








LSAWパイプ
LSAW は大きいまっすぐな継ぎ目の溶接された管、その主要な形成方法は JCOE および UOE です。全体名はです 縦方向に沈んだアーク溶接パイプ.
原料は鋼板で、平らな鋼板から棒鋼管を経て曲面状に圧延されます。
通常、完成品には非破壊検査と溶接検査が必要です。完成品には溶接継ぎ目が1つだけあります。
一般的に、外側の鋼管は 3LPP防錆、地中に埋めておくと耐用年数が長くなります。
Balingsteel のおすすめ商品



特大大口径LSAWパイプ
Balingsteel には 4 つの LSAW パイプ生産ラインがあります。1〜3 は 26 インチから 48 インチまでの従来口径の生産、4 の生産ラインは主に大口径の生産に対応しており、最大口径の 2540mm を生産しています。
プロジェクトで直径が大きすぎるという問題が発生した場合は、お気軽にお問い合わせください。


厚い壁
Balingsteel は社内研究開発を通じて、厚さ 100 mm を超える LSAW パイプの生産をカスタマイズします。
ABS 認定を受けた当社の LSAW パイプは、海洋工学や大型構造パイプに広く使用されています。
極厚肉LSAWパイプも承っております。お気軽にお問い合わせください。
エクストラロングサイズ
Balingsteel には、超長尺サイズの LSAW パイプの生産専用のライン 4 があります。
理論上、当社の LSAW 鋼管は、発送と受け取りに問題がなければ、長さに制限はありません。
これまでに配送に成功した最長は58メートルです。

特殊輸送
Balingsteel の生産拠点は最寄りの港からわずか 20 km の距離にあるため、パイプの長さに関係なく、LSAW パイプを安全に港まで配送し、バルク船に積み込むことができます。
長距離パイプラインの輸送についてご質問がございましたら、お気軽にお問い合わせください。
アプリケーション業界


石油・ガス産業
- LSAW パイプラインは、3LPP や 3LPE などの高品質の外部腐食保護によってパイプライン ラインに接続されます。
オフショア建設業界
- LSAW 配管は、マリーナ、沿岸地域、橋梁、石油プラットフォームなどで広く使用されており、大口径で長さをカスタマイズできるため、セメントなどの他の建築材料と組み合わせて使用して、基礎を効果的に強化することができます。
LSAWパイプの使用

ASTM A252 鋼管杭
ASTM A252 は、埠頭、河川、橋梁などの大規模建設プロジェクトで使用される溶接管杭の米国規格です。
Balingsteelは、ASTM A252グレード(1、2、3)の鋼管杭を供給可能です。外径最大100インチ、重量最大Sch160まで対応可能です。今すぐお見積もりをご依頼ください!

EN10219-1 構造用鋼管
EN10219は、冷間成形溶接中空断面に関する欧州規格です。Balingsteelは、S235JRH、S275JOH、S275J2H、S355JOHグレードの鋼管を年間在庫しており、サイズは4インチから56インチ、厚さは6mmから150mmまでご用意しております。
EN10219 構造用鋼管の最新の見積もりについては今すぐお問い合わせください。

API 5L/ISO3183 PSL1およびPSL2 LSAWラインパイプ
Balingsteel は、API 5L PSL1 PSL2 Gr.A、Gr.B、X42、X46、X52、X56、X70、L210、L245、L290、L360、L450 などの規格 LSAW パイプを提供しています。当社の生産範囲は、外径 219 ~ 2032 mm、重量 6 ~ 50 mm、長さ 5.8/6/11.8/12 で、ご注文に応じてカスタマイズできます。
弊社の LSAW パイプについてご質問がございましたら、今すぐお気軽にお問い合わせください。

FBE/3LPE LSAWパイプ
BalingsteelのLSAWパイプはコーティングされています フュージョンボンドエポキシパウダー (FBE) または 3 層ポリエチレン (3LPE) を使用すると、LSAW パイプの耐食性が大幅に向上します。
当社の FBE コーティングの厚さは 100um ~ 800um、3LPE の厚さは 2.5mm ~ 4.2mm です。年中無休で対応しておりますので、メールでお問い合わせください。
LSAWパイプの種類
成形の種類に応じて、LSAW は JCOE パイプと UOE パイプに分けられます。


LSAWの製造プロセス
- 製造フローチャート
製造フローチャート
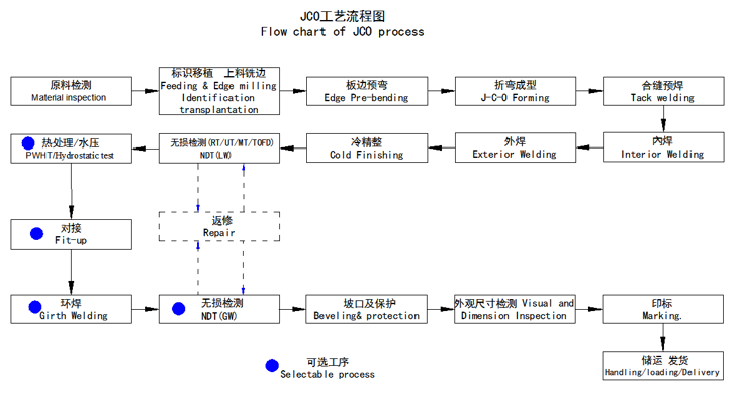








1. プレート検査: の後 鋼 製造に使用されるプレート 大径水没アーク溶接 Lsaw 鋼管が生産ラインに入り、プレート全体が最初に超音波検査の対象となります;
2. エッジミリング: 鋼板の両端はエッジフライス盤で両面をフライス加工され、必要な幅、鋼板エッジの平行度、およびベベルの形状を実現します。
3. 事前曲げ: プレベンディングマシンを使用してプレートのエッジをプレベンディングし、プレートのエッジに必要な曲率を持たせます。
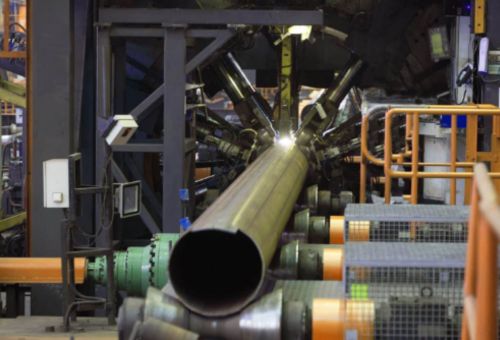
4. 形成: Jco成形機またはUo成形機では、事前に曲げられた鋼板の前半部分を数段階のスタンピングで「j」字型にプレスし、次にもう半分の鋼板を曲げて「c」字型にプレスし、最後に開いた「o」字型に成形します。
5. 溶接前: 成形されたLSAW鋼管を接合し、ガスシールド溶接(マグ溶接)で連続溶接します。
6. 内部溶接: 直管溶接用鋼管内面の垂直多線サブマージアーク溶接(最大4本まで)
7. 外部溶接: 直管サブマージアーク溶接鋼管の外側に縦方向マルチワイヤサブマージアーク溶接を使用する。 8.超音波検査ⅰ: 100% 直管溶接鋼管の内部と外部の溶接部および溶接部両側の母材の検査。
9. X線検査ⅰ: 100% X線産業用テレビ検査、画像処理システムを使用して内部および外部の溶接継ぎ目を調べ、欠陥検出の感度を確保します。
10. 拡張: サブマージアーク溶接直管鋼管の全長を延長することにより、鋼管の寸法精度を向上させ、鋼管内の応力分散を改善します。
11. 水圧試験: 拡張された鋼管は水圧試験機で1本ずつ検査され、鋼管が規格で要求される試験圧力に達することを保証します。機械には自動記録および保存機能があります。
12. 面取り: 必要なパイプ端面ベベルサイズを達成するための、合格した鋼管端部処理の検査。
13 超音波検査ⅱ: 再度、ルートごとに超音波検査を実施し、LSAW 鋼管の拡張部分をチェックすると、油圧によって欠陥が生じる可能性があります。
14. X線検査ⅱ: 膨張および水圧試験後の鋼管のX線産業用テレビ検査および管端溶接部の撮影。
15. パイプ端部の磁気粒子検査: この検査はパイプの端部の欠陥を検出するために行われます。
16. 保管: 完成品倉庫に適切に保管
Ps: 防錆やコーティングなどの特別な要件がある場合: 合格した鋼管は、ユーザーの要件に従って防錆およびコーティングされます。
ERW と LSAW の異なる溶接方法。
LSAW管は、両面浸漬溶接方式で溶接されており、溶接部には他の材料が充填されています。溶接部の化学組成および機械的特性は、管本体と若干異なる場合があります。
ERW 鋼管は高周波抵抗溶接で、溶接継ぎ目と管本体は同じ材質を維持します。
LSAW と SSSAW では溶接および成形方法が異なります。
LSAWPipe は直線シーム溶接によって形成されます。
SSAW パイプはスパイラル溶接によって形成されます。
用途によってHSコードが異なります。例えば 7305 石油・ガス産業向け 7308 建設・構造物に関する規定です。これらの規定は参考用です。詳細な情報が必要な場合は、お問い合わせください。