


Chromoly steel has earned its place in demanding engineering applications. Motivated by the need for high strength-to-weight structural materials, engineers have prized chromoly steel for decades in aerospace, motorsport, and military programs. Comprising low-alloy steels family with chromium and molybdenum as main alloying constituents, users can expect tensile strengths of 97,000+psi normalized condition and good weldability. Here is a guide to composition, grades and classes, mechanical properties, heat treatment and weld practices and application data necessary for material selection.
Quick Specs — AISI 4130 Chromoly (Normalized at 870°C)
| Tensile Strength | 97,200 psi (670 MPa) | Yield Strength | 63,100 psi (435 MPa) |
| Elongation | 25.5% | Density | 7.85 g/cm³ (0.284 lb/in³) |
| Hardness | 217 HB | Chromium | 0.80–1.10% |
| Molybdenum | 0.15–0.25% | Carbon (4130) | 0.28–0.33% |
What Is Chromoly Steel? Composition, Designation, and Metallurgy

Chromoly steels are low alloy steels with the following compositions at core markets for aerospace, motorsports and defense materials. The American Iron and Steel Society (AISI) grades follow the SAE J1397 specifications and designated by the most common term,, with where follows the series designation and the last two digits specify carbon content.
AISI 41xx Naming Convention
The four-digit AISI/SAE designation follows a structured logic governed by SAE J1397. The first digit “4” marks alloy steel. The second digit “1” flags the chromium-molybdenum family. The last two digits show carbon content in hundredths of a percent — so 4130 carries 0.30% carbon nominal, 4140 carries 0.40%, and 4150 carries 0.50%. This numbering system covers all ferrous metal alloy classifications in North American standards.
Chemical Composition: 4130 vs mild steel vs 304 Stainless
| Element | 4130 Chromoly | 1020 Mild Steel | 304 Stainless |
|---|---|---|---|
| Carbon | 0.28–0.33% | 0.18–0.23% | 0.08% max |
| Chromium | 0.80–1.10% | — | 18.0–20.0% |
| Molybdenum | 0.15–0.25% | — | — |
| Manganese | 0.40–0.60% | 0.30–0.60% | 2.00% max |
| Nickel | — | — | 8.0–10.5% |
| Iron | Balance | Balance | Balance |
Role of Chromium and Molybdenum
Chromium (0.80-1.10%) increases hardened depth and provides moderate oxidation resistance but it is not enough to make a material stainless. The group does exhibit finer grain sizes than Group members in the normalized and as-quenched conditions.
Molybdenum (0.15-0.25%) increases high temperature strength – thereby increasing creep resistance. In addition, the group counters temper brittleness in chrome-moly steels when in the steels temperrange by decreasing temper brittleness compared to common chromium additions. The chromium-molybdenum combination in this material composition delivers a near perfect blend of strength, toughness and high temperature performance.
Chromoly Steel Grades: 4130 vs 4140 vs 4340 Compared
The 41xx family spans multiple grades with distinct performance profiles. The primary difference between classes is carbon content: the higher the content, the higher the maximum achievable hardness. The lower will naturally be the weldability and the percentage of carbon has an inverse proportion to the tendency to become brittle when cooled from the welding high temperature. The table provides a representative overview.
| Grade | Carbon % | Tensile (psi) | Hardness HRC | Weldability | Primary Applications |
|---|---|---|---|---|---|
| 4130 | 0.28–0.33 | 97,200 (norm) | 22–27 | Good | Structural tubing, aircraft frames |
| 4140 | 0.38–0.43 | 148,000 (Q&T) | 28–34 | Fair | Gears, shafts, axles |
| 4340 | 0.38–0.43 (+Ni) | 185,000 (Q&T) | 35–40 | Poor | Landing gear, crankshafts |
| 4150 | 0.48–0.53 | 167,000 (Q&T) | 32–38 | Poor | Gun barrels, high-wear parts |
The selection of class element depends on the desired balance of factors – more intrinsic hardness, less weldability or greater ductility. Application-wise, the high weldability 4130 is far more prevalent on fabrications such as bike frames, aircraft sections and roll cages. Where is high and wear resistance is necessary, grades like 4140 and 4340 are better suited due to their hardenability.
The class adds 1.65-2.00% nickel to the chromoly base which enhances the high temperature properties further in the steel. With this element, the class is preferred in applications where needs to achieve as binary quench and temper hardened mass replacing expensive options.
Please browse available chromoly steel products to identify current classification schemes and specifications.
Is 4140 Chromoly Steel?
View Answer
Yes. Within the 41xx family, AISI 4140 is a chromoly steel similar to 4130 but containing a different alloying element, the stronger molybdenum (0.15-0.25%) is the other member of the family besides the aforementioned chromium (0.80-1.10 %). Where the difference is in the amount of carbon, 0.38-0.43% for the 4140 and 0.28-0.33% for the 4130.
The higher amount of carbon in the 4140 makes it considerably stronger after it had been heat treated (28-34 HRC vs 22-27 HRC) although it makes it a little more difficult to weld. Good for 4140 because they are used in an environment where wear resistance or strength on the surface matter most (classically geared components, shafts and axles) and welding can be kept to a minimum or eliminated.
Mechanical Properties and Performance Data

1840-M21: The properties of the 4130 chrome moly alloy can vary as much as 113,200psi in tensile strength. It depends on the condition of the treatment. Annealed as a grade can have as little as 81,200psi which as a normalized as some as 150,000+ psi.
4130 Properties by Heat Treatment Condition
| Property | Annealed | Normalized | Q&T (800°F temper) |
|---|---|---|---|
| Tensile Strength | 81,200 psi | 97,200 psi | 150,000+ psi |
| Yield Strength | 66,700 psi | 63,100 psi | 130,000+ psi |
| Elongation | 28.2% | 25.5% | 13–17% |
| Hardness | 156 HB | 217 HB | 35–40 HRC |
Normalized Tensile
97,200 psi
1.77x mild steel
Fatigue Endurance Limit
45,000 psi
1.67x mild steel
Q&T Tensile
150,000+ psi
2.73x mild steel
📐 Engineering Note: The “Lighter Than Steel” Myth
Density of chromoly 4130 is 7.85 g/cm – the same as 1020 mild steel. The weight saving that chromoly provides is not from it being a lighter material, it provides mass savings due to design freedoms over a milder steel. The structural strength of a chromoly 4130 tube with 0.035″ wall thickness is identical to a 1020 mild steel tube with 0.058″ wall thickness.
This is around a 30% saving in weight. It is not the material that is lighter; it is the structure.
There is an easy trade-off in conditions: annealed, which yields the most ductility and highest formability (28.2% elongation), and strength; Normalized, which is the moderate between the high strength of the previous and the high ductility, which in most structural welded applications is desirable; Quenched and tempered, which gives the highest strength, although reduces the ductility level to 13-17% elongation, thus suited for machined components, but not structural fabrication where ductility at the weld sits is needed.
There is one data point of interest: the normalized 4130 as its yield strength is lower (63100 psi) than that of the annealed (66700 psi) structure, yet its TS is higher, this is not a mistake-normalizing creates a finer pearlitic microstructure than the annealed structure which raises the ultimate strength from normalizing, but its behavior at the yield point is different from that of the larger grained annealed structure.
Heat Treatment of Chromoly Steel
Heat treatment enhances the properties of 4130 to that of a high class engineering material from that of a ‘relatively’ modest strength structural steel. Appropriate procedure relies solely upon the predetermined hardness and application.
Heat Treatment Decision Guide
hvis målhår 25-35 HRC Sett & Trimning: austenlikelys ved 1525F ( 830C), oljeshyr, fintroningen ved 800-1200 F (425-650C)
If maximum ductility reqired Normalizing at 1500-1600F (820-870C) followed by air quenching. If maximum ductility needed Full annealing at 1525-1600F (830-870C), furnace cool.
If welded assembly Place the assembled piece in a protective environment Heat to 1100-1250 F (595-675 C) and hold for a minimum of an hour per inch thick (2.5cm) This policy must be applied prior to service.
The target Hardness: Toughness ratio is directly altered by the Tempering temperature. Increased Tempering temp’s(1000-1200F) give a lower Hardness but are more ductile. Decreased T temp’s(400-600F) keep hardness up but are more brittle and prone to catastrophic failure.
Most specifications call for tempering over 800F in welded structures to prevent temper embrittlement.
⚠️ Hydrogen Embrittlement Warning
Don’t cool too quickly 4130 that is in process in an atmosphere containing hydrogen. Atomic hydrogen can diffuse into the metal as it was austenitized and trapped during quenching delaying the brittle fracture until a time between days after the heat treatment. If hydrogen annealing is suspected then bake at 375-4250F for 4+ hours without an outside hydrogen source immediately after quenching.
💡 Fabricator Experience: The #1 Chromoly Failure Mode
The leading cause of racing chromoly frame failures is abrogation of stress relief after welding. Chroniciterventions.Community for FSAE and kamikaziMR2 enthusiasts alike consistently culprinthe blame on welding 4130 tubing that cracks after it’s been subjected to cyclical loads in service.
Welding Chromoly Steel: Methods, Filler Metals, and Best Practices
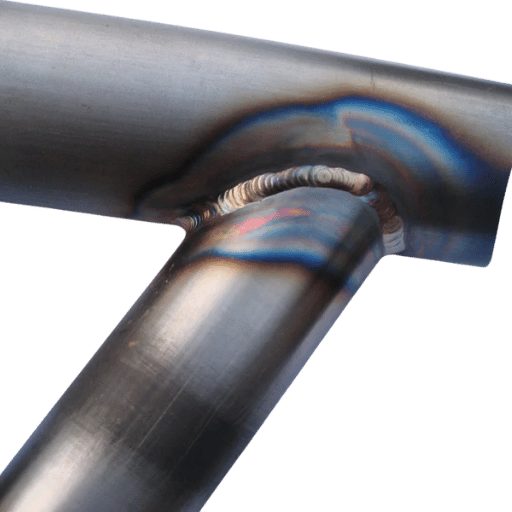
Chromoly is weldable, but not friendly. Nope, chromoly texturees hardenability (where mild steel can take just about anything, including wide swings in the heat (a.k.a. heat input without issue))) inscate. The heat-affected zone will turn into brittle martensite if you go too quick on the postweld cool down. Every weld parameter has an effect: heat input, interpass temperature, filler rod, torch angle and duration, shieldinggas flow rateandargongas purity.
Process Selection
MIG (GMAW) vs. TIG (GTAW) welding for chromoly tubing: TIG is obviously preferable, especially for mild-wall sections of under 0.120′. A side effect of the wide tuning “sweet spot” that makes the system so popular for mild-steel (poor heat control in TIG due to wider puddle is to blame), leaves users virtually no room for error when working with everything from thin-wall chromoly in the 0.0360″ range and less. TIG allows heat input to stay low, and the optimum HAZ width depends on minimizing the heat soak experienced in the section being welded.
Filler Metal Selection
| Filler | Application | Notes |
|---|---|---|
| ER80S-D2 | Standard chromoly joints (no post-weld HT) | Higher Mo content for as-welded strength; industry standard filler for 4130 |
| ER70S-2 | Chromoly-to-mild-steel transition joints | Lower strength; absorbs differential thermal stress at the dissimilar metal interface |
| 4130 filler rod | Heat-treated assemblies only | Matches base metal chemistry; requires full PWHT to develop properties |
💡 Pro Tips from the Shop Floor
One good rule-of-thumb: keep the shielding gas flowing for 1 second for every 10 amps of current you use. So at 100amps arc current, keep the gas flowing for at least ten seconds after the weld puddle disappears. This prevents the oxide from forming in the weld pile up as well as in the HAZ in the weld.
Best choice for chrome protection: install a gas lens at the torch end instead of the standard collet body. The laminar argon flow from the lens travels smoothly over both straight and curved chrome pipe sections, preventing turbulence that can pull in global contamination along the weld puddle edge.
⚠️ The Biggest Chromoly Welding Mistake
Considering assembling a chrome tube frame? Its mild steel equivalent can be mild steel without the reason. Instead of a temperature range of 1600-2200F, we see 1700-1900F in this case due to the alloy. Preheat to at least 300-400F for wall thickness above 0.120″ to slow postweld cool when quality matters. AWS Forum posters are continuously reporting hospital visits for hydrogen embrittled cracks, a side effect of neglecting pre-heat with heavier cross-sections.
‘Remember, keep a tight arc length in chrome. Here’s why: too much arc length spreads the heat to a larger area, leads to porosity formationand ruinsArgon effectivenessat the weld pile edge (aka. where it needs to be the most) simultaneously.
Is Chromoly Steel Hard to Weld?
View Answer
Writable-like welding isn’t difficult, but it is morespectidious than mild steel. Don’t stray fromthoughtful parameters:dampening fatigue to the system (no punch-youlights out welding chrome), must control aht input(not suggest) and making sure proper filler is usedmay be downright remarkable, and there are certain preheating procedures that are necessary for a reason. Here’s when TIG welding should be used instead of MIG for tube sections over 0.120″: start out with at least 300-400F preheat, and keep the interpass temperature from getting too low to avoid rapid postweld cool down. Sorry, at room temperature the tubing should be kept heated to just above ambient temperature (buy the quarter, station wagon, or lunchbox, so you don’t get fighting dissimilar expansion coefficients. When the chrome has been sitting out in your cold truck bed all night, getting out there in less than zero 15-20F temperatures, is sure to induce cracking. It’s all learnable; ignoring the rulebook can be disastrous.
Chromoly Steel Applications: Aerospace, Motorsport, and Beyond
The combination of weldability, hardenability, and a high fatigue limit will placechromoly in some of the most intense and extreme structural applications in the motorsport community, aircraft manufacturing, the chemical process industry, and hugestructural steel buildings. Here’s the each individualchromoilyields it’s most prevalent application.
Aerospace
The AISI 4130 tubing is the basic framework for many general aviation aircraft. Light aircraft fuselage cluster joints, engine mounts, and landing gear are built on 4130 welded tubing as prescribed by SAE AS6350. For higher loaded components (747 cargo doors, large engine components) the strength of 4340 is necessary considering the superior through-hardenability in the thicker cross section. NASA technical reports contain suitable Tensile & fatigue samples for these grades at the temperature extremes seen in aerospace service.
Motorsport
Performance roll cages are
specified in ductile chromoly 4130 according to SFI spec 25.3. NASCAR & NHRA require chromoly tubing in assembly where in excess of 9.65 [PSI] is achieved at the wheels. Mild steel tubing is not acceptable in the higher performance / safety sectors. The bonus may be stated as the same strength weight in an assembly will require 4130 welding will result in the chassis being about 70% lighter than using mild steel with equivalent impact energy absorption, owing to the thinner wall sections allowed.
Cycling
4130 double-butted is the type of steel tubing most common for steel homebuilt bicycle use. Traditional manufacturers such as Reynolds (series 853) and Columbus (Zona) have made a living on chromoly double-butted sets. Higher fatigue life is one of the key reasons: at loaded stresses below the limit (~45,000 [PSI]) the metal can be cycled forever without fatigue failure (crack). By definition an aluminum can always be cycled closer to failure since it has no true fatigue limit. Road vibration is also said to be smoother over longitudinal rides on chromoly frames (this is hard to document).
Military and Defense
AISI 4150 is the material of choice for military use carbine barrels (M16, M4). MIL T 6736 calls for this high carbon (0.48-0.53) material in order to provide adequate surface hardness / wear resistance to the aggressiveness of full auto fire. Acceptance involves proof firing (mounted), magnetic particle inspection, dimensional inspection of bore and chamber through heat treatment.
Application Matrix
| Industry | Grade | Form | Standard |
|---|---|---|---|
| Aerospace — structural | 4130 | Drawn-over-mandrel tubing | SAE AS6350 |
| Aerospace — landing gear | 4340 | Forged bar | AMS 6414 |
| Motorsport — roll cage | 4130 | DOM tubing | SFI 25.3 |
| Oil & Gas | 4130/4140 | Alloy pipe, boiler tube | API 5CT |
| Defense — rifle barrels | 4150 | Barrel blank | MIL-T-6736 |
Other industrial uses of this grade or related 4000 series includes gears, flywheels, crankshafts, and drill collars as the medium necessitates a balance of through-hardenability, fatigue resistance, and machinabilty.
Chromoly Steel vs Mild Steel vs Stainless Steel vs Aluminum
Choosing the correct material and comparing it on quantitative levels rather than qualitative levels is fundamental. The following table directly compares 4130 (chromoly) normalized to three other typical engineering materials:
| Property | 4130 Chromoly | 1020 Mild Steel | 304 Stainless | 6061-T6 Aluminum |
|---|---|---|---|---|
| Tensile Strength | 97,200 psi | 55,000 psi | 73,200 psi | 45,000 psi |
| Yield Strength | 63,100 psi | 30,000 psi | 31,200 psi | 40,000 psi |
| Density | 7.85 g/cm³ | 7.85 g/cm³ | 8.00 g/cm³ | 2.70 g/cm³ |
| Weldability | Good (TIG, preheat needed) | Excellent (any process) | Good (TIG/MIG) | Fair (TIG, specialized) |
| Corrosion Resistance | Low — needs coating | Low — rusts freely | High — passive Cr layer | Good — oxide layer |
| Cost (relative) | 1.5–2x mild steel | Baseline | 3–4x mild steel | 2–3x mild steel |
| Machinability Rating | 70% | 72% | 45% | 90% |
| Fatigue Endurance | 45,000 psi | 27,000 psi | 35,000 psi | No true limit |
Does Chromoly Steel Rust?
View Answer
Above all, No. In the world of steel the distinction made here is significant. There is enough time in the world for 7.85cm (7.85 g/cm) stainless steel or 4130 and the corrosion protection will come in the coating applied. A chromium (.8-1.10%) steel is not then in itself a stainless and will rust under declared, undisturbed conditions if there is oxidation of the coating or the steel base. Typical protection in the aerospace trade is paint, powder coating, zinc or cadmium plating, or internal frame sealant (standard bicycle practice). Phosphate conversion coatings are an excellent base for paint. If doing any highly corrosive environments one should consider stainless if using a capable grade or applying a barrier coating such as thermal spray (zinc, steel, aluminum, or ceramic).
Material Selection Decision Framework
If performance choice is maximum strength 4340 chromoly, quench + temper (185,000 [PSI])
Performance choice is a weldable + high strength chromoly 4130, normalized (97,200 [PSI])
performance choice is corrosion resistant
304 stainless steel (passive oxide layer)
performance choice is minimum weight
6061-T6 aluminum (2.70 g/cm)
If priority = lowest cost 1020 mild steel (baseline pricing)
✔ Chromoly Advantages
- High strength-to-weight ratio (thinner walls at equal load capacity)
- Responsive to heat treatment (81,200–150,000+ psi range)
- Good weldability in 4130 grade with proper technique
- Defined fatigue endurance limit (45,000 psi)
- Widely available in tubing, bar, plate, and sheet forms
⚠️ Chromoly Limitations
- Rusts without protective coating — not corrosion-resistant
- 1.5–2x cost premium over carbon steel
- Requires controlled welding procedures (preheat, post-heat, specific fillers)
- Sensitive to hydrogen embrittlement after heat treatment
- Higher carbon grades (4140, 4150) have poor weldability
Frequently Asked Questions
What is chromoly steel made of?
View Answer
Chromoly steels are a family of iron based alloys that contain the signature alloying elements of chromium (0.80-1.10%) and molybdenum (0.15-0.25%) in addition to carbon, manganese, silicon, with small amounts of sulfur and phosphorus. The traditional or most frequently specified grade in the 41xx family is AISI 4130, which consists of 0.28-0.33% carbon. The carbon and alloying elements exist in combination: chromium provides the strong depth of hardening and hardenability traits, while molybdenum is a temper embrittlement mitigant and high temperature strength retention element.
How strong is chromoly steel compared to regular steel?
View Answer
Average normalized strength for 4130 chromoly with alloying elements present is 97,200 psi (about 1.77x the 55,000 psi strength of 1020 mild steel, which is the baseline) at ultra-high strength in a hardened and normalized state, and actually exceeds 150,000+ psi (by almost 3x the minimum!) with quenching and tempering.
Can chromoly steel be MIG welded?
View Answer
Yes. In applications over 3/16″, MIG (GMAW) welding is an increasingly attractive option for chromoly sections- it provides more heat deposit in slightly less overall time than TIG using higher deposition rates. Use ER80S-D2 type filler wire with a 75/25 argon-CO_2 shielding mixture. For thinner wall tubing (under 0.120″), Tungsten inert gas welding is actually the process of choice as the more aggressive heat input of the wire and wire feed mechanism allows for finer control in heat deposit with a smaller weld puddle. Regardless of process, preheat directions and stress relief protocols still apply.
How do you identify chromoly steel?
View Answer
There are three tests used to distinguish either mild steel or chromoly when the material can not be verified by documentation. The easiest to perform in the field is the spark test: molybdenum and chromium containing alloys emit shorter- for greater distance compared to the longer, white forking sparks of mild steel. Material Test Reports can be confirmed by reference to the mill, or portable spectrographic analysis (XRF or OES) can allow field certification to be performed in the field.
Is chromoly steel magnetic?
View Answer
Yes. Chromoly is as magnetic as mildly steel and other low alloy steels, just as popular Low carbon steels – so the magnet test provides no distinction unless other testing equipment is available.
How do you prevent chromoly steel from rusting?
View Answer
Active protection is necessary for chromoly corrosion protection as it is not inherently corrosion resistant. Paint over phosphate primer has been the most popular. Powder coating is far more common in automotive and high-performance bicycle applications- it is often combined with zinc, cadmium, or galvanized coatings to assure protection in marine environments. The third choice for high-end applications is of course cadmium or galvanized Zist plating. In closed tubing like bicycle frames, the addition of an interior solution (boiled in linseed oil or Weigle Frame Saver) prevents interior rust formation when moisture condensation occurs- in the enclosure. When fabricating in an industrial environment, being ready with a coat of tar after the first weld jumpstarts corrosion protection, which can begin within hours in the presence of moisture and oxygen.
What does chromoly steel cost?
View Answer
Chromoly costs 1.5-2x the cost of mild steel depending on grade (it is more expensive) forge form, quantity purchased, current pricing trends, trends at the time of ordering, and the qualities of the form itself. For instance, aircraft quality drawn tubing which conforms to AMS specifications requires far more severe processing and people working in the industry are generally more knowledgeable, so those product lines tend to be priced slightly higher than other versions in the 41xx alloy family. Retail prices for small orders will be proportionately larger in comparison to bulk products direct from the Chinese or Western European mills.
Need Chromoly Steel for Your Project?
Please submit if you would like a quote for 4130, 4140, 4340 chromoly in tubing, bar, plate, or any custom form.
or Request Free Material Test Certificate
Our Perspective on Chromoly Steel
Balancing the hardness of the alloy within the specified range for a series of compositions as released to us from the ASM, SAE, NIST learning tools, baling-steel.com is providing no secret proprietary testing or in-house measurements. We recommend that practicing engineers confirm the yield strength, ductility, and tensile characteristics of new materials against the specific mill test report for the particular quality in question.
References & Sources
- AISI 4130 Steel, Normalized at 870°C — ASM MatWeb
- AISI 4130 Alloy Steel (UNS G41300) — AZoM
- NIST- Fatigue Study on SAE X4130 Steel.
- NASA Tech Reports- Tensile Properties of Low-Alloy Steels.
- ESAB- TIG Welding Chromoly Tube: Best Practices.
- Solving Weld Crack Issues with 4150 Chrome-Moly Steel — The Fabricator
- Chromoly Welding Discussion — American Welding Society Forum
Related Articles
- What Is Alloy Steel? Types, Grades, and Applications.
- What Is Tensile Strength? How To Test For It.
- Stainless Steel Pipe: Complete Buying Guide
- What Is Mild Steel? Properties, Uses, and Grades.
- Alloy Pipe: Specifications and Applications
Reviewed by steel-baling.com- supporting the world steel industry since 2016.

