


Every stainless seamless pipe order starts off with three questions: what grade, what schedule, what standard? This simple presentation walks you through the answers to each with a specification specifications way, specification size charts matched against ASME B³6.19M, and selection criteria field tested against project failures and successes. Whether you are replacing corroded carbon steel lines or specifying new process piping, the decisions made in the buying process will determine decades of service.
Quick Specs
| Common Grades | 304/304L, 316/316L, 321, 347, Duplex 2205 |
| Standard | ASTM A312/A312M-25 |
| Size Range | NPS 1/8″ – 24″ (seamless production) |
| Schedules | 5S, 10S, 40S, 80S, 160, XXH |
| Standard Length | 20 ft random or cut-to-length |
| Temperature Range | –325 °F to 1500 °F (grade-dependent) |
What Is Stainless Seamless Pipe and How Is It Made?
A stainless seamless pipe is a hollow, cylindrical product manufactured without a longitudinal weld seam. Weld seam free construction means the pipe will have a consistent grain flow around the entire circumference, leading to higher pressure ratings, better corrosion resistance, and more predictable behavior when used in cyclic applications.
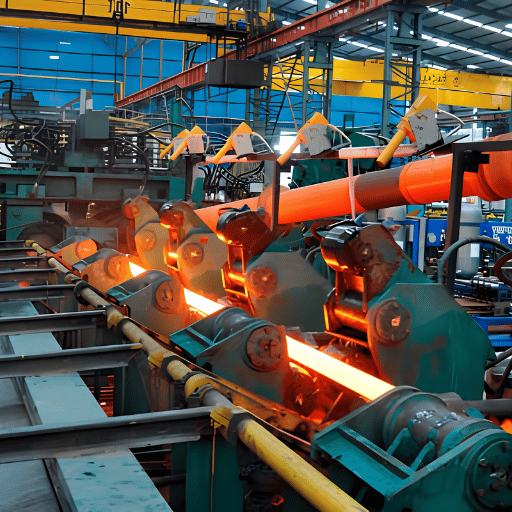
Manufacture begins with a solid round billet of stainless steel that is heated to forging temperature (1150-1250 C for austenitic grades) and pierced in a rotary piercing mill. A mandrel bar runs through the core of the billet while rolling mandrels expand it outward to form a hollow shell. This shell moves through an elongation mill where it is reduced by stretching toward the required diameter and wall thickness.
Precise dimensional tolerances are achievable with cold drawing – pulling the pipe through a die over a mandrel at room temperature. This work-hardens the stainless to that required by ASTM A312. Solution annealing follows (high temperature (~1050 – 1100 C) followed by rapid cooling) to eliminate loss of corrosion resistance due to uneven grain size.
The finished seamless pipe has the uniform metallurgical structure and grain flow necessary for Use A applications. Continuous grain flow versus the discontinuous grain structure (and heat-affected zone) of a welded pipe accounts for a higher ASME B31.3 weld joint efficiency factor of 1.0 versus the 0.85 typical of welds.
What Is a Seamless Stainless Steel Pipe?
A seamless stainless steel pipe is a hollow product made by cold and hot working solid stainless billets with no welding processes. Seamless pipes provide a uniform grain structure and dimensional stable construction providing the criteria for ASME B31.3 and B31.1 applications associated with high temperature/high pressure/corrosive service. Standards include the common grades of304L, 316L, 321 and 2205 duplex, with ASTM A312 representing most process piping requirements.
Seamless Pipe vs Seamless Tube — Key Ordering Distinction
Beyond selecting the corrosion resistant steel, you’ll choose between tube and pipe, NPS and actual outside diameter, standard and special dimensions, and the service factors offered by each specification. The smaller 1/2″ to 2-3/4″ outside diameters (and closer dimensional tolerances) of ASTM A269 are for instrumentation and process heat exchangers. Nominal pipe size, the “NPS pipe size” is based on a 2:1 ratio of outside diameter to wall thickness, while tube dimensions use the actual outside diameter and wall thickness in decimal inches or millimeters.
ASTM A312 refers to commercially pure welded or seamless stainless steel pipe where corrosion and temperature-resistance matter most, providing specifications for tube, piping, and fittings. ASTM A269 specifies general service stainless steel tubing in a broad range of sizes having tighter tolerances than ASTM A312. Intended for Instrumentation, Condenser, and Heat Exchanger applications.
Field Note: “In my experience with tubing we would be ordering ERW, and if we needed better quality then ERW drawn over mandrel”. About as is typical – tubing usage often is welded and drawn due to the mandrel pass through taking out the weld bead inside, where as pipe uses fully seamless as a default if either the pressure or code demands it.
Read more about the differences here. have a read through our full seamless pipe stock.
Seamless vs Welded Stainless Pipe — When Each Wins
The “seamless is always better” presumption costs buyers money on projects where welded pipe is just as good. The real question is not which type is better in isolation, it is which type meets your pressure, temperature, corrosion, and budget demands.
| Property | Seamless | Welded (EFW/ERW) |
|---|---|---|
| Weld Joint Efficiency (ASME B31.3) | 1.0 (100%) | 0.85 (85% derating) |
| Burst Pressure (relative) | Higher — no seam weak point | Lower — seam limits rated capacity |
| Cost (relative to seamless) | 1.0× (baseline) | 0.6–0.75× for equivalent size |
| Lead Time | 8–16 weeks (common sizes in stock) | 4–10 weeks |
| Maximum Size Available | NPS 24″ (practical limit) | NPS 60″+ (no piercing constraint) |
| Wall Thickness Uniformity | ±12.5% (eccentric possible) | Tighter — rolled from flat plate |
That 85% weld joint efficiency factor is the largest single technical reason to specify seamless. With ASME B31.3, welded pipe’s permitted stress is provided a correction factor of 0.85 – requiring increased wall thickness to withstand the same pressure. Seamless pipe removes this penalty where service exceeds 1,000 PSI or cyclic-service conditions:
📐 Scenario: Chemical Plant Over-Specification
A chemical plant spec engineer specified seamless pipe for ALL stainless piping— even utility water and instrument air lines running under 150 PSI. Cost overrun—30-40% on those utility lines were welded SCH 10S would have easily satisfied all code and service needs. Seamless was correct for the high pressure reactor feeds but was needlessly over-specified for support services.
It cost us $180,000 in a medium-sized project to have separate specs for seamless (process) and welded (utility).
Decision Framework: Seamless or Welded?
Seamless IF must be selected when operating pressure is greater than 600 PSI, or temperature is greater than 800 F, or service is cyclic loading, or the code specifically requires E=1.0, or when the chloride/acid environment requires full circle corrosion resistance.
Select welded IF: pressure is less than 300 PSI at intermediate temperature, or NPS greater than 24″, or lead time is a concern, or high-style decorative/structural application without pressure code, or the price is more important than the small performance increase.
Is Welded or Seamless SS Pipe Better?
Neither is categorically better—eventually the choice is application-specific. For service requirements with high pressure (above 600 PSI), high temperature, and/or cyclic loading conditions which lower welded joint efficiency factors to reduce allowable stress, seamless stainless is required. Otherwise, welded pipe is less costly, more available, larger diameter (above NPS 24″ where seamless production is not feasible), with extensive source options.
For low pressure utility services, decorative or structural applications, or non-coded pressure service (even standard building specs), the cost-effectiveness of welded application is inherent, without sacrificing performance, 20-40% less expensive.. The decision should be made so as not to over specify.
Match our range of stainless steel welded pipe for the application where welded is the perfect solution.
Stainless Seamless Pipe Grades — 304 vs 316 vs Duplex 2205
Grade selection is the single most important decision when buying any stainless steel pipe. Not using the correct grade will result in premature failure in service, while the correct grade will outperform with life-spans lasting many decades. Here is what differentiates the three most widely used grades of seamless pipe.
| Property | 304/304L | 316/316L | Duplex 2205 |
|---|---|---|---|
| Chromium (Cr) | 18–20% | 16–18% | 22–23% |
| Nickel (Ni) | 8–10.5% | 10–14% | 4.5–6.5% |
| Molybdenum (Mo) | None | 2.0–3.0% | 3.0–3.5% |
| Carbon (C) max | 0.08% / 0.030% | 0.08% / 0.030% | 0.030% |
| Min Yield Strength (MPa) | 205 / 170 | 205 / 170 | 450 |
| PREN (Pitting Resistance) | ~18 | ~24 | ~40 |
| Relative Cost | 1.0× | 1.2–1.4× | 1.8–2.5× |
Yield strength difference between duplex 2205 and austenitics is striking: 2205 providing minimum yield of 450 MPa as opposed to 170 for 316L: nearly 2.65 times the strength. Thinner walls can be used to achieve the same pressure rating, which can partly offset the higher cost by weight for the material. Therefore in heaving weight critical applications, such as in off-shore platforms, duplex can actually be the most economical choice on a total installed cost basis.
💡 The Molybdenum Rule
If the chlorides are any form or concentration seawater, brine, De-icing chemicals, coastal atmosphere, specify 316 at a minimum. The 2.0-3.0% molybdenum in 316 has a very positive affect on pitting resistance in the presence of chlorides. Grade 304, with no molybdenum, has no defense and will pit under situations that 316 would happily endure.
This is the single, most commonly encountered mistake when specifying stainless pipe..
📐 Scenario: Brine Line Failure in Coastal Florida
A food processing facility located in coastal Florida specified 304L seamless piping for brine wash lines that transported 3.5% NaCl at 140 F. After 18 months of operation, several pipe sections had developed severe pitting, leading to through-wall penetration. Root cause was straightforward: 304L does not contain molybdenum and has a PREN of only 18 which is not high enough for a chloridic environment.
Every section of brine line was updated to use 316L seamless pipe (PREN of ~24) and has now been in operation for nearly 7 years without any signs of pitting. That replacement cost four times as high as it would have cost to specify 316L from the initial project.
Molybdenum in austenitic stainless steels greatly reduces their susceptibility to pitting and crevice corrosion in chloride salt environments. A 2-3% Mo content in 316 grades pushes up the critical pitting temperature by about 15-20 C relative to 304 grades, and thus is the standard specification for any application subjected to chloride salts.
– ASM International, Corrosion of stainless steels (resting on NACE/ASM instructions)
Which Is Better, Stainless Steel 304 or 316?
Neither is the clear choice – both are suitable for a different corrosion environment. Grade 304 is suitable for indoor, freshwater and mild atmospheric environments where chlorides are not present. It provides a cost saving of around 20-40% over 316 for a material that is also generally available in stock.
The grade 316 is the appropriate material for use where chlorides are present: seawater, chemical processing, food/ beverage with salt, coastal applications, de-icing chemicals and corrosion by chemicals in general. The presence of molybdenum in 316(2.0-3.0%) affords increased pitting resistance that 304 is not able to provided. In general, 316L (low-carbon specification) is the safe choice for most industrial process piping systems.
Anonymose by grade for seamless stainless steel pipe. Find out more about 304 stainless properties. Or perhaps find out about id does stainless steel rust.
ASTM Standards — A312, A269, A519, and When Each Applies
Incorrect ASTM specification ASTM specification errors are one of the most surprisingly frequent specification errors that causes such delays in purchase and delivery, and sometimes unsatisfactory final material. Because the ASTM standards are very specific about the kind of product; its size, range and service size, it has to be specified correctly.
| Standard | Scope | Size Range | Key Grades | Test Method | Typical Use |
|---|---|---|---|---|---|
| ASTM A312 | Seamless & welded austenitic SS pipe | NPS 1/8″–30″ | 304, 316, 321, 347 | Hydrostatic + eddy current | Process piping, pressure service |
| ASTM A269 | Seamless & welded SS tubing | 1/16″–5″ OD | 304, 316, alloy 20 | Air underwater / eddy current | Instrumentation, heat exchangers |
| ASTM A519 | Seamless carbon & alloy mechanical tubing | 1/2″–10-3/4″ OD | 1020, 4130, 4140 | Per purchaser agreement | Mechanical/structural, cylinders |
| ASTM A213 | Seamless ferritic/austenitic boiler tube | 1/8″–5″ OD | T11, T22, 304H, 321H | Hydrostatic or nondestructive | Boilers, superheaters, heat exchangers |
ASTM A312/A312 M 25, published in May 2025, updated the previous revision and is the current governing austenitic stainless steel pipe specification for general corrosive and high-temperature usage. If your order still cites an ASTM A312 20XX revision, consider requesting it be upgraded with the most current revision to ensure compliance with the latest material specifications.
📐 Engineering Note
ASTM A312 requires a hydrostatic test at a minimum 2,500 PSI along with a nondestructive electric test (eddy current inspection per ASTM E213) to be performed on seamless pipe by agreement between customer and producer. This dual requirements of pressure plus volumetric inspection makes A312 the standard of choice in pressure rated process piping.
Specification Tip: Instrumentation tubing is often mistakenly ordered under ASTM A312. Applying A269 specifications for instruments tube sizes results in smaller outside diameters and tighter tolerances specific for instrumentation, condensers, and heat exchangers. Ordering A312 seamless pipe for small bore instruments lines results in paying for testing specifications that are unnecessary and getting a product with looser tolerances than the fitting expects.
Public agency offices concerned with pipeline projects should be aware that PHMSA (Pipeline and Hazardous Materials Safety Administration) specifies API 5L in public pipeline projects rather than A312 stainless steels. Confirm if your federal pipeline is regulated before ordering the pipe.
See our ASTM A182 flange specifications for companion flange material that pairs with A312 pipe.
Stainless Seamless Pipe Size Chart — OD, Wall Thickness, Weight

The table below shows the most frequently ordered stainless seamless pipe sizes made from NPS 1/2″” through 12″” in three schedule designations. The dimensions reflect ASME B36.19M (Stainless Steel Pipe). An approximate weight per foot is added for stainless material densities of 0.2884 lbs/in (this density applies to 304 and 316).
| NPS | OD (in.) | SCH 10S WT | SCH 10S lb/ft | SCH 40S WT | SCH 40S lb/ft | SCH 80S WT | SCH 80S lb/ft |
|---|---|---|---|---|---|---|---|
| 1/2″ | 0.840 | 0.083 | 0.671 | 0.109 | 0.851 | 0.147 | 1.088 |
| 3/4″ | 1.050 | 0.083 | 0.857 | 0.113 | 1.131 | 0.154 | 1.474 |
| 1″ | 1.315 | 0.109 | 1.404 | 0.133 | 1.679 | 0.179 | 2.172 |
| 1-1/4″ | 1.660 | 0.109 | 1.806 | 0.140 | 2.273 | 0.191 | 2.997 |
| 1-1/2″ | 1.900 | 0.109 | 2.085 | 0.145 | 2.718 | 0.200 | 3.631 |
| 2″ | 2.375 | 0.109 | 2.638 | 0.154 | 3.653 | 0.218 | 5.002 |
| 2-1/2″ | 2.875 | 0.120 | 3.531 | 0.203 | 5.793 | 0.276 | 7.661 |
| 3″ | 3.500 | 0.120 | 4.332 | 0.216 | 7.576 | 0.300 | 10.25 |
| 4″ | 4.500 | 0.120 | 5.613 | 0.237 | 10.79 | 0.337 | 14.98 |
| 5″ | 5.563 | 0.134 | 7.770 | 0.258 | 14.62 | 0.375 | 20.78 |
| 6″ | 6.625 | 0.134 | 9.290 | 0.280 | 18.97 | 0.432 | 28.57 |
| 8″ | 8.625 | 0.148 | 13.40 | 0.322 | 28.55 | 0.500 | 43.39 |
| 10″ | 10.750 | 0.165 | 18.65 | 0.365 | 40.48 | 0.500 | 54.75 |
| 12″ | 12.750 | 0.180 | 24.17 | 0.375 | 49.56 | 0.500 | 65.42 |
WT = Wall Thickness (in.) | lbs/ft= Pounds per linear foot | Per ASME B36.19M
💡 Tolerance Notes
Outer diameter tolerances of 1/64″ for NPS 1 1/2″ and under or 1% for larger nominal pipe sizes. Wall tolerances of –12.5% of nominal per ASTM A312 use. Since outside diameter tolerances are positive or zero with the maximum under size for wall, actual wall thickness can be significantly less than the tabulated value when pressure calculations assume minimum wall.
For more details on nominal pipe sizes and weight calculations, visit our accessorial pipe sizes page.
Industry Applications — Matching Grade and Schedule to Your Sector

Every industry values certain stainless seamless pipe characteristics over others, which define the most useful grade and schedule mix for their process needs. The table below shows the most frequently ordered configurations based on accepted standards and real-world usage.
| Industry | Preferred Grade | Typical Schedule | Governing Standard | Key Requirement |
|---|---|---|---|---|
| Oil & Gas | 316L, Duplex 2205 | 80S, 160 | ASME B31.3, NACE MR0175 | Sour service resistance, high pressure |
| Chemical Processing | 316L, 317L, alloy 20 | 40S, 80S | ASME B31.3 | Acid/chloride corrosion resistance |
| Food & Beverage | 304L, 316L | 10S, 40S | 3-A Sanitary, ASME BPE | Surface finish (Ra ≤ 32 µin.), cleanability |
| Pharmaceutical | 316L (low ferrite) | 10S, 40S | ASME BPE, FDA 21 CFR | Electropolished bore (Ra ≤ 15 µin.) |
| Power Generation | 321, 347, 304H | 80S, 160 | ASME B31.1 | Creep strength above 1000 °F |
| Water Treatment | 304L, 316L | 10S, 40S | NSF/ANSI 61, AWWA | Potable water contact certification |
📐 Scenario: Hospital HVAC — Correct Grade Selection
A fast food prep kitchen submitted a hospital specification for 304L SCH 10S seamless pipe for chilled water at 45 F and 125 PSI. While a standard application, this specification was the right decision: the utility water provided was treated (low chloride), the pressure moderate, and 304L’s corrosion resistant properties easily sufficient for closed loop HVAC service. Choosing 316L instead for this system would have added 25% to the material cost with no performance gain. Key learning: The right grade for the application does not always mean the ‘best quality available’.
More tightly controlled (and more expensive) is material quality for special applications. NASA has a unique set of specs for seamless pipe in spacecraft and launch facility systems (SSTD-8070 series). More stringent inclusion controls with dye-penetrant inspection requirements beyond ASTM spec is common on all tests.
Domestic stainless steel pipe for federally funded water worksite projects (epa American Iron and Steel (AIS) stipulations) receives preference. Imported material is not considered, for example, for use with Clean Water State Revolving Fund (CWSRF) and Drinking Water State Revolving Fund (DWSRF) programs. Confirm AIS compliance before ordering any municipal work.
Explore related products: alloy pipe for high temperature service, or stainless water pipe for drinking or process water service.
Carbon Steel vs Stainless Seamless — Cost-Performance Tradeoff
stainless seamless pipe averages 3-5x the price per foot of similar size carbon steel pipe. That upfront number deters many buyers from stainless, but it is not a valid comparison. A total cost of ownership (TCO) analysis must be performed for each service life scenario.
| Cost Factor | Carbon Steel (A106 Gr. B) | 316L Stainless (A312) |
|---|---|---|
| Material Cost (per ft, NPS 2″ SCH 40) | $4–7 | $18–30 |
| Coating/Painting | Required (every 5–10 years) | None needed |
| Corrosion Allowance | 1/16″–1/8″ added to wall | Zero (no general corrosion) |
| Expected Service Life | 15–25 years (corrosive service) | 40–60+ years |
| Replacement Cost (20 yr) | 1–2 full replacements likely | Zero |
| 20-Year TCO (relative) | 1.8–2.5× initial cost | 1.0× initial cost |
Steel pipe market pricing remains high. The FRED Producer Price Index for Iron and Steel Pipe sat at 501.051 in March 2024, reflecting the high readings seen since the beginning of pricing data. 2024 US export prices for stainless steel pipe averaged $20,539 per ton, an increase of 19% from the previous year.
Fabrication Point: “It is harder to get a quality weld in a stainless steel system than carbon steel.” This statement is true – stainless welding practices specify argon flushing, lower preheat and interpass levels, and more skilled welders. Add in fabricator labor costs to the TCO comparison. It is fair to say a 316 system requires on average 30-50% more welding man-hours than carbon steel of the same size (it is not necessarily stainless steel labor costs). This diminishes the stainless advantage but rarely negates it over the service-life.
When stainless wins on TCO: Any use requiring coating maintenance, corrosion allowance, or replacement of a carbon steel pipe in less than 20 years. Chem processing, water treatment, food/beverage, pharmaceutical, and marine applications make every reasonable effort to specify stainless for lifecycle economics. Dry, indoor, non-corrosive structural applications favor carbon.
Compare our carbon steel pipe schedule 40 prices, or look through to explore our whole catalog of carbon steel pipe.
Quality Inspection and Supplier Selection Checklist
Not all stainless seamless pipe is equal, and not every mill test report indicates an accurate picture. Here is a simple eight point proofing list for important areas that help buy one or prevent problems after installation.
✔ 8-Point Incoming Inspection Checklist
1. Mill Test Certificate (MTC) – EN 10204 3.1 minimum
Check heat number, chemical details (all elements), mechanical test reports (tensile, yield, elongation), and hydro-static/NDE reports. MTC must match each pipe length with the corresponding heat number.
2. Positive Material Identification (PMI)
Handheld XRF or OES spot check on 10% or more pipe lengths. Confirm Cr, Ni, Mo results match heat number and grade specification. Catch the most dangerous substitution cheating – 304 as 316.
3. Dimensional Verification
Perform measurements at both ends, and in the middle of the length. Check wall thickness at four points around the circumference on each end (0, 90, 180, 270). Check weigh using the ASTM A312 tolerances: OD 1/64″ (NPS 1-1/2″ or smaller), wall -12.5%.
4. Surface Inspection
Visual inspection for pits, cracks, laps, seams, scale, discoloration on both ID and OD surfaces. For critical service, use dye penetrant (PT) per ASTM E165 on a test basis. Reject pipe with visible longitudinal damage or defects.
5. Stencil/Marking Verification
Ensure ink stencil or die stamp indicates: ASTM spec, grade, heat number, supplier name or logo, NPS and schedule, and “SMLS” for seamless. Missing or non-readable markings are a cause for rejection.
6. End Protection and Packaging
Verify the endcaps are plastic plugs (plain ends) or plastic caps (beveled ends) to avoid damage and contamination. Make sure pipe bundles are strapped together with non-metallic or padded steel straps to avoid damage from transport.
7. Solution Anneal and Hardness Verification
For cold-worked seamless pipe, verify that solution anneal was performed (per MTC). For critical service, check ID surface for a maximum HRB hardness of 92 on 304L, and 95 on 316L according to ASTM A312. Hardness outside the specification implies incomplete solution anneal.
8. Nondestructive Examination (NDE) Records
Verify hydrostatic test was performed at a minimum of 2500 PSI according to ASTM A312, or pursue an eddy current test according to ASTM E213 as an alternative. Request the test records, not a simple statement of conformance. If using UT for wall thickness measurement, obtain an ASTM E213 certified operator when possible, and use a sampling plan.
⚠️ Red Flags — Reject or Investigate Further
- Missing or duplicate heat numbers across multiple lengths
- Type II composition is extremely generic and common across many heats (spoken to the difficulty of finding a single steel composition that works in process).
- No ultrasonic test (UT) record in the certification package
- Pipe stamped “SMLS” was checked for a faint longitudinal line on ID surface indicative of a re-marked 100% welded pipe (versus seamless).
- Hardness readings significantly below minimum (may indicate wrong grade)
A peer-reviewed failure analysis, posted for free access on ResearchGate, documented stainless seamless pipe shortening from undetected destructive surface indications which passed a hydrostatic test and then cracked in cycle. This demonstrated the value of extended quality control techniques for critical process piping in thermal cycling service.
Fit-Up Tip: “I always account for 1/16 inch of shrink” after welding stainless steel pipe. Stainless has roughly 50% greater thermal expansion than carbon steel, and welding distortion can pull pipe lengths shorter. Incorporate this considerations into cutting measurements especially in long runs with multiple butt welds.
Stainless Seamless Pipe Market Outlook — What’s Changing in 2025-2026
Global market size for stainless steel seamless pipe was valued at around $3.88 billion in 2025; and is forecast to reach $5.15 billion by 2030 at a CAGR of 5.8%. Multiple forces are converging to change the supply chain and cost of ordering stainless pipe in 2026.
Increased tariff: A 25% tariff on foreign steel imports to the U.S., holds through 2025 and into 2026, continues to favor domestic mills and push landed prices for overseas stainless pipe higher. A buyer in search of overseas mills should build a 30-40% milkrun and freight cost buffer into total landed cost calculations.
Market growth: Cold drawn seamless grew 16.57 % CAGR – the highest among all manufacturing methods – in response to a growth in pharma, semiconductor, and specialty applications requiring higher tolerances and a lower roughness than hot-finished pipe.
Hydrogen pipeline networks are an emerging demand. As green hydrogen volumes grow, the stainless and high nickel alloy seamless pipe infrastructure to deliver them will need to be corrosion embrittlement resistant. From a near non-existent market five years ago, specifications inquiries are now coming from the entire supply chain.
On the technology side, advances in laser and electron beam welding are narrowing the seam/no seam quality gap for some size ranges and missions. High-energy-density welds conduct heat into a narrower HAZ, which approaches the strength and ductility of the base metal – but the specification advantage of seamless pipe is unimpaired where the application is ASME pressure codes requiring E=1.0.
ASTM A312M-25, issued in May 2025 updates the consensus for acceptance testing requirements. Customers should use this revision in new releases.
“The high growth rate of 5.8% CAGR in the stainless steel pipe market is driven by ongoing demand for chemical and other processing facilities, as well as tariff-driven reshoring of the supply chain. Cold-drawn seamless recorded the highest growth rate because pharmaceutical and other high tech end users need closer tolerance control achievable with cold finishing.”
– Industry market analysis, adapted from MarketsandMarkets stainless steel pipe projection
💡 Pricing Action
Buyers should lock in stable pricing before the beginning of tariff review in Q3 2026. Present Section 232 tariff schedule is liable to review, and aftermath – whether up, down, or quota-related adjustments- impacts inventory running through the distribution and manufacturing pipeline for 30-60 days. Economizing by ordering at fixed prices now shield against future increases.
Frequently Asked Questions
Q: What are the common problems with seamless pipe?
View Answer
Q: How is seamless stainless steel pipe made?
View Answer
Q: Can stainless seamless pipe be buried?
View Answer
Q: What is the difference between Schedule 10S and Schedule 40S?
View Answer
Q: Can stainless seamless pipe be painted?
View Answer
Q: What is the maximum temperature for 304 stainless seamless pipe?
View Answer
Are you ready to buy? To find current prices for stock stainless seamless pipe in grades 304L and 316L, or duplex 2205, all standard schedule sizes are available with mill test certificates.
About This Analysis
This article discusses culled stainless seamless pipe types (grades 304, 316, duplex 2205), standards (ASTM A312), and dimensional data (ASME B36.19M) from current published standards, using market data sources (ASTM stores, Wolfram FRED economic indicators, metallurgical peer reviews). Types of applications and scope of applications for stainless steel costs and properties are based on field experience in industrial process piping. This article was developed by the Baling Steel engineering team.
References & Sources
- ASTM A312/A312M-25 – Standard Specification for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipes (ASTM International, 2025)
- ASME B36.19M – Stainless Steel Pipe (American Society of Mechanical Engineers)
- ASME B31.3 – Process Piping (American Society of Mechanical Engineers)
- ASM International – Corrosion of Stainless Steels, ASM Handbook Volume 13
- NACE MR0175/ISO 15156 – Petroleum and Natural Gas Industries: Materials for Use in H2S-Containing Environments
- FRED Economic Data – Producer Price Index: Iron and Steel Pipe and Tube Manufacturing (Federal Reserve Bank of St. Louis, 2026)
- MarketsandMarkets — Global Stainless Steel Pipe Market Forecast, 2025–2030
- EPA American Iron and Steel (AIS) Requirement – Clean Water and Drinking Water State Revolving Fund Programs
- PHMSA / API 5L – Federal Pipeline Safety Regulations and Line Pipe Specification
- ResearchGate – Crack Failure Analysis of Stainless Steel Seamless Pipe (2023)
- NASA SSTD-8070 Series – Seamless Pipe Standards for Space Systems

