








Balingsteel 推薦產品



超大直徑 LSAW 管
Balingsteel 有 4 條 LSAW 管道生產線。 1~3生產26吋至48吋常規口徑,4條生產線主要需要生產大直徑,我們生產了最大的口徑2540毫米。.
如果您的專案遇到直徑過大的問題,請隨時聯絡我們尋求協助。.


厚牆
Balingsteel 透過內部研發客製化厚度超過 100 毫米的 LSAW 管道的生產。.
我們的LSAW管道經過ABS認證,廣泛應用於海洋工程和大型結構管道。.
我們為您的 LSAW 管道提供超厚壁厚。歡迎聯絡我們!
超長尺寸
Balingsteel 擁有 4 號生產線,專門生產超長 Lsaw 管。.
理論上,只要您方便運輸和接收,我們的 LSAW 鋼管就可以無限長度。.
到目前為止我們成功交付的最長長度是 58 公尺。.

專業運輸
Balingsteel 的生產基地距離最近的港口僅 20 公里,因此無論您的管道有多長,我們都可以將您的 LSAW 管道安全運送到港口,以便裝載到散裝貨船上。.
如果您對長管道運輸有任何疑問,請不要猶豫與我們聯繫。.
應用行業


石油和天然氣工業
- LSAW 管道透過 3LPP 和 3LPE 等高品質外部腐蝕防護連接到管道。.
海上建築業
- LSAW管道廣泛應用於碼頭、沿海地區、橋樑和石油平台,其直徑大、長度定制,可與水泥等其他建築材料結合使用,有效加固地基。.
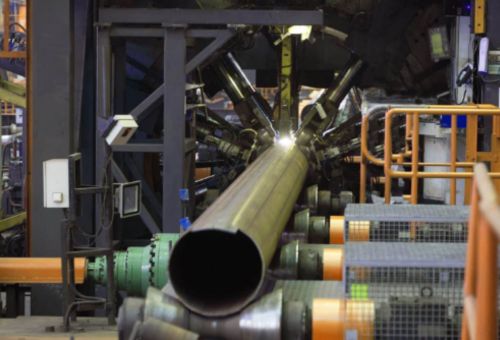
LSAW 管的使用






LSAW 的製造流程
- 製造流程圖
製造流程圖
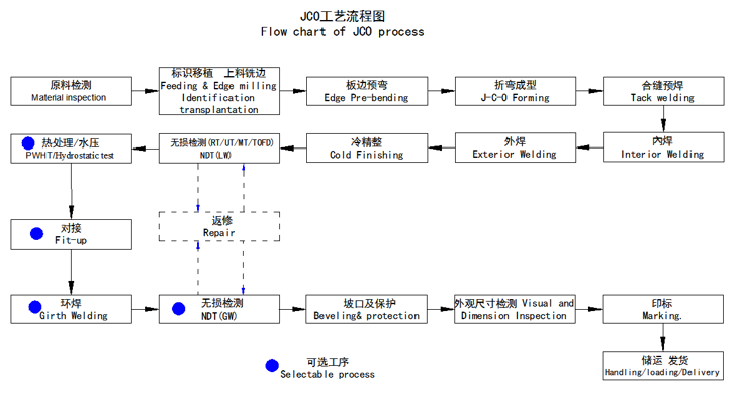








1. 板材檢驗: 之後 鋼 用於製造大直徑埋弧焊L鋸鋼管的板材進入生產線,首先對整塊板材進行超音波檢查;
2。 邊緣銑削: 鋼板的兩邊均採用邊銑機銑削,以達到所需的寬度、板邊的平行度和斜角的形狀;
3.預彎曲: 使用預彎機預彎板邊,使板邊具有所需的曲率;
4. 成型: 在Jco成型機或Uo成型機中,預彎鋼板的前半部經過幾步沖壓,壓成“j”形狀,然後鋼板的另一半也彎曲,壓成“c”形狀,最後形成開放的“o”形狀
5. 預焊接: 成型Lsaw鋼管透過氣屏蔽焊接(Mag)連接在一起並連續焊接;
6。內焊: 直縫鋼管內部垂直多線埋弧焊(最多四根線);
7. 外部焊接: 直縫埋弧焊鋼管外側採用縱向多線埋弧焊; 8。超音波檢查i:100%直縫焊鋼管內外焊縫及焊縫兩側母材檢查;
9。 X 光檢查一: 100% X射線工業電視內外焊縫檢查,使用影像處理系統確保缺陷檢測的靈敏度;
10. 擴展: 擴大埋弧焊直縫鋼管的全長,以提高鋼管的尺寸精度並改善鋼管中的應力分佈;
11。 靜水壓試驗: 膨脹鋼管在靜壓試驗機上一一檢驗,確保鋼管達到標準要求的試驗壓力,機器具有自動記錄和儲存功能;
12. 倒角: 合格鋼管端加工檢驗,達到所需的管端斜角尺寸;
13 超音波檢查二: 再次逐根超音波檢查檢查Lsaw鋼管膨脹情況,液壓可能產生缺陷;
14. X 射線檢查 ii: X射線工業電視檢查及鋼管擴壓、靜壓試驗後管端焊膜;
15。 管端磁粒子檢查: 進行此檢查是為了檢測管端的缺陷;
16. 儲存: 進入成品倉庫進行適當儲存
附註:如果有防腐、塗層等特殊要求:合格的鋼管將依使用者要求進行防腐、塗層。.
ERW 和 LSAW 的不同焊接方法。.
LSAW管採用雙面埋焊焊接,填充其他材料焊接接縫。焊接的化學成分和機械性質可能與管體略有不同。.
ERW鋼管採用高頻電阻焊接,焊縫和管體保持相同的材質。.
LSAW和SSSAW有不同的焊接和成型方法。.
LSAWPipe 透過直縫焊接形成。.
SSAW 管採用螺旋焊接形成。.
不同的用途有不同的HS代碼。例如 7305 對於石油和天然氣行業,以及 7308 對於建築和結構。這些代碼僅供您參考,如果您需要詳細信息,請聯繫我們!