


Quick Specs
| Common Grades | 304/304L, 316/316L, 321, 347, Duple× 2205 |
| Primary Standard | ASTM A312/A312M |
| Size Range | NPS 1/8″ – 24″ |
| Common Schedules | 5S, 10S, 40S, 80S, 160, XXH |
| Standard Lengths | 20 ft (6.1 m) random or cut-to-length |
| Ma× Service Temp (304) | ~870°C / 1,600°F (intermittent) |
| Manufacturing | Hot-finished or cold-drawn, no weld seam |
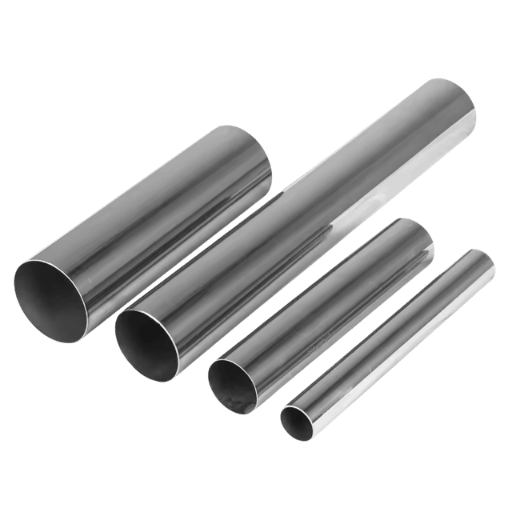
Identify the proper seamless ss pipe to meet an piping project’s specifications involves the selection and specification of grade chemistry, wall thickness, and schedule that e×actly match the actual service requirements-temperature, pressure, and corrosive media. The following guide summarizes the seamless stainless steel pipe grade options, the dimensional data from ASME B36.19M, the limits of corrosion resistance, and practical comparison points between seamless and welded construction. Whether you are preparing a material requisition for an impending chemical plant turnaround, or selecting a size for a new food grade CIP system, the tables and decision trees below should enable you to find the perfect seamless ss pipe.
What Is Seamless Stainless Steel Pipe — and How Is It Made?

A seamless stainless steel pipe can be defined as a tube which does not have a weld seam running along its length. This allows for a tube which has the same physical and mechanical properties in all directions along the length and circumference as there is no weld seam through the heat affected zone of the weld.
The manufacturing sequence follows four stages:
- In tube manufacturing a cylindrical type hollow tube is created by heating a solid bar (or ‘billet’) to a high temperature of 1,150-1280’C in a rotary hearth furnace and then forcing it to the shape of a tube by passing it through a series of rollers.
- The tube is formed by passing it between two barrel shaped rollers that rotate, the billet is pressed against a fluid (ie water) cooled mandrel that is hallowed inside of the tube and shaped that way.
- The tube is then run through a series of rollers that stiffen it, these are either pilger mills or mandrel mills that stretch the tube in length and reduce the wall thickness of the tube to the required dimensions.
- The tube is then gently reheated to size it to specified dimensions and straightened and cut to length, the tube then go to an acid bath to remove scale, en even cold drawn tube is then forced through a drawing die to give tighter dimensional and surface tolerances.
The advantages of a seamless tube over a welded tube is that the absence of a weld provides the product with a fully consistent grain structure which results in a predictably uniform set of mechanical properties, the distribution of wall thickness around the pipe is consistent with the dimensional tolerances specified within ASTM A 312 and the pipe is capable of withstanding a higher internal pressure due to the absence of the weld seam.
For more information see the internal links: seamless ss pipe | seamless pipe
What Is the Difference Between Stainless Steel Pipe and Tube?
The labels pipe and tube can be used to identify the difference of piping and tubing. Pipe is manufactured to specific outside diameter (OD) and specific wall thickness so it can carry fluids through valves, flanges, and fittings. Tube is measured on outside diameter and wall thickness to create products where the outside diameter is exact (ie 2.000″), which works well for heat exchangers and instrumentation.
Stainless Steel Grades for Seamless Pipe: 304 vs 316L vs Duplex 2205
The first variable to consider across seamless stainless pipe specification is grade, which will determine durability, temperature tolerance, and corrosion resistance. The table below compares the composition and cost of the five SS seamless pipe grades most commonly held in inventory.
| Grade | Cr % | Ni % | Mo % | PREN | Max Temp °C | Yield (ksi) | Relative Cost |
|---|---|---|---|---|---|---|---|
| 304/304L | 18–20 | 8–10.5 | — | 18–20 | 870 | 30 | 1.0× |
| 316/316L | 16–18 | 10–14 | 2–3 | 24–26 | 870 | 30 | 1.3× |
| 321 | 17–19 | 9–12 | — | 17–19 | 870 | 30 | 1.4× |
| 347 | 17–19 | 9–13 | — | 17–19 | 870 | 30 | 1.5× |
| Duplex 2205 | 22–23 | 4.5–6.5 | 3–3.5 | 34–36 | 315 | 65 | 1.8× |
303/ 304/ 304L: The most common 300 series stainless, it accounts for most non-chloride environments and is the cheapest. It can withstand oxidization to 870 C intermittent for 304, so is used every where for industrial pipework. 316/ 316L: 2-3%Mo gives a PREN of ~25 over ~19 for 304L, giving better corrosion resistance against chlorides. 321/ 347: Titanium and niobium stabilized versions and resistance to exposure at 425 870 C, essential for long term exhausts systems in refineries and power stations. Duplex 2205: Twice the yield strength of standard austenatics (65Yksi versus 30ksi) giving thinner walled pipework, lighter pipe work.
📐 Engineering Note — The 304/316L Decision Rule
To select between the two most popular grades, use this two-axis matrix:
- Salt-chloride (< 200 ppm) + Temperature < 60C. Without corrosion consideration: 304/304L would be adequate. Save 25-30% of material cost.
- Chloride tolerance (200-1,000 ppm) OR Temperature 60-150 C: 316/316L. Is the best choice. The molybdenum content prevents pitting and chloride SCC.
- Extreme chloride (>1,000 ppm) + high temperature (> 60 C): Duplex 2205 or a higher alloy. 304 or 316L would not be dependable for long term application
General recommendations—If unsure, have your corrosion engineer prepare a materials selection report using NACE SP0169 in order to determine the grade before proceeding.
Related: 304 stainless steel properties
ASTM A312 and Key Specification Standards
ASTM A312/A312M is the primary spec used for seamless, straight seam welded, heavily Cold Worked austenitic stainless steel pipe used in high temperature and general corrosive service. The most recent edition is A312/A312M-22. For project planning purposes, it is helpful to know which standard is in effect.
| Standard | Scope | Grades Covered | Key Tests |
|---|---|---|---|
| ASTM A312/A312M | Seamless + welded austenitic SS pipe | 304, 316, 321, 347, etc. | Hydrostatic, Flattening, ET or UT |
| ASTM A269 | Seamless + welded austenitic SS tubing | 304, 316, 321, 347, etc. | Hydrostatic, Flattening |
| ASTM A270 | Sanitary SS tubing (food/pharma) | 304, 316L | Hydrostatic, Flattening + Surface finish |
| ASME B36.19M | Stainless pipe dimensions | All austenitic & duplex | NPS, OD, wall thickness tables |
| ASME B31.3 | Process piping design code | All | Design pressure calculations |
For projects outside the United States, use the following equivalents: EN 10216-5, (Europe), JIS G3459 (Japan). Similar chemistry and mechanical requirements, different certification and testing requirements. For a project where you need dual certification (i.e., ASTM A312 + EN 10216-5) please remember to state this at the time of order-retrofitting certification after manufacture is very difficult to attain.
Where shipped A312 shall have on the pipe a mill test report (MTR) which states the Chemical composition as specified by the heat, tensile, and yield strength, extent, and characteristics, Hardness, Hydrostatic or Non- destructive Examination, Seamless Pipe can be Et or UT tested according to the buyers specifications
Seamless vs Welded Stainless Steel Pipe: When Each Type Wins

Choosing between seamless and welded pipe isn’t always clearcut. Pipe manufactured by welding is now extremely advanced- modern laser and TIG welds give joints with the same mechanical properties as the parent metal. The price difference has reduced, particularly in diameters below NPS 2″.
This is where each has its own advantage.
✔ Advantages of Seamless
- Uniform grain structure—no weld HAZ
- Higher allowable pressure ratings at same wall thickness
- Bedre levetid under cycisk påtryk (10-20% længere på laboratoriet)
- No weld seam to inspect—simpler NDE requirements
- Preferred by NACE and ASME B31.3 for sour/high-pressure service
⚠️ Limitations of Seamless
- Higher cost—especially in large bore (>8″ NPS)
- Cannot produce thin walls below piercing limits
- Wider OD and wall tolerances than cold-drawn welded tube
- Longer lead times for non-stock sizes (6–12 weeks)
- Limited maximum diameter—typically NPS 24″
| Factor | Seamless | Welded |
|---|---|---|
| Max pressure (4″ SCH 80, 316L) | ~4,300 psi | ~3,400 psi |
| Cost index (2″ SCH 40S) | 1.0× | 0.65–0.75× |
| Size availability | NPS 1/8″–24″ | NPS 1/8″–48″+ |
| Wall thickness minimum | Limited by piercing | Down to 0.035″ |
| Lead time (stock sizes) | 1–3 weeks | 1–2 weeks |
Is Welded or Seamless SS Pipe Better?
Neither is “better”. Which one to use depends on the service conditions. For design pressures above 1,500 psi, cyclic use, or sour service as defined by NACE MR0175 specifications, seamless pipe is the default spec.
For low-pressure utility piping (<150 psi), drainage, or building structure use, welded pipe performs equally well but at 25-35% less material cost. An often unwarranted over-specification is shipping a low-pressure compressed air line in seamless pipe.
Utilizing an over-specification seamless pipe for low pressure utility service (<150 psig), can waste anywhere from 25 35% of the material budget with no benefit to safety. Optimize type of pipe used for service class.
Related: welded stainless steel pipe | ERW pipe
Sizes, Schedules, and Wall Thickness: Dimensional Reference

Nominal wall thickness (in inches) for typical NPS sizes, using ASME B36.19M specifications for common schedules: These are nominal wall values-actual minimum wall is the nominal value times 0.875 (the 12.5% tolerance permitted by ASTM A312).
| NPS | OD (in.) | SCH 5S | SCH 10S | SCH 40S | SCH 80S | SCH 160 | XXH |
|---|---|---|---|---|---|---|---|
| 1/4″ | 0.540 | 0.049 | 0.065 | 0.088 | 0.119 | — | — |
| 1/2″ | 0.840 | 0.065 | 0.083 | 0.109 | 0.147 | 0.188 | 0.294 |
| 1″ | 1.315 | 0.065 | 0.109 | 0.133 | 0.179 | 0.250 | 0.358 |
| 2″ | 2.375 | 0.065 | 0.109 | 0.154 | 0.218 | 0.344 | 0.436 |
| 4″ | 4.500 | 0.083 | 0.120 | 0.237 | 0.337 | 0.531 | 0.674 |
| 6″ | 6.625 | 0.109 | 0.134 | 0.280 | 0.432 | 0.719 | 0.864 |
| 8″ | 8.625 | 0.109 | 0.148 | 0.322 | 0.500 | 0.906 | 0.875 |
What first-timers mix up: NPS diameter is NOT the same as actual pipe diameter. A 2″ NPS pipe is 2.375″ OD in reality. The 2″ designation is nominal, based on historical pipe manufacturing standards. This nomenclature has been retained so that fittings and flanges will match the older pipes.
Wall tolerance and minimum wall: ASTM A312 permits a wall thickness tolerance of 12.5%. This means the minimum wall ™ is the nominal wall (tn) times 0.875. For a 2″ SCH 40S pipe with a nominal wall of 0.154″, the minimum wall is 0.154 0.875 = 0.135″. Use the minimum wall in ASME B31.3 pressure calculations, not the nominal.
Standard lengths are 20 ft (6.1 m) random, although some manufacturers stock 40 ft sections. Custom cutting to length is offered by most vendors, typically with a charge per cut.
Is Schedule 40 Steel Pipe Seamless?
Although it may seem counterintuitive, schedule 40S pipe (the “S” suffix means stainless) can be either seamless or welded. The schedule number refers to the wall thickness; the construction method (welded or seamless) must be specified separately. For your order, verify that there is a mention of seamless with 304/316 on the MTR if you have specified or drawn for seamless.
Related: pipe sizes guide
Corrosion Resistance and High-Temperature Performance
Corrosion resistance is the typical justification for specifying stainless instead of carbon steel pipe. But not every stainless grade is resistant to every type of corrosion. The “Pitting Resistance Equivalent Number” (PREN) is the most straightforward comparative measurement of grades for chloride environments.
📐 Engineering Note — PREN Formula
PREN = %Cr + 3.3 %Mo + 16 %N
- 304/304L: PREN ≈ 18–20 (no Mo contribution)
- 316/316L stainless: PREN is 24-26 (adding 2-3% Mo adds about 7-10 points to PREN).
- Duplex 2205, the most common duplex grade: PREN is 34-36 (adding 3-3.5% Mo and more Cr and nitrogen)
A PREN above 32 indicates adequate corrosion resistance in seawater environments. A grade with a PREN below 20 will suffer from corrosion in chloride-containing environments at temperatures above ambient.
Maximum service temperature varies with grade and continuous vs. intermittent service. Both 304 and 316L can withstand intermittent service temperatures of up to 870C, but doing so continuously will lead to sensitization unless you specify the “L” low-carbon grade. 321 (Ti-stabilized) and 347 (Niobium-stabilized) are resistant to sensitization and can be used continuously up to 870C. Duplex 2205 is limited to 315C service and beyond this temperature sigma phase embrittles the duplex so that it rapidly loses toughness. <”
>
Chloride SCC in 304 stainless is one of the most common and easily preventable failures in chemical piping. The answer is grade selection, not wall thickness-a heavier wall of 304 will still crack in the same environment where a thinner wall of 316L or duplex will remain serviceable for the life of the plant.
— D. Hendricks, Corrosion Engineer, NACE-certified
Related: does stainless steel rust
Industry Applications: Oil & Gas, Chemical, Food & Pharma

Seamless stainless pipe serves multiple industries with distinct grade, standard, and connection needs. The table below correlates major sectoral applications to typical spec sets.
| Industry | Typical Grade | Standard | Sizes | Connection |
|---|---|---|---|---|
| Oil & Gas (sour service) | 316L / Duplex 2205 | NACE MR0175 | 2″–12″ | Butt weld |
| Chemical processing | 316L / 321 | ASTM A312 | 1″–8″ | Flanged / weld |
| Food & Pharma | 316L (Ra ≤ 0.8 μm) | ASME BPE / A270 | 1/2″–4″ | Tri-clamp |
| Power generation | 321 / 347 | ASME B31.1 | 2″–16″ | Butt weld |
| Water treatment | 304L | NSF/ANSI 61 | 4″–24″ | Flanged |
Scenario: Chemical plant turnaround purchase. A Texas sulfuric acid plant arranged a 21 day turnaround and required 340 feet of 4″ SCH 80S seamless 316L for a reactor feed loop replacement. The original pipe was now 14 years old and showed intergranular corrosion at welds located in the transition from carbon steel to stainless. The turnaround spec required seam-welded pipe, NACE-verify MTRs, PMI-verify at receipt, and a 10% over-purchase to account for installation field-cuts. Lead time on 4″ SCH 80S seamless 316L: 3 weeks from domestic stock. The turnaround occurred on budget and schedule due to the order being placed 8 weeks prior to the scheduled shutdown.
Order 8-12 weeks in advance for duplex or non-stock schedules. 304/316L in SCH 10S and 40S is generally stock from domestic sources in 1-3 weeks, though SCH 160, 220H and XXH, and duplex seamless pipe often have 10-16 week mill runs.
Related: boiler tube
Seamless SS Pipe Market Outlook: 2025–2030 Growth Trends

The global seamless stainless steel pipeline market was valued at an estimated $3.57-3.88 billion in 2025 and forecast to hit $5.15 billion by 2030, a CAGR of 5.8%. This growth is being fueled by three twin forces:
- Energy transition infrastructure: Hydrogen pipelines, CCS installations and LNG re-vaporization require high integrity seamless pipe. Concerns about hydrogen embrittlement have caused specifications to trend towards 316L and duplex grades.
- Chemical plant expansion: APAC capacity increases (India, China, SEA) are spurring the need for higher grades of 316L and 321 seamless pipe in reactor and heat exchanger Service.
- Pharma and biotech cleanroom upward projects: Post-pandemic pharmaceutical capacity development has created a surge of electropolished 316L pipe that meets ASME BPE grade standards.
Regional impacts: APAC currently accounts for more than half of all global seamless stainless pipe production. India-based Venus Pipes & Tubs announced plans to expand by +1,800 MTPA, focusing on duplex and super duplex grades. North American demand is also climbing as corrosion control mandates and EPA American Iron and Steel (AIS) waivers push water infrastructure projects toward domestically sourced stainless pipe.
Implication for 2026-27 procurement: If you are scheduling 2026 or 2027 projects lock yourself into price and supply contracts now. Duplex and specialty grade lead times continue to extend as production capacity tightens. Standard stock 304/316L remains relatively steady, non-stock grades and heavy-wall schedules are 2-4 week longer than in 2024.
Frequently Asked Questions
Q: What are the common problems with seamless pipe?
View Answer
Q: How is seamless stainless steel pipe manufactured?
View Answer
The billet is then heated for austenitic stainless steels at 1,150-1,280C and used the rotary piercer to produce a hollow shell. This shell is reduced in diameter either by a mandrel mill or a pilger mill to reduce the wall thickness and increase the length. Additional process stages include sizing, straightening, Heat treatment (Solution Anneal) and acid pickling.
Cold-drawn pipe has a further drawing pass included for close tolerance pipes.
Q: Which is better: seamless or ERW pipe?
View Answer
It varies by service conditions. Seamless pipe tends to be stronger at high pressure and cyclic pressure because it has no weld seam which can be a source of stress. ERW pipe can be cheaper by 25-35% and be available in thinner walls and larger diameters.
For structural support, low pressure transfer lines and fencing, ERW pipe is usually the most economical. For pressure vessel use, sour service or critical process piping over 1500 psi, seamless is the default specification.
Q: What is the standard for seamless SS pipe?
View Answer
Q: Which seamless SS pipe grade is the strongest?
View Answer
Q: What factors determine pipe wall thickness selection?
View Answer
Need Seamless Stainless Steel Pipe?
Baling Steel stocks ASTM A312 seamless pipe available in 304, 316L, 321, 347, and Duplex 2205 – cut to your required dimensions.
About This Guide
This seamless SS pipe reference is based on ASTM and ASME published standards, mills technical data sheets and reports on the market place. Baling Steel is a supplier of seamless stainless steel pipe and has stocks on all the standard grades and schedules. Please note all pipe specifications should be double checked with the relevant standard edition, and second checked with your project engineer before ordering.
References & Sources
- ASTM A312/A312M-22 – ASTM International, Standard Specification for Seamless, Welded, and Heavily Cold worked Austenitic Stainless Steel Pipes
- ASME B36.19M-2004 – Stainless steel pipe – American Society of Mechanical Engineers
- EPA US American iron and steel (Abli) requirements – environmental protection agency
- Stainless steel pipes seamless Market 2025 to 2030 report-GlobeNewsWire / Research and markets
- Engineering Toolbox — Steel Pipe Dimensions & Weight Reference
Related Articles
- Ultimate Guide to Pipe Sizes
- Stainless Steel Welded Pipe Guide
- ERW Pipe: Complete Guide
- Stainless Steel Properties & Description
- Pipe vs Tube: What’s the Difference?
Reviewed by Baling steel engineering team – latest update April 2026

