 材料の互換性: 腐食の状況や寿命を考慮した設計を行い、突合せ溶接継手などの継手材料がパイプラインの材料と一致していることを確認してください。.
- 動作圧力と温度: システムの一般的な圧力と温度下で動作する継手を選択します。.
- パイプラインの調整要件: 調整に流れに対して同心偏向または偏心減速機が必要かどうかを確認および評価します。.
- アプリケーション タイプ: 減速機の使用に影響を与えるため、システムが水平パイプライン用か垂直パイプライン用かを判断します。.
- 業界標準と認証: 品質を保証するために、継手は ASTM や ASME などの関連業界標準に準拠する必要があります。.
ステンレス鋼および炭素鋼との材料適合性
適切な特性を持つ材料を選択することは、腐食を回避し、構造的完全性を管理し、性能目標を達成するために不可欠です。標準的な機械合金の 1 つは、耐食性を高めるクロムを含むステンレス鋼です。この材料は、水、化学物質、および多くの場合極端な温度などの元素が存在する用途で広く使用されています。対照的に、炭素鋼ではこれが回避され、大幅な機械的特性とコスト削減が実現します。.
しかし、ステンレス鋼と炭素鋼のパイプと突合せ溶接継手を含むシステムを使用する場合、接触している 2 つの異なる金属を分離するために何らかの誘電体材料を使用しない限り、ガルバニック腐食が問題になります。また、炭素鋼に対して非攻撃的なステンレス鋼タイプ 304 または 316 を使用すると、そのような問題を克服するのに役立ちます。.
さらに考慮すべき点は温度です。, ステンレス鋼は通常、比較的高い温度である環境で炭素鋼を上回る性能になることが理解されています。, しかし、未処理の炭素鋼は、これらのより高い温度で軟化し、強度を失う可能性があります。さらに、保護コーティングと陰極防食を使用して、さまざまな材料のシステムにおける炭素鋼部品の耐久性に役立つかもしれません。このような要因を考慮すると、合理的な価格と適切な長期動作を保持しながら、ステンレス鋼と炭素鋼の両方を使用するシステムの導入が可能になります。.
突合せ溶接継手の取り付けプロセスとは何ですか?

ステップバイステップの溶接取り付け手順
- 準備と検査: この段階で、各突合せ溶接継手と、パイプやアダプター、亀裂、へこみなどの他の材料に欠陥がないか、腐食が存在しないことを確認します。指定された図面および関連する業界標準に準拠しているかどうか、継手をチェックします。.
- 切断とクリーニング: 注文に応じてパイプの長さを短くし、溶接の準備のために端を面取りし、端をきれいにします。パイプ端の端と継手内を徹底的に掃除し、溶接の品質に影響を与える可能性のある汚れ、錆、または油を拭き取ります。.
- フィットアップとアライメント: バット溶接フィッティングをパイプの端とインラインに配置し、許容可能なアライメントの後に所定のギャップが続くようにします。このステップでは、クランプ、スペーサー、レーザー ポインター、その他のアライメント器具を使用する必要があります。.
- タック溶接: 準備により、継手とパイプは複数の接合部の位置に合わせてタック溶接されます。これは、溶接が完全に行われたときにサポートを提供し、動きを防ぐため、配管システムの位置合わせを維持する上で非常に重要です。.
- 溶接の実行: 正しい方法、例えばGTAW、SMAW、またはMIGを選択し、関連する溶接手順仕様 (WPS) を適用することによって溶接操作を実行し、溶接手順の仕様 (WPS) を適用して、溶接の動作に欠陥なく望ましい品質を保証するために、入熱、溶接速度、および技術の制御に注意を払う必要があります。.
パイプの位置合わせと精度を確保します
- アライメントツールの使用: パイプアライメントクランプ、レベル、およびレーザーアライメントシステムは、2 つのピースを互いの端部内に正確に位置決めするのにも役立ちます。したがって、2 つのピース間のアライメントは溶接プロセス全体を通じて維持されます。.
- 目視検査: さらに、パイプの端と突合せ溶接継手の両方が、溶接性能を損なう可能性のある潜在的な隙間なく適切に配置されていることを確認するために、徹底的な目視検査を実施する必要があります。.
- 確実な接合部の安定性: 接合を開始する前に、調整可能なクランプまたはタック溶接をパイプに使用して、パイプの動きを止める必要があります。これにより、位置ずれが発生する可能性があります。.
- 検証: キャリパーやギャップ ゲージなどのデバイスは、仕様または公差内の他の測定値に関する実際の位置合わせチェックを実行できます。.
ANSI B16.9 規格が突合せ溶接継手にとって重要であるのはなぜですか?
ASME および ANSI 規格の概要
米国機械学会 (ASME) と米国規格協会 (ANSI) は、すべての産業分野でシステムの安全性、信頼性、互換性を促進する規格を確立および推進する著名な団体です。 ASME B31 やそのボイラーおよび圧力容器コード (BPVC) など、圧力配管および圧力容器に関連する特定の ASME 規格があり、重要なシステムに導入されるコンポーネントの設計、構築、検査に適用されます。このような規格は、高圧や高温などの厳しい条件を伴う作業中の故障を最小限に抑えるために不可欠です。.
逆に、ANSI は、さまざまな業界にわたる調和と均一性を可能にするために、さまざまな組織の規格の認証機関として機能します。標準突合せ溶接継手に関連する ANSI B 16.9 は、標準化と配管システムの互換性を図るその役割をさらに示しています。必要な寸法および強度仕様の範囲内で鍛造されたこれらの特定の継手は、正しい方向と配置を実現し、潜在的な漏れを最小限に抑え、パイプであるシステムの構造的完全性を高める上で重要な役割を果たします。.
石油&ガス、電力、化学、民生などのような業界セグメントは、ASMEおよびANSI規格の熱心なフォローなしでは機能できません このような実践は、規制上の障害からそれらを救うだけでなく、パイプ要素の溶接接続の不明瞭さを排除することによって運用経費を節約し、コンポーネントの耐久性と耐用年数を向上させる 材料、知識、さらには状況に関連する規格の更新と追加は、これらの変化の時間経過の近似値として定期的に実行されます 規格の永続的な同期は、ASME ANSIが最適な品質を含む生産的な業界の発展に献身していることを示しています。.
ANSI B16.9 コンプライアンスの利点
ANSI B16.9 仕様を満たすことで、パイプに依存する業界には、次のようないくつかの重要な利点が得られます:
- 安全性の向上: 正確な測定と厳しい公差に合わせて取り付けられるため、漏れや故障の可能性が低くなります。.
- 標準化: 一貫した部品の寸法により、推測を排除することで設置とメンテナンスが容易になります。.
- 規制受け入れ: 認識されたルールに一致するコンポーネントは、規制された設定で承認パスをクリアします。.
- コスト効率: スクラップが少なく、故障が少なく、確実に製造された部品から維持費が安くなります。.
- グローバルな互換性: 国際仕様により、コンポーネントはどこにでも構築されたシステムに適合し、物流が合理化されます。.
これらの成果により、ANSI B16.9 準拠の配管は強力で信頼性が高く、生産性と安全性に適しています。.
突合せ溶接継手の使用における一般的な課題とそれらを克服する方法

偏心および同心位置ずれへの対処
- 精密設置: コンポーネントを正確に統合するために、設置中に適切な測定ツールと位置合わせ治具を適用する必要があります。これにより、ジョイント要素間のオフセットが最小限に抑えられます。.
- 正しい継手の選択: 目的に合わせて特別に作られた継手を選択します。配管内の流体の閉じ込めを避けるために垂直方向の継手には同心減速機を使用する必要がありますが、水平方向の突合せ溶接継手のすべての遷移には偏心減速機が適用されます。.
- 定期的な検査: 定期的な評価をスケジュールして、調整の問題を早期に検出し、是正措置を講じ、システムの長期的な非効率性を抑制します。.
- 適切な溶接方法: 溶接干渉による位置ずれを避けるために、溶接プロセスを実行するための資格のある溶接機が存在し、適切な設計溶接コードに準拠していることを確認してください。.
配管システムにおける公差の問題の管理
適切な配管継手作業は、簡単な設計対策を理解し、特定の品質手順に従い、すべての設置作業を正確に実行することによって達成されます。まず、構造要素は、実際の用途で予想される解像度以上の公差が得られるように選択する必要があります。次に、正しい寸法について徹底的に検査されるまで、作業を集めてはなりません。最後に、設置の過程で、チューブが完璧な形状と位置にあるように、必要な場所で経験豊富な担当者と一緒に校正された機器を活用して、システムの不一致や非効率が生じやすいようにすることで、配管システムの効果的な使用を保証し、提供します。.
生産における衛生基準の確保
生産のあらゆる側面で清潔さを維持することは、消費者に提供される製品の一貫した品質を達成し、設定された基準に準拠するために不可欠です。 1つの実際的な対策は、定期的な洗浄への準拠、衛生施設の設計、作業員のトレーニングなどを含む適正製造基準(GMP)の採用です。業界ガイドラインが提案しているように、現場清掃(CIP)デバイスは主に効率的な洗浄と最小限のダウンタイムのため、生産設備の清掃に使用されます。自動化されたCIPシステムは研究によって効果的であることが示されています。時間をかけて実践すると、システムはシステムの効率の中でも特に、微生物レベルをほぼ90パーセント低下させるのに役立ちます。さらに、汚染の可能性を回避するために、あらゆる接触面、空気濾過装置、最先端のセンサーによる微生物検出を含む高リスクの場所を評価することが不可欠です。生産管理において分析的で透明性のある原則アプローチを採用することは、施設が高レベルの衛生状態を維持し、さらに重要なことに、利用可能なリソースを最大化するのに役立ちます。.
よくある質問 (FAQ)
Q: バットウェルド継手とは何ですか?なぜパイプライン システムで不可欠なのでしょうか?
A: バットウェルド継手は、方向を変更したり、分岐したり、サイズを縮小したり、パイプの直径を変更したりするために使用されるパイプ継手です。パイプライン システムでは、ほぼ完璧な接続を実現し、多くの強度を提供するため重要です。また、耐圧性、耐温度性があるため、ほとんどの産業用配管システムで役立ちます。.
Q: 45° と90° の突合せ溶接エルボをどのように区別しますか?
A: 45° と90° の突合せ溶接エルボは、パイプラインを曲げる角度によって異なります。説明すると、45度のエルボはパイプを45度曲げて滑らかな曲線を描き、90度のエルボはパイプを90度曲げて配管を鋭く曲げます。.
Q: 配管システムにおける同心減速機の役割は何ですか?
A: 配管システムでは、配管サイズを小さくする必要がある状況が発生する可能性があります パイプ継手、特に同心減速機は、比較的大きい配管と小さいサイズの配管の中心を揃えます パイプの長さを異なるサイズで流し、配管内の衝撃波を効果的に最小限に抑えます。.
Q: 工業用配管における突合せ溶接ラテラルの使用法について説明していただけますか?
A: 突合せ溶接された横方向は、しばしば溶接の横方向と呼ばれ、配管システムのサイズを45 度の角度で大きくするために使用される特別なタイプの配管継手です。配管の全体的な強度や気密性に影響を与えることなく、さらにいくつかのパイプラインを分岐させるために、より複雑な配管システムに統合されることがよくあります。.
Q: フランジ接続でスタブエンドを使用する利点は何ですか?
A: A スタブエンドは、接合部で突合せ溶接ができないようにシステムが構築されている場合、またはフランジの後部にアクセスできない場合に製造されます。厳密な公差を必要とせず、歪みを引き起こさないため便利です。さらに重要なのは、メンテナンスチェック中にフランジを再利用できるため、より安価であることです。.
Q: 還元ティーは他のバトウェルド継手とどのように異なりますか?
A: 環状の端部、すなわちトレパンニングが使用されますが、この場合、減速機とも呼ばれる減速ティーが使用されます 3 つの要素のうちの1 つは、残りの2 つに対して垂直に配向され、外径は他の要素よりも小さいです このようなシステムは、ティー、同心減速機、およびその他のコンポーネントによって構築され、より小さな分岐内の流れの下位部分を収容します。.
Q: 鋼製突合せ溶接継手の壁厚を選択する際には、どのような要素を考慮する必要がありますか?
A: 壁の厚さの文脈では、動作圧力、温度、パイプの材質、環境との相互作用の可能性、製品の寿命を考慮することは、さまざまなことが予想されます。壁の厚さは通常、スケジュール 40、80 などのスケジュール番号で示されます。.
Q: なぜ炭素鋼の突合せ溶接継手において継ぎ目が無い構造は重要ですか?
A: 炭素鋼突合せ溶接継手のシームレスな構造は、構造の弱点を示すことができる溶接領域を含まないため不可欠です。より強力であり、熱やあらゆる酸性物質に耐えるよう依存できるため、漏れのリスクを防ぎます。産業用配管における高圧および重要な用途においてその価値を見出しています。.
Q: 合金の選択は突合せ溶接継手の性能にどのような影響を与えますか?
A: 合金の選択は、化学腐食、熱、圧力などの環境への影響に対する耐性を定義することで突合せ溶接の効率に影響を与えます。ステンレス鋼や炭素鋼などのさまざまな材料には長所と短所があるため、用途を念頭に置いて適切な材料を使用することが不可欠です。.
参照ソース
1.プロセス配管バット溶接のための超音波試験(2011)(Zhao、2011 年)
- Zhao (2011) によると、この論文はプロセス配管突合せ溶接の検査の超音波検査の研究を扱っています。.
- この研究により、溶接パイプの突合せ溶接部の欠陥を特定する際の超音波検査の効率が明らかになりました。.
- ステンレス鋼突合せ溶接管継手の範囲の説明と仕様を提供します。.
3. 溶接
4. 突合せ溶接

