








LSAW-Rohr
LSAW ist ein großes gerades Naht-Schweißrohr. Die wichtigsten Formmethoden sind JCOE und UOE. Der vollständige Name lautet Längsgetauchtes bogengeschweißtes Rohr.
Das Rohmaterial ist eine Stahlplatte, die durch Walzrohre aus einer flachen Stahlplatte in eine gebogene Form gewalzt wird.
Normalerweise sind zerstörungsfreie Prüfungen und Schweißnahtprüfungen des fertigen Produkts erforderlich. Das fertige Produkt hat nur eine Schweißnaht.
Im Allgemeinen wird das Stahlrohr außen 3LPP Korrosionsschutz, sodass im Boden vergrabene Teile eine längere Lebensdauer haben.
Empfohlene Produkte von Balingsteel



Übergroßes LSAW-Rohr mit großem Durchmesser
Balingsteel verfügt über 4 Produktionslinien für LSAW-Rohre. 1–3 Produktion von konventionellen Kalibern für 26 bis 48 Zoll, 4 Produktionslinien müssen hauptsächlich große Durchmesser produzieren, wir haben das größte Kaliber von 2540 mm hergestellt.
Wenn bei Ihrem Projekt Probleme mit übergroßen Durchmessern auftreten, können Sie sich gerne an uns wenden, wenn Sie Hilfe benötigen.


Dicke Wände
Balingsteel passt die Produktion von LSAW-Rohren mit Dicken von über 100 mm durch interne Forschung und Entwicklung an individuelle Bedürfnisse an.
Unsere von ABS zertifizierten LSAW-Rohre werden häufig im Schiffsbau und bei großen Strukturrohren eingesetzt.
Wir bieten Ihre LSAW-Rohre mit extra dicker Wandstärke an. Kontaktieren Sie uns gerne!
Extra lange Größe
Balingsteel verfügt über eine Linie 4, die ausschließlich der Produktion von extralangen Lsaw-Rohren gewidmet ist.
Theoretisch können unsere LSAW-Stahlrohre in unbegrenzten Längen geliefert werden, solange Sie mit dem Versand und Empfang einverstanden sind.
Die längste Länge, die wir bisher erfolgreich geliefert haben, beträgt 58 Meter.


Spezialtransporte
Der Produktionsstandort von Balingsteel liegt nur 20 km vom nächsten Hafen entfernt. Unabhängig von der Länge Ihres Rohrs können wir Ihr LSAW-Rohr also sicher zum Hafen liefern, damit es dort auf Massengutfrachter verladen werden kann.
Wenn Sie Fragen zum Transport langer Pipelines haben, zögern Sie bitte nicht, uns zu kontaktieren.
Anwendungsbranche


Öl- und Gasindustrie
- LSAW-Pipelines werden durch hochwertigen äußeren Korrosionsschutz wie 3LPP und 3LPE mit den Rohrleitungen verbunden.
Offshore-Bauindustrie
- LSAW-Rohre werden häufig in Jachthäfen, Küstengebieten, Brücken und Ölplattformen verwendet. Dank ihrer großen Durchmesser und kundenspezifischen Längen können sie in Verbindung mit anderen Baumaterialien wie Zement verwendet werden, um Fundamente wirksam zu verstärken.
LSAW-Rohrnutzung

ASTM A252 Stahlpfahl
ASTM A252 ist der amerikanische Standard für geschweißte Rohrpfähle, die bei großen Bauprojekten wie Kais, Flüssen und Brücken verwendet werden.
Balingsteel liefert Stahlpfähle der Güteklasse ASTM A252 (1, 2 und 3) mit einem Außendurchmesser von bis zu 100 Zoll und einem Gewicht von bis zu Sch160. Fordern Sie noch heute ein Angebot an!

EN10219-1 Baustahlrohre
EN10219 ist die europäische Norm für kaltgeformte geschweißte Hohlprofile. Balingsteel führt jährlich Stahlrohre der Güten S235JRH, S275JOH, S275J2H und S355JOH auf Lager. Verfügbare Größen: 4 bis 56 Zoll, Dicke: 6 bis 150 mm.
Kontaktieren Sie uns jetzt für das aktuelle Angebot für Baustahlrohre EN10219!

API 5L/ISO3183 PSL1 und PSL2 LSAW-Leitungsrohr
Balingsteel bietet API 5L PSL1 PSL2 Gr.A, Gr.B, X42, X46, X52, X56, X70, L210, L245, L290, L360, L450 usw. an. Standard-LSAW-Rohre. Unser Produktionsbereich umfasst Außendurchmesser 219–2032 m, Breite 6–50 m, Länge 5,8/6/11,8/12 oder kann gemäß Ihrer Bestellung individuell angepasst werden.
Wenn Sie Fragen zu unserem LSAW-Rohr haben, zögern Sie bitte nicht, uns jetzt zu kontaktieren!

FBE/3LPE LSAW-Rohr
Balingsteels LSAW-Rohrdose ist beschichtet mit Schmelzgebundenes Epoxidpulver (FBE) oder Dreischicht-Polyethylen (3LPE) kann die Korrosionsbeständigkeit von Lsaw-Rohren erheblich verbessern.
Die Dicke unserer FBE-Beschichtung reicht von 100 µm bis 800 µm und die Dicke von 3LPE von 2,5 mm bis 4,2 mm. Wir sind rund um die Uhr für Sie da. Kontaktieren Sie uns per E-Mail!
Arten von LSAW-Rohren
Je nach Formtyp wird LSAW in JCOE- und UOE-Rohre unterteilt.

UOE LASW Rohrverarbeitung
Bei der UOE-Formmethode wird das Rohmaterial in eine U-Form gepresst, dann in eine O-Form und schließlich wird eine interne und externe Unterpulverschweißung durchgeführt.
Es handelt sich um die ausgereifteste, effizienteste und qualitativ hochwertigste Produktionsmethode.
Balingsteel kann UOE-Rohre von 8 bis 60 mm herstellen.

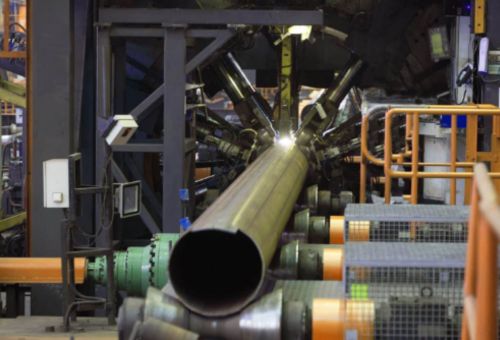
JCOE LASW Rohrverarbeitung
Das JCOE-Formverfahren ist komplizierter als das UOE-Formverfahren, bei dem die Rohstoffe separat vom J-Typ zum C-Typ und schließlich zum O-Typ verschweißt werden.
JCOE-Formstahlrohre haben ein größeres Kaliber und eine größere Dicke. Balingsteel kann ultradicke Stahlrohre über 100 mm herstellen.
Herstellungsprozess von LSAW
- Fertigungsflussdiagramm
Fertigungsflussdiagramm
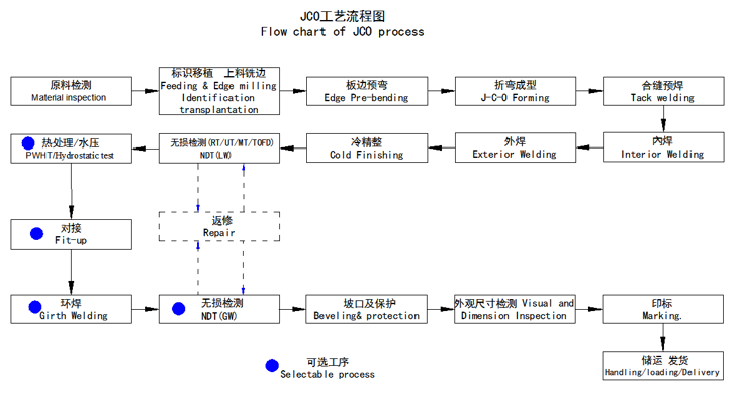








1. Platteninspektion: Nach dem Stahl Platte, die zur Herstellung von untergetauchten bogengeschweißten Lsaw-Stahlrohren mit großem Durchmesser verwendet wird, gelangt in die Produktionslinie, die gesamte Platte unterliegt zunächst einer Ultraschallprüfung;
2. Kantenfräsen: Die beiden Kanten der Stahlplatte werden auf beiden Seiten von der Kantenfräsmaschine gefräst, um die erforderliche Breite, Parallelität der Plattenkanten und die Form der Abschrägung zu erreichen.
3. Vorbiegen: Vorbiegen der Plattenkanten mit einer Vorbiegemaschine, um den Plattenkanten die gewünschte Krümmung zu verleihen;
4. Formgebung: In der Jco-Formmaschine oder Uo-Formmaschine wird die erste Hälfte der vorgebogenen Stahlplatte durch mehrstufiges Stanzen in eine „J“-Form gepresst, dann wird die andere Hälfte der Platte ebenfalls gebogen, in eine „C“-Form gepresst und schließlich in eine offene „O“-Form gebracht.
5. Vorschweißen: Das geformte Lsaw-Stahlrohr wird durch Schutzgasschweißen (Mag) zusammengefügt und durchgehend verschweißt.
6. Internes Schweißen: Vertikales Unterpulverschweißen mit mehreren Drähten (bis zu vier Drähte) auf der Innenseite des Stahlrohrs mit gerader Naht zum Schweißen;
7. Externes Schweißen: Verwendung von Längs-Unterpulverschweißen mit mehreren Drähten an der Außenseite des unterpulvergeschweißten Stahlrohrs mit gerader Naht; 8. Ultraschallprüfung ⅰ: 100% Prüfung der Innen- und Außenschweißnaht des Stahlrohrs mit gerader Naht und des Grundmaterials auf beiden Seiten der Schweißnaht;
9. Röntgeninspektion ⅰ: 100% Röntgen-Industriefernsehprüfung der inneren und äußeren Schweißnähte unter Verwendung eines Bildverarbeitungssystems, um die Empfindlichkeit der Fehlererkennung sicherzustellen;
10. Erweiterung: Die gesamte Länge des unterpulvergeschweißten Stahlrohrs mit gerader Naht wird erweitert, um die Maßgenauigkeit des Stahlrohrs zu verbessern und die Spannungsverteilung im Stahlrohr zu verbessern.
11. Hydrostatischer Test: Das expandierte Stahlrohr wird einzeln auf der hydrostatischen Prüfmaschine geprüft, um sicherzustellen, dass das Stahlrohr den vom Standard geforderten Prüfdruck erreicht. Die Maschine verfügt über die Funktion der automatischen Aufzeichnung und Speicherung.
12. Anfasen: Die Inspektion der qualifizierten Stahlrohrendbearbeitung, um die erforderliche Rohrendfasengröße zu erreichen;
13 Ultraschallprüfung ⅱ: Erneute Wurzel-für-Wurzel-Ultraschallprüfung zur Überprüfung des Lsaw-Stahlrohrs in der Ausdehnung, hydraulischer Druck kann zu Defekten führen;
14. Röntgeninspektion ⅱ: Röntgen-Industrie-TV-Inspektion und Aufnahme von Rohrendschweißnähten von Stahlrohren nach der Ausdehnung und hydrostatischen Prüfung;
15. Magnetpulverprüfung von Rohrenden: Diese Inspektion wird durchgeführt, um Defekte an Rohrenden zu erkennen.
16. Lagerung: Ins Fertigproduktlager zur ordnungsgemäßen Lagerung
PS: Wenn besondere Anforderungen wie Korrosionsschutz und Beschichtung bestehen: Das qualifizierte Stahlrohr wird gemäß den Benutzeranforderungen korrosionsgeschützt und beschichtet.
Verschiedene Schweißverfahren für ERW und LSAW.
LSAW-Rohre werden durch doppelseitiges Unterpulverschweißen geschweißt, wobei andere Materialien zum Schweißen der Schweißnaht verwendet werden. Die chemische Zusammensetzung und die mechanischen Eigenschaften der Schweißnaht können sich geringfügig vom Rohrkörper unterscheiden.
ERW-Stahlrohre werden durch Hochfrequenz-Widerstandsschweißen hergestellt. Die Schweißnaht und der Rohrkörper bestehen aus demselben Material.
LSAW und SSSAW haben unterschiedliche Schweiß- und Formverfahren.
LSAW-Rohre werden durch eine gerade Nahtschweißung hergestellt.
SSAW-Rohre werden durch Spiralschweißen geformt.
Verschiedene Verwendungen haben unterschiedliche HS-Code-Codes. Wie zum Beispiel 7305 für die Öl- und Gasindustrie und 7308 für Bau und Bauwerke. Diese Codes dienen nur zu Ihrer Information. Wenn Sie detaillierte Informationen benötigen, kontaktieren Sie uns bitte!