


Saldare il tubo inossidabile con un approccio mentale diverso rispetto alla lavorazione dell'acciaio Quello stesso cromo che consente all'inossidabile di resistere alla corrosione è un danno quando il calore viene applicato ad esso richiede un dosaggio predeterminato di esso Tutte le saldature, sia attraverso i processi di saldatura utilizzati, la scelta del metallo d'apporto, i metodi di spurgo o gli standard di prova, ecco cosa rende un giunto saldato in acciaio inossidabile resistente alla corrosione, piuttosto che guastato prematuramente.
Specifiche rapide
| Processo Primario | GTAW (TIG) per passaggio radice; GMAW/FCAW per riempimento e cappuccio |
| Gas schermante | 100% Argon (TIG); Ar + <5% miscele di CO2 (MIG) |
| Grado del riempitivo | ER³08L (base 304), ER316L (base 316), ER309L (dissimile) |
| Gas di spurgo posteriore | 99,99% Argon 9 target <25 ppm O2 (per uso alimentare) |
| Standard chiave | ASTM A312/A312M-22, ASME Sezione IX, AWS D18.1:2020 |
| Ma× Ingresso di calore | <1,5 kJ/mm per gradi austenitici |
| Interpasso Temp | ≤350 °F (177 °C) per linee guida ASME |
Perché la saldatura dei tubi in acciaio inossidabile è diversa dall'acciaio al carbonio
L'acciaio al carbonio perdona il controllo di calore povero L'acciaio inossidabile no. Ci sono tre aspetti metallurgici che rendono la saldatura del tubo inossidabile un processo totalmente nuovo:
Sensibilità al cromo L'acciaio inossidabile ha 10.5% o più cromo in esso (in peso) Questo deposita uno strato protettivo di ossido di cromo (Cr0) sulla superficieil motivo è “inless”.
La saldatura ‘rompe’ quello strato protettivo e, se non eseguita correttamente, ne impedisce il reforming.
Sensibilizzazione Una lunga esposizione a temperature superiori a 950F (500C) e 1500F (800C) consente al carbonio di legarsi con il cromo portando alla formazione di carburi di cromo lungo i bordi dei grani Questa “wastes” il cromo in modo che l'ossido di cromo non sviluppi un'altra forma di corrosione chiamata sensibilizzazione.
Le condizioni possono provocare perdite di fori stenopeici nel giro di pochi mesi.
Conduttività termiche Una classe di acciaio che è 30% più povero di acciaio al carbonio a calore conduttore è gli acciai inossidabili austenitici Essi elaborano la capacità di concentrare il calore alla linea centrale, piuttosto che espandersi per allontanarsi da essa.
L'effetto sulla distorsione è composto e richiede un saldatori migliore abilità e temperature interpass ‘morti’ fino a quando la conoscenza delle differenze è compresa Né è preferibile, entrambi devono essere in grado di realizzare saldature resistenti alla corrosione su entrambi i tipi di tubo.
TIG vs MIG vs Flu×-Core: scegliere il giusto processo di saldatura per tubi inossidabili

Il processo di saldatura qualità, produttività e, in definitiva, costo del giunto La saldatura TIG del tubo in acciaio inossidabile tramite saldatura ad arco di tungsteno a gas (GTAW) è ancora la re per i passaggi di radice; tuttavia, i processi MIG alterati stanno iniziando a sconvolgere il bilanciamento per i passaggi di riempimento e tappo e in alcuni casi, anche per i passaggi di radice.
| Parametro | GTAW (TIG) | GMAW-RMD (Cortocircuito Mod.) | FCAW (Flux-Core) |
|---|---|---|---|
| Velocità di viaggio | 35 ipm | 612ipm | 85 ipm |
| È richiesta la purga della schiena? | Sì (sempre) | Talvolta eliminabile (solo austenitico) | No (il flusso elimina il carbonio) |
| Gas schermante | 100% Argon | Ar + <5% CO2 o Tri-Mix | 75% Ar/25% CO2 |
| Livello di abilità | Alto (settimane di allenamento) | Moderato (giorni di formazione) | Moderato |
| Migliore Applicazione | Di elevata purezza, sanitario, ≤6″ dia. | Strutturale, petrolio & gas, ≥8″ dia. | Riparazione sul campo, non critica |
Quadro decisionale per la selezione del processo
- TPP-Sanitario/alimentare-a-3a tubo TI G solo (saldatura di testa quadrata autogena per parete< 1/8 ", metallo d'apporto per più pesante)
- Radice SCH 40 TIG strutturale/industriale + riempimento e tappo MIG o FCAW pulsato (buon equilibrio di produttività)
- Ma...string una radice RMD non critica di grande diametro (>8″) (forse anche priva di spurgo) + riempimento MIG pulsato.
- Tubo a parete sottile, 0,4 "Wgt,≤0,065" TIG, impulso ad alta frequenza (250-400 pps per accelerazione 35%)
- Tig dissimile del giunto di SS a CS utilizzando il riempitivo ER309L (controllo di diluizione importante)
Qual è il modo migliore per saldare il tubo in acciaio inossidabile?
Si tratta davvero dell'applicazione Quando si maneggiano tubazioni farmaceutiche e per uso alimentare che devono essere conformi alle specifiche AWS D18.1:2020, la saldatura TIG con spurgo completo del retro in argon è l'unico approccio Tuttavia, quando si lavora con tubazioni strutturali e oil-and-gas, un processo ibrido di radice TIG con MIG pulsato o riempimento e tappo con nucleo a flusso offre il mix ideale di qualità e produttività.
Questo rimuove il passaggio caldo al TIG, e con Tubo ERW e diametri più grandi, può ridurre il tempo di saldatura di 40-60%.
Filler Metal Selection (Selezione del metallo di riempimento) (Filler Metal Selection) (ER308L, ER316L), e la regola del grado “L”
La cosa più dannosa che puoi fare alla resistenza alla corrosione di un deposito di saldatura inossidabile è utilizzare un riempitivo errato Le condizioni di montaggio e saldatura non sono critiche rispetto alla chimica del metallo d'apporto La chimica del riempitivo corretta per un inossidabile è quella del metallo base che, nella maggior parte dei casi, è inferiore in carbonio rispetto al riempitivo.
| Metallo Base | Metallo di riempimento (TIG/MIG) | Specifiche AWS | Max Carbonio % |
|---|---|---|---|
| 304/304L | ER308L | AWS A5.9 | 0.03% |
| 316/316L | ER316L | AWS A5.9 | 0.03% |
| 321 (Ti-stabilizzato) | ER347 | AWS A5.9 | 0.08% |
| 304 all'acciaio al carbonio | ER309L | AWS A5.9 | 0.03% |
Ma che dire della “L”?
Può essere letto come “low carbon” che è un range fino a 0.03% laddove lo standard ER308 contiene 0.08%. Il concetto è importante: troppo carbonio può essere presente nel bagno di saldatura dove si combina con il cromo per produrre carburi di cromo che portano direttamente a una resistenza alla corrosione insoddisfacente.
Se saldi un metallo base 304L con un riempitivo convenzionale 308 aumenterai effettivamente il livello di carbonio nel giunto e potenzialmente aumenterai il rischio di corrosione In applicazioni ad elevata purezza (>99%) come alimenti, bevande e prodotti farmaceutici questo basso contenuto di carbonio è assolutamente essenziale per la resistenza alla corrosione.
– Articolo tecnico dell'American Welding Society /Welding Journal
Nota ingegneristica
Oltre a controllare il contenuto di carbonio, gli elementi vaganti (elementi vaganti) possono essere scelti in alcuni metalli di riempimento a bassi livelli (stagno, antimonio, ar, fosforo e zolfo) Secondo la specifica AWS A5.9, questi residui di materiali di riempimento grezzi possono causare un'ampia corrosione molto elevata sebbene il contenuto di carbonio sia nelle specifiche Per ulteriore fluidità e elevate velocità di viaggio, ulteriore silicio è stato aggiunto in ER309LSi.
Indietro Spurgo Il Passo Che Separa Buone Saldature Da Guasti

Se saldi un tubo inossidabile senza schermare la superficie interna, l'ossigeno si combina con la radice fusa e crea una bilancia di ossido pesante, un grossolano saldatori scoloriti neri si riferiscono a come “sugaring.” Le radici zuccherate sono esteticamente inaccettabili ma rappresentano anche la perdita di cromo, rendendo il giunto un punto di inizio corrosione Il corretto spurgo posteriore del gas argon affronta questo problema previene l'ossidazione spingendo fuori l'ossigeno prima che l'arco colpisca.
Non utilizzare mai 75 Ar/25 Ar/CO come gas di spurgo Secondo l'esperienza del settore, la pratica di utilizzare gas contenente CO per spurgare ha causato più problemi quindi non utilizzare alcun spurgo a tutti 55 L'anidride carbonica si decompone, accelerando il carbonio che entra nella radice e sensibilizzando attivamente la saldatura internamente.
Il test di eliminazione 3Zone-Verifica prima di colpire
Prima dell'accensione, assicurarsi che la qualità dello spurgo sia buona testando tre posizioni del tubo:
- Zona 1 (giunto) Root (saldatura) Utilizzare un analizzatore O2 all'apertura del giunto Le letture target dipendono dall'applicazione:
- Farmacêutico: < 10 ppm O (conforme AWS D18.1:2020)
- Alimentare/sanitario: <25 ppm O2
- Generelle industri kan: < 500 ppm O (noen verksteder tar imot < 1 000 ppm)
- Zona 2 (posizione Mid-Pipe): controllare la purezza della guarnizione della diga di spurgo Consentire nell'aria ambiente contaminerà la zona di spurgo.
- Zona 3-Fine lontana (sfiato di uscita) È confermato che il gas fuoriesce all'estremità lontana Se non c'è flusso, lo spurgo non scorre verso il basso nella zona di saldatura: si salda un'atmosfera morta.
Su tubi di grande diametro (16″), le effettive disposizioni pratiche di spurgo possono avere un effetto significativo. Una saldatrice esperta suggerirebbe l'iniezione del gas di spurgo all'estremità più corta, sfiato nella parte superiore, il lato lontano, con un flusso di gas di 20 30 CF. Calcolare il volume interno del tubo per determinare il tempo di spurgo. Cinque variazioni di volume sono la regola pratica -6 prima di controllare i livelli.
Ingresso di calore, sensibilizzazione e preservazione della resistenza alla corrosione

Tutte le saldature del tubo inossidabile sono una corsa contro la sensibilizzazione Come la HAZ rimane tra 950F & 1,500F (50-800C) più carburi di cromo formano - e più il giunto compromette la resistenza alla corrosione Gestire l'apporto di calore non è un'opzione di lavoro, è il vostro parametro ingegneristico primario per prevenire il guasto in servizio.
Nota tecnica Calcolo dell'input di calore
Ingresso di calore (kJ/mm) = (Volts Amps 60) / (velocità di marcia mm/min 1.000)
Esempio: 12 V 120A 60/(150 mm/min 1.000) = 0,576 kJ/mm
Obiettivo: 1,5 kJ/mm per gradi austenitici Per le migliori prestazioni inferiore è migliore < inverter TIG moderni con pulsazioni ad alta frequenza (250-400 pps) possono funzionare con un amperaggio medio inferiore e un apporto di calore ridotto ottenendo comunque un'eccellente penetrazione della saldatura, aumentando la velocità di viaggio fino a 35%.
Come mitigare la sensibilizzazione attraverso la pratica In primo luogo, scegli metalli di riempimento e metalli di base a basso tenore di carbonio (grado“L”) per affamare la reazione del carburo di cromo della sua materia prima di carbonio In secondo luogo, limita la temperatura interpass (interpass temperature) non superare mai il massimo elencato sul tuo WPS; per i gradi austenitici, questo è solitamente 350F (177C) In terzo luogo, impiega gradi stabilizzati come 321 (titanio) o 347 (niobio) Quando gli elementi di lega si combinano con il carbonio per formare composti stabili, il cromo rimane libero di formare carburi protettivi Sii consapevole, tuttavia, che gli stabilizzanti possono compromettere la tenacità e la resistenza, rendendoli inappropriati per determinati progetti.
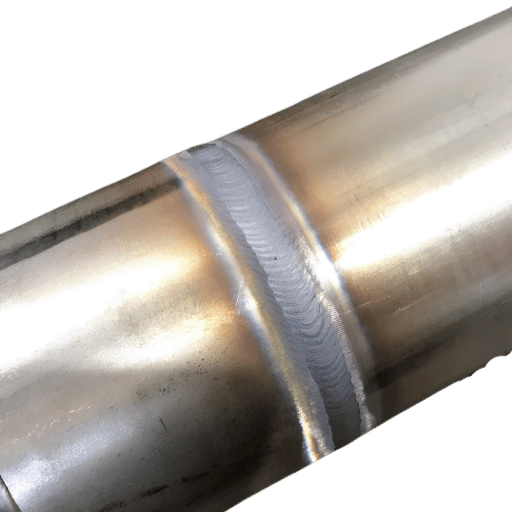
Root Pass, Root Pass, Riempimento e Tappo Caldo Ripartizione Posizione per Posizione

La saldatura di tubi multipassaggio avviene in ordine sistematico Ogni passaggio ha una funzione specifica, e deve essere controllato in modi diversi.
Radice (RootTAW) Il passaggio iniziale è il più importante (questo fornisce la penetrazione completa della saldatura del giunto Utilizzare l'amperaggio più basso che comporterà fusione e accumulo di tallone (vedi sotto); molti saldatori segnalano 35-45 ampere su tubo Schedule 10 a parete sottile senza impulso, un pendio verso il basso di 6 secondi e un calcio di gas fuori flusso di 5-8 secondi La velocità di spostamento dovrebbe essere uniforme, mantenendo la pozzanghera di saldatura stretta e controllata Su questo passaggio critico l'errore più comune è la combustione attraverso Il burn-through crea una radice incontrollabile, quindi lo spesso eccesso di costruzione sulla parte superiore peggiora le restrizioni del flusso sanitario.
Passaggio caldo (o “warm”) Subito dopo la radice, questo passaggio leviga e timbra il profilo della radice, mentre brucia eventuali inclusioni di scorie Usa un rapporto di amperaggio A o B sopra la radice; viaggia più velocemente della radice Alcuni produttori di suini saltano il passaggio caldo quando non passano da TIG a RMD che fa crescere un profilo della radice più pulito, quindi ci sono meno scorie da bruciare.
Il riempimento e il cappuccio passano dove viene eseguita la saldatura per costruire il giunto allo spessore della gola necessario I fili MIG con nucleo a flusso o pulsati vengono spesso utilizzati su acciaio inossidabile strutturale, utilizzando lo stesso gas di schermatura e filo della radice per mantenere bassi i tempi di inattività; le perle di traverse invece di tessere riducono al minimo l'apporto di calore. Ogni passaggio deve raffreddarsi al di sotto del limite di temperatura interpass prima che venga stabilito quello successivo.
È meglio saldare l'acciaio inossidabile 304 o 316?
In termini di saldabilità, 304 e 316 sono molto simili (entrambi sono austenitici), ed entrambi richiedono non più delle precauzioni di base contro la sensibilizzazione e l'ossidazione L'unica differenza pratica è che 316 ha 2-3% molibdeno migliorato per la lega con soluzioni di cloruro che portano alla vaiolatura e alla corrosione interstiziale Classicamente, le applicazioni difficili da saldare, ad alta resistenza alla corrosione (lavorazione chimica dell'acqua salata, ambienti marini) utilizzano tubo 316L con riempimento ER316L. Per tutti gli altri usi supporti strutturali, linee di lavorazione dell'acqua, utilizzando il meno costoso 304L con riempimento ER308L produce una saldatura con proprietà identiche.
Saldatura Giunto in acciaio inossidabile con acciaio inossidabile e acciaio al carbonio Giunto in metallo simile
Unire il tubo in acciaio inossidabile all'acciaio al carbonio è un'esigenza comune nei punti di transizione (esempio), dove una linea di processo inossidabile si collega a un collettore strutturale in acciaio al carbonio La preoccupazione principale è la migrazione del carbonio dal lato in acciaio al carbonio si diffonde nella zona di saldatura in acciaio inossidabile, aumentando il contenuto di carbonio e producendo una banda sensibilizzata vulnerabile alla corrosione.
Il metallo d'apporto ER309L affronta questo problema I suoi elevati livelli di cromo e nichel determinano un deposito di saldatura che tollera la diluizione dal lato dell'acciaio al carbonio mantenendo la resistenza alla corrosione sul lato inossidabile TIG offre il miglior controllo sui livelli di diluizione Per ridurre al minimo il prelievo dal lato dell'acciaio al carbonio, trascinare leggermente l'arco verso l'acciaio inossidabile Per la maggior parte delle applicazioni, MIG fornisce un controllo adeguato.
Preriscaldare il lato in acciaio al carbonio a 200-300F (93-149C) per uno spessore della parete superiore a 3/4” Non preriscaldare il lato in acciaio inossidabile Il preriscaldamento ispessisce eccessivamente la zona di sensibilizzazione A seconda delle dimensioni e della pressione del tubo raccordi per saldatura testa a testa O giunti di saldatura a presa sono utilizzati nel punto di transizione.
Posso utilizzare 7018 su acciaio inossidabile?
No 7018 è un elettrodo di carbonio basso-idrogeno dell'acciaio al carbonio e, nel contesto dell'acciaio inossidabile o dell'acciaio inossidabile al carbonio, deposita il materiale della saldatura dell'acciaio al carbonio nel pool di saldatura Questo produce un deposito di carbonio alto, no-chromium e un giunto inossidabile successivo che ha una propensione alla corrosione Per l'inossidabile all'inossidabile, selezionare E308L-16 (SMAW) o ER308L (TIG/) Per l'inossidabile al carbonio, selezionare E309-1 (TIG) o 16).
Specifiche degli standard e degli appalti WPS, PQR e ASTM A312

La saldatura di qualità su tubi inossidabili regolati da codice richiede una specifica di procedura di saldatura (WPS) qualificata tramite un record di qualificazione della procedura (PQR). La Sezione IX dell'ASME è il documento governativo che specifica le variabili critiche che richiedono la qualificazione.
- Variabili critiche WPS: numero P (il gruppo del metallo di base), numero F (il gruppo del metallo d'apporto), numero A (la chimica del metallo di saldatura), requisiti PWHT, intervallo di spessore della parete, posizione e composizione del gas di schermatura
- PQR: descrive la saldatura di prova e riassume i risultati dei processi di prova meccanica (tensione, piegatura, impatto) e di ispezione visiva/NDE per dimostrare che il WPS produce una saldatura adeguata
- Qualificazione saldatore: ogni singolo saldatore deve condurre prove di qualificazione nelle posizioni (2G, 5G, 6G) in cui sarà saldato per ASME Sezione IX o AWS D1.6
Al momento dell'ordine inossidabile tubo saldato, specificare ASTM A312/A312M-22 la specifica corrente di ASTM A312M-22 per il tubo di acciaio inossidabile austenitico saldato e lavorato a freddo I tipi tipici di tubi inossidabili sono TP304, TP304L, TP316, TP316L e TP321. diametri tipici sono da 1/8″ a 30 "e parete da Programma 10S alla Schedule 80S. Assicurati di ordinare sempre il tuo MTR/MTC secondo EN 10204 Type 3.1 in modo da poter rivedere la composizione chimica e le proprietà meccaniche dal mulino prima di saldarlo.
Difetti comuni della saldatura, prevenzione e trattamento post-saldatura
Anche il meglio dei saldatori produrrà imperfezioni sul tubo inossidabile Quando riconosci questi difetti in anticipo, l'intero progetto può risparmiare non saldando nuovamente (nella migliore delle ipotesi) o non saldando il guasto della saldatura in servizio.
| Difetto | Causa radice | Prevenzione |
|---|---|---|
| Zuccheraggio (scala di ossido) | Spurgo della schiena inadeguato o mancante | Test di spurgo a 3 zone; O2 <25 ppm prima della saldatura |
| Sensibilizzazione | Ingresso eccessivo di calore; riempitivo ad alto tenore di carbonio | “Riempitivi del grado”L”; interpass temp ≤350 °F; minimizzare i passaggi |
| Cracking caldo | Bassa delta-ferrite in saldature completamente austenitiche | Mantenere 3 sfere di controllo FN di controllo; trattenere; evitare le sfere concave |
| Porosità | Contaminazione; gas di protezione insufficiente | Spazzole/macine dedicate; verificare il flusso di gas 15 SS25 CFH |
| Mancanza di fusione | Basso amperaggio; scarsa preparazione articolare; divario eccessivo | Smusso corretto (37,5° ± 2,5°); spazi di adattamento <1/16″; amplificatori adeguati |
Trattamento post saldatura Una volta completata la saldatura sul tuo tubo inox, vorrai passivarlo. ASTM A380 ha indicazioni sulla pulizia, la decalcificazione e la passivazione del tubo inossidabile Questa fase di mitigazione supera generalmente consiste in una fase di decapaggio dell'acido nitrico-idrofluorico o un processo simile per rimuovere la tinta termica e il contenuto di ferro ferrico libero e un post passivato in una soluzione di acido nitrico o acido citrico Se questo tubo saldato è per l'industria farmaceutica, la finitura superficiale interna più liscia (Ra 0,5 m) che è possibile ottenere in queste fasi di trattamento post-calore utilizzando l'elettrolucidatura soddisferà di gran lunga i requisiti farmaceutici più esigenti di uno standard internazionale comunemente utilizzato Utilizzare sempre l'ispezione visiva o l'esame del penetrante del colorante e, se del caso, in base all'esame del codice, RT o PT per controllare triplicare il completamento della saldatura.
Mercato dei tubi saldati in acciaio inossidabile: cosa sta cambiando nel 20252026

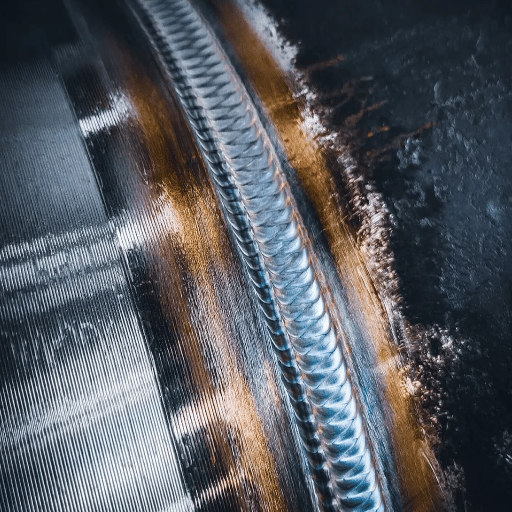
La domanda sta aumentando Dal 2025 fino al 2035, il tasso di crescita annuale (CAGR) del tubo inossidabile saldato degli Stati Uniti sarà di 4,3% alimentato dall'aumento della capacità di produzione farmaceutica, nuove infrastrutture di trattamento delle acque e la capacità di trattamento del GNL è aumentata a livello mondiale, la tendenza alla crescita è ancora più ripida un CAGR di 12,8% previsto dal 2026 al 2033, alimentato dalle maggiori esigenze delle industrie asiatiche e mediorientali di SE.
Si notano due evoluzioni: una è la maggiore disponibilità di sistemi di saldatura orbitale al di fuori delle applicazioni farmaceutiche, questi sistemi vengono utilizzati sempre di più nel settore delle tubazioni. Una carenza cronica di saldatori per tubi qualificati e 'è stata notata nel Prospettive del settore della saldatura AWS 2026 e questo divario combinato con la sensibilità della saldatura TIG alle competenze dei saldatori richiede che l’uso dell’automazione sia economicamente più fattibile. L’altro è l’adozione di processi MIG di tipo a cortocircuito modificati come RMD che sostituisce TIG in applicazioni strutturali non critiche, riducendo così i tempi di installazione e i requisiti di spurgo del dorso.
Se stai considerando progetti di tubazioni nel 2026-2027, ora è il momento in cui dovresti esaminare questa tecnologia Il periodo di rimborso si è ridotto poiché il tasso di manodopera dei saldatori del progetto è aumentato e la coerenza di questi sistemi è intrinsecamente più ripetibile del TIG manuale per un numero elevato di saldature ripetitive.
Domande frequenti
Q: I tubi dell'acciaio inossidabile possono essere saldati?
Visualizza risposta
Q: Che gas di schermatura usate per la saldatura del tubo inossidabile?
Visualizza risposta
Q: È la saldatura del tubo inossidabile sicura?
Visualizza risposta
Q: Come si fa a prevenire lo scolorimento durante la saldatura del tubo inossidabile?
Visualizza risposta
Q: Che cosa è la differenza tra ER308 e ER308L metallo di riempimento?
Visualizza risposta
Q: Le saldature del tubo inossidabile devono essere sollevate dallo stress?
Visualizza risposta
Prec tubo saldato in acciaio inox ai requisiti delle specifiche del progetto.
L'acciaio di balle fornisce il tubo saldato di ASTM A312 TP304/TP304L/TP316/TP316L da 1/8 "a 30" OD con i certificati di prova del mulino per EN 10204 Tipo 3.1.
Informazioni su questa analisi
Baling Steel produce tubi e raccordi saldati per arte Edelstahl La pratica di saldatura, le specifiche dei metalli di riempimento e i criteri di accettazione sono riassunti dai codici di saldatura pubblicati da AWS, ASME e ASTM, estratti e incrociati con autorevole letteratura tecnica di saldatura Non siamo una pratica di consulenza sulla saldatura, presentiamo fatti in modo che i nostri clienti, fabbricanti, appaltatori EPC e squadre di manutenzione, possano specificare accuratamente i prodotti Baling Stainless.
Riferimenti e fonti
- ASTM A312/A312M-22, tubo austenitico dell'acciaio inossidabile, saldato e gradi lavorati a freddo, ASTM International
- AWS D18.1/D18.1M-2020, Specifica per la saldatura di sistemi di tubi e tubi in acciaio inossidabile austenitico per applicazioni sanitarie, American Welding Society
- AWS A5.9, classificazione dei metalli di riempimento per acciaio inossidabile, American Welding Society
- Resistenza alla corrosione dei giunti saldati austenitici in acciaio inossidabile 304, Istituto nazionale di sanità/PMC
- Fattori di sensibilità alla fessurazione a caldo negli acciai inossidabili austenitici, Materia totale
- Il futuro della saldatura, tendenze, tecnologia e prospettive industriali, American Welding Society
- Analisi della domanda 2025-2035 di tubi saldati in acciaio inossidabile negli Stati Uniti, Future Market Insights
Articoli Correlati
- Tubo ERW, processo di produzione, standard e utilizzo.
- Tubo in acciaio inossidabile saldato e non saldato (Selded and non welded Stainless Steel Pipe) quale è la scelta migliore?
- Acciaio inossidabile 304, proprietà, gradi e specifiche.
- Grafico Stahlschmittengrößen und Maßen
- Punte di perforazione per acciaio inossidabile-Aiuto sulla velocità corretta e il miglior materiale per l'uso.
Controllo da parte del gruppo ingegneristico Baling Steel Aggiornato ad oggi: aprile 2026.

