


Specifiche rapide in breve
- Norma: ASTM A513 Tipo 5 (A513/A513M-25)
- intervallo OD 3/16″: 14″ | Parete: 0,028″ 0,625.
- Gradi: 1020, 1026, TuffDOM 520, TuffDOM 620
- Resistenza alla resa: 90+ ksi (grado e dimensione dipendenti)
- Tolleranza OD: ±0,002″00,005″
- Applicazioni: Cilindri idraulici, roll-bar, alberi di trasmissione, gruppi telescopici
Tubi DOM in acciaio (short) per Drawn Over Mandrel (trafilato sopra mandrino) è il tubo meccanico ideale per applicazioni di precisione che richiedono tolleranze dimensionali strette, spessore della parete costante e buona concentricità Non molto lontano dal tubo saldato a resistenza elettrica standard, il tubo DOM subisce un'ulteriore lavorazione a trafilatura a freddo che converte un tubo madre saldato in un componente strutturale e idraulico ad alta tolleranza.
Questo è un primer dettagliato per il produttore, l'ingegnere o il responsabile degli acquisti; include: come viene prodotto il DOM, dimensioni comuni, la decisione del grado 1020 vs. 1026, proprietà meccaniche ASTM A513 e come si confronta con il tubo senza saldatura trafilato a freddo (CDS) e il tubo ERW. Troverai anche tabelle di confronto con i numeri effettivi, una sezione di fabbricazione e un aggiornamento del mercato 2025-2026.
Cos'è il tubo DOM e come è realizzato?
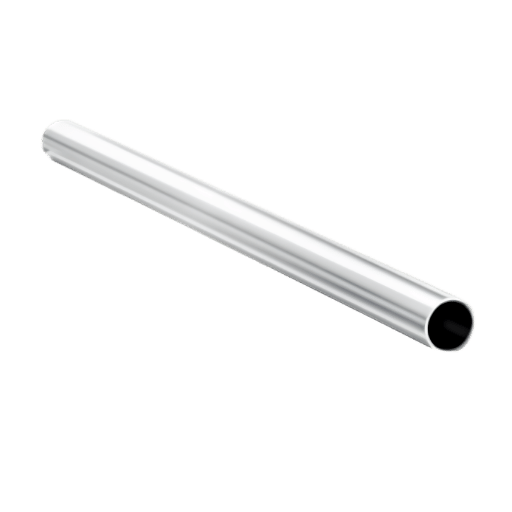
Un tubo trafilato a freddo prodotto tirando un tubo madre saldato sopra i mandrini interni e le matrici di dimensionamento e×ternal Questo processo si traduce in un tubo con spessore della parete costante, finitura superficiale migliorata, maggiore carico di snervamento e migliore concentricità rispetto al suo progenitore ERW; una migliore comprensione di questo processo ti aiuterà a comprenderne le capacità e i limiti.
Un termine improprio comune che dovrebbe essere affrontato subito: DOM non è un vero tubo senza saldatura Come la maggior parte del tubo trafilato a freddo il substrato come programmato è un tubo ERW che, essendo stato sottoposto a lavorazione a freddo, conserva ancora una cucitura longitudinale sull'ID dopo il disegno Vedrai DOM indicato come “weld free” o anche come “Drawn Over Mandrel” in alcune letteratura del fornitore tuttavia la cucitura è ancora presente e la possibilità di un difetto sugli e×isti ID Nelle applicazioni in cui l'integrità della cucitura ID è critica, come l'elevata fatica del ciclo o un gruppo rotante, questa distinzione è molto importante Altrimenti, DOM può essere applicato come componente idraulico o strutturale senza preoccupazione La nostra panoramica delle differenze tubo-tubo può fornire contet aggiuntivo×.
Come viene realizzato il tubo DOM? (Processo in 4 fasi)
Durante la produzione, il tubo DOM passa attraverso quattro fasi distinte:
- La striscia è formata e la saldatura fusa Il grado commerciale 1020 o 1026 è laminato a freddo in una forma tubolare e saldato elettricamente a resistenza longitudinalmente, formando un cordone di saldatura visibile nell'ID interno dopo la matrice di placcatura Nasce il tubo ERW standard.
- Raschiatura del profilo (rimozione del flash di saldatura o “scarfed seam”) e ricottura Il flash interno viene sedato o sfregiato vicino all'ID Il tubo passa in un forno di ricottura attentamente controllato, che abbassa la temperatura dell'area saldata a, punto di saldatura, risultato in un prodotto più lavorabile.
- Bagno di fosfati, rivestimento di lubrificazione Una caratteristica integrante del processo di trafilatura a freddo è che un rivestimento di conversione del fosfato e un lubrificante sapone vengono applicati al tubo prima che la striscia madre si attizzi in una forma cilindrica precisa Questo rivestimento di fosforo riduce al minimo la quantità di attrito che si sviluppa tra la parete del tubo e le varie matrici e stampi di trafilatura prolungando anche la durata dello stampo, ritardando il riscaldamento o la rigatura dello stampo.
- Stampo in metallo duro, mandrino Il tubo preparato è incorporato all'interno con un mandrino in acciaio temprato pronto per il servizio o lega di metallo duro Una matrice in metallo duro all'esterno aspirerà o “pull” il tubo attraverso la matrice e attorno al mandrino ID, stabilendo così le precise dimensioni ID e OD associate al DOM. Ogni passaggio può ottenere solo una piccola riduzione dimensionale o può avvenire in un singolo passaggio.
ASTM A513 Type 5 è la specifica ufficiale per i tubi meccanici DOM a partire dalla revisione del 2025 (A513/A513M-25) Il tipo 5 è unico per DOM, separandolo dalle ‘famiglie’ dei membri all'interno della stessa specifica per i tubi HREW Type 1 e CREW Type 2 Se specifichi “ASTM A513 Type 5” sui tuoi documenti di ingegneria, acquisto o ordine di acquisto ti verrà impedito di avere specifiche erroneamente riempite con il prodotto HREW a tolleranza inferiore.
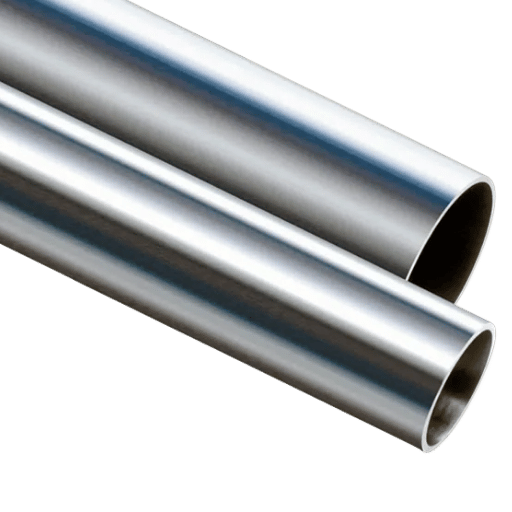
Dimensioni dei tubi DOM: riferimento a diametro esterno, parete e peso

Il DOM è disponibile in un'enorme gamma di combinazioni di spessore della parete con diametro esterno. La tipica corsa del mulino copre da 3/16 "a 14" OD (circa da 1/2 "a 6 "per l'inventario tipico del magazzino) e da 0,028 "a 0,625" Lunghezze del mulino generalmente corrono da 17 a 24 piedi di lunghezza, casuali invece di tagliare a lunghezza DOM tubo rotondo e la sezione trasversale più comune domina il volume di produzione, sebbene i profili DOM quadrati e rettangolari siano disponibili da mulini specializzati ad alta capacità Per i grafici a riferimenti incrociati di OD, ID, peso per tutti gli orari vedere il riferimento alla dimensione del tubo e del tubo in acciaio.
Una regola dimensionale che qualsiasi ingegnere progettista deve comprendere: ci sono solo due dimensioni simultanee (OD, ID, parete) garantite sotto ASTM A513 Tipo 5 Se si specifica OD + parete, l'ID deve essere dedotto ed è soggetto alle tolleranze di entrambi Se si specifica OD + ID, la parete deve essere dedotta La maggior parte delle applicazioni dei cilindri idraulici specificano ID + OD (dimensione del foro) mentre i gruppi telescopici richiamano sia OD che ID Specificare sempre quali due dimensioni sono critiche sui disegni tecnici.
| OD (in) | Parete (dentro) | ID (in) | Peso (libbra/piede) | Uso comune |
|---|---|---|---|---|
| 1.000 | 0.120 | 0.760 | 1.12 | Piccola idraulica, strutturale |
| 1.250 | 0.120 | 1.010 | 1.43 | Telaio, calcio boccola |
| 1.500 | 0.120 | 1.260 | 1.74 | Cerchio principale della gabbia del rullo, un tubo di×le |
| 1.750 | 0.120 | 1.510 | 2.06 | Minimo roll-bar SFI 25.1 |
| 2.000 | 0.120 | 1.760 | 2.39 | Albero motore, gruppo telescopico |
| 2.500 | 0.120 | 2.260 | 3.05 | Canna cilindro idraulico |
| 3.000 | 0.120 | 2.760 | 3.68 | Colonna idraulica agricola, strutturale |
| 4.000 | 0.120 | 3.760 | 4.97 | Cilindro di grande alesaggio, componente della turbina eolica |
Risparmio di tempo durante la quotazione del progetto e i calcoli strutturali: l'acciaio calcolatore del peso del tubo e del tubo per piede fornisce i numeri rapidi del peso per piede per tutta la combinazione di OD e della parete.
1020 contro 1026 DOM Steel: di quale grado hai bisogno?

Che Grado Di Acciaio È Il TUBO DOM?
Ci sono due fonti primarie di acciaio al carbonio nel mercato DOM 1020 e 1026 La scelta del grado è dettata dal diametro e dallo spessore della parete, nonché dalla resistenza dell'applicazione finale Entrambi i gradi sono compatibili ASTM A513 Type 5, ma la loro chimica e le proprietà meccaniche risultanti differiscono in modi notevoli.
| Proprietà | 1020 DOM | 1026 DOM |
|---|---|---|
| Carbonio (% C) | 0.18 – 0.23% | 0.22 – 0.28% |
| Manganese (% Mn) | 0.30 – 0.60% | 0.60 – 0.90% |
| Resistenza allo snervamento (ksi) | 65 ksi | 75 ksi |
| Resistenza alla trazione (ksi) | 75 ksi | 85 ksi |
| Gamma di dimensioni tipiche | OD ≤ 2″, parete ≤.125″ | OD > 2″, parete > 0,156″ |
| Saldabilità | E×cellent (C basso) | Buono (preriscaldare per pareti >.250″) |
| Macchinabilità | Molto buono | Bene |
Per la maggior parte delle piccole applicazioni (OD inferiore a 2″, spessore della parete inferiore a 0,120 "), le applicazioni a bassa resistenza 1020 DOM saranno facilmente disponibili ed è adeguato per la maggior parte delle applicazioni strutturali o idrauliche Quando OD colpisce 2″+ o lo spessore della parete raggiunge 0,156", i mulini tendono a passare alla chimica 1026 perché la sezione è troppo pesante perché 1020 possa essere completamente temprata correttamente.
Dato un OD=3 "e una parete da 0,25" per uno spaccalegna idraulico, il produttore può facilmente notare che l'acciaio 1026 si presenta proprio nello stadio. Confrontando il vantaggio del carico di snervamento di 1026 (75 ksi contro 65 ksi) si confronta con il piatto (circa ) il non troppo cattivo um, il tubo cilindrico di grado leggermente più e×pensivo incluso, ha un diametro della parete più sottile e un peso/prezzo del tubo inferiore per la stessa pressione operativa.
Quando si presentano esigenze di resistenza più elevate rispetto allo standard 1020 o 1026, ArcelorMittal produce due gradi DOM ad alta resistenza dal nome TuffDOM.
- TuffDOM 20: resa 75 ksi /tensione 90 ksi 5 è un passo avanti rispetto al DOM generico 1026 ed è paragonabile ai CDS senza saldatura trafilati a freddo per elementi strutturali più severi e circuiti idraulici a pressione più elevata.
- TuffDOM 620: resa 90 ksi/100 ksi che si avvicina alla resistenza dei gradi dei tubi in lega con il prezzo e la disponibilità del DOM in carbonio Utilizzabile efficacemente nelle seguenti applicazioni: Elementi strutturali per sport motoristici, cilindri idraulici ad alto ciclo e applicazioni aerospaziali adiacenti critiche in termini di peso.
Dovrebbero prendere in considerazione anche gli ingegneri che definiscono proprietà meccaniche certificate trattate termicamente Specifiche del tubo ASTM A106 Grado B, che discutono il servizio di pressione a temperatura elevata (diverse famiglie di prodotti), ma mostrano l'intervallo da considerare quando il ciclo di temperatura fa parte della considerazione del progetto.
Proprietà meccaniche e tolleranze dimensionali dei tubi DOM
L'estrazione a freddo conferisce il set di proprietà univoco del tubo DOM rispetto alla materia prima ERW o alle versioni trafilate a freddo, senza saldatura (CDS). La decisione di dargli come trafilato o ricotto antistress prima dell'uso fornisce le proprietà meccaniche del set di valori applicabili come lo si considera per un'applicazione specifica. Gli ingegneri che scelgono DOM come materiale di carico o precisione dovrebbero essere consapevoli sia dei valori come trafilati sia delle tolleranze assicurate ASTM A513 Type 5.
| Proprietà | Come disegnato 1020 | Stress-Relief Ricotto 1020 | Come disegnato 1026 |
|---|---|---|---|
| Resistenza allo snervamento | 65 ksi 70 ksi | 55 € 60 ksi | 75 ksi 80 ksi |
| Resistenza alla trazione | 75 ksi 80 ksi | 65 ksi 70 ksi | 85 ksi 90 ksi |
| Allungamento (2 pollici) | 10% min. | 15% min. | 10% min. |
| Tolleranza OD | ±0,002″0,0,005″ | ±0,002″0,0,005″ | ±0,002″0,0,005″ |
| Tolleranza Parete | ±10% di nominale | ±10% di nominale | ±10% di nominale |
| Finitura superficiale (OD) | 32μin Ra | 32μin Ra | 32μin Ra |
| Concentricità | Quasi perfetto (controllato dal mandrino) | Quasi perfetto | Quasi perfetto |
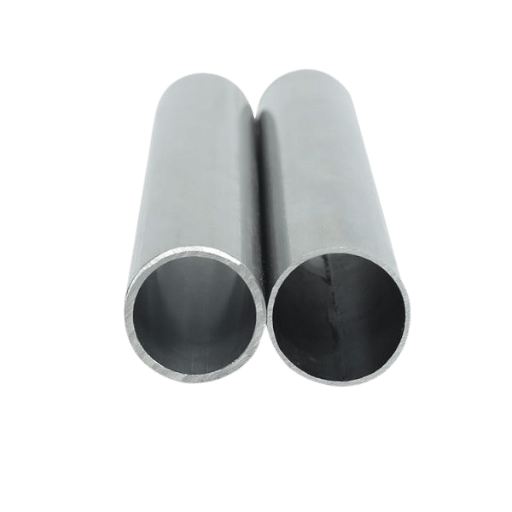
Il tubo DOM ha tolleranze strette sul diametro esterno ed interno come pure sullo spessore della parete; fornendo la concentricità e×cellent e la penetrazione della saldatura Questo prodotto è un materiale di prezzo basso di alta qualità adatto per le applicazioni dure.
Direttore della catena di fornitura presso Brown
Vale la pena notare il vantaggio della concentricità: la concentricità stretta è una caratteristica distintiva del tubo trafilato a mandrino e in un cilindro idraulico lo spessore della parete eccentrica si traduce in un contatto irregolare pistone-alesaggio, maggiore usura della tenuta e carico laterale sull'asta. L'ID controllato dal mandrino del DOM determina una variazione dello spessore della parete generalmente inferiore a 5% di nominale rispetto a 10-12.5% per HREW. (Per un cilindro a parete da 2.500 OD 0,250", la differenza è 0,025 "potenziale di eccentricità in HREW rispetto a meno di 0,013" con DOM (una considerazione significativa nella selezione degli standard di profondità della scanalatura della tenuta e finitura del foro)
Note ingegneristiche-disegno Call Out: ASTM 513 Tipo 5 quattro cose e×ist nel disegno Due quindi tutti e tre sono controllati dimensionalmente (OD, ID, parete) Indica sempre sul disegno ingegneristico quali due dei tre sono due sono controllati dimensionalmente.E×ample: “2.000” OD 0,250 "parete ID. Verrà derivato, ASTM A 513 Tipo 5. sia ID che OD sono funzionalmente importanti se la funzione di assemblaggio telescopico richiama entrambi indicano e accettano la parete come derivata.
Aiuta gli ingegneri a confrontare l'intercambiabilità:
Sulle programma del tubo e grafico dello spessore della parete, un confronto molto pratico a cui gli ingegneri possono fare riferimento se hanno bisogno di vedere come lo spessore della parete standard del programma sarebbe paragonabile a una parete DOM desiderata se sono intercambiabili con raccordi per tubi per raccordi.
Applicazioni comuni dei tubi DOM
Le applicazioni di nicchia che definiscono il DOM in modo più affidabile rispetto ad altri tipi di tubi sono applicazioni di precisione che richiedono materiali sia dimensionalmente stretti che strutturalmente solidi. Ciascuna delle seguenti sottosezioni definisce una di queste applicazioni, che tradizionalmente ha specificato il DOM più frequentemente rispetto ai prodotti tubolari concorrenti.
Cilindri Idraulici
Le canne dei cilindri idraulici comprendono l'applicazione del volume più grande per i tubi DOM. La stretta tolleranza e concentricità del diametro esterno consentono di affinare direttamente il foro, senza operazioni di pre-alesaggio. Il foro del tubo rientra già nella dimensione del foro finito di 0,005 "0,010", rispetto a HREW che potrebbe richiedere la rimozione dello stock di 0,020 "-0,030". Per un'officina ad alto volume che utilizza 50 cilindri settimanali, il risparmio nel tempo di preparazione del foro influisce direttamente sulla disponibilità e sulla produttività della macchina.
Field e×perience illustra che i costruttori di cilindri con diametro del foro di 2,5 "-5" preferiscono costantemente tubi da 1026 DOM per una resa costantemente più elevata, consentendo un intervallo di pressione operativa da 3.000 psi a 5.000 psi senza penalità di spessore della parete. Ciò consente di utilizzare la sezione di peso standard a basso costo senza influire negativamente sulla durata di servizio.
Gabbie per rotoli per sport motoristici
Le specifiche per la parete 1.750 "OD 0.120" come sezione minima per la costruzione del cerchio principale nelle applicazioni roll-bar con binario circolare richiedono DOM, non HREW. La parete di precisione e le tolleranze di snervamento imposte da SFI garantiscono i livelli di resistenza allo schiacciamento previsti con queste dimensioni sono realizzate in ciascuna struttura della gabbia Un tubo con variazione della parete 10-12.5% (HREW) può sottoperformare localmente il calcolo della sezione nominale; La tolleranza ±10% di DOM con concentricità controllata dal mandrino stringe quella finestra di incertezza. Per i conducenti, che non è una metrica di qualità astratta vedere la risorsa collegata su differenze tubo vs tubo per il confronto con le alternative CDS utilizzate nei programmi di corse a budget più elevato.
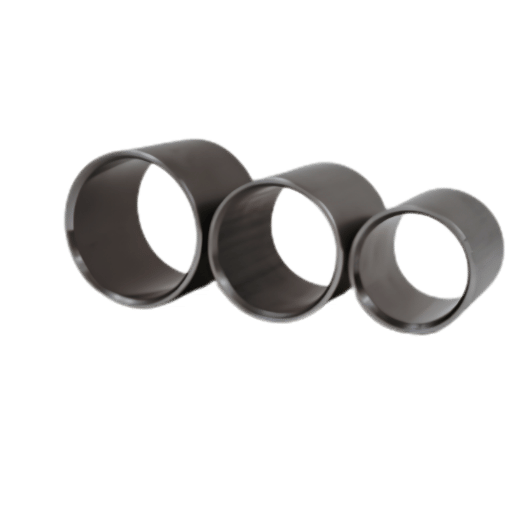
Assemblaggi Telescopici e Boccole
I telai degli attrezzi agricoli della gru, i bracci di trasferimento del trasportatore, i meccanismi di regolazione dei mobili si basano sulla coerenza OD/ID del DOM per gli adattamenti di annidamento. Gli operatori riferiscono che un tubo interno con diametro esterno di 2,00" scivola facilmente in un tubo con diametro esterno di 2,50" in un tubo con diametro esterno di 2,20" poiché il gioco complessivo è libero dalle deflessioni e dalle irregolarità inerenti ad altre forme di tubi, evitando le prove di adattamento per tentativi ed errori tipiche dell'assemblaggio HREW. La finitura superficiale con diametro esterno di 32-63Ra prevalente nella sezione trasversale di 1026 riduce al minimo le fasi di rettifica nel processo di trafilatura, rendendolo utile in molte applicazioni di tolleranza media compatibili con BTF.
Alberi di trasmissione e tubi A×le
Lo spessore costante della parete è essenziale per bilanciare i componenti rotazionali I livelli di concentricità ed eccentricità della parete raggiungibili attraverso un processo controllato dal mandrino sono adeguati per la maggior parte degli usi industriali dell'albero motore senza bilanciamento post-montaggio, a condizione che il tubo soddisfi i limiti di rettilineità ASTM A513 di 0,030 "arco/piede ma×imum; le applicazioni ad alta velocità (>3000 giri/min) beneficiano comunque del bilanciamento dinamico, indipendentemente.
Energia eolica e idraulica agricola
I sistemi idraulici di beccheggio e imbardata delle turbine eoliche, i cilindri di sollevamento della fioriera agricola e i sistemi di salita/discesa della testata della mietitrice specificano sempre più il DOM per gli stessi motivi della consistenza del foro idraulico industriale e della capacità di operare a livelli di pressione più elevati in ambienti remoti e a bassa manutenzione. La gamma 4″-8″, nella sezione trasversale 1026 DOM, è comune in queste applicazioni di diametro maggiore.
DOM vs. CDS vs. ERW: confronto con i numeri reali

Il tubo DOM è più resistente del CDS (senza saldatura trafilata a freddo)?
Questa è probabilmente una delle domande più poste nella funzione dei tubi DOM, e la risposta veritiera è: dipende da cosa ti riferisci quando dichiari “weld-free.” Ci sono due diversi prodotti che hanno erroneamente sono stati collettivamente marchiati come DOM senza saldatura e la loro distinzione dovrebbe influenzare le decisioni di approvvigionamento.
Con questa differenziazione fuori mano, ecco un semplice confronto tra i quattro tipi di tubi lavorati meccanicamente con precisione che più spesso consideriamo insieme:
| Proprietà | DOM (A513T5) | CDS/CDW (A519) | MASCELLA/ERW (A513 T1) |
|---|---|---|---|
| Resa (1020/1026) | 65 ksi 75 ksi | 70 ksi 87 ksi | 42 ksi 55 ksi |
| Tensio (1020/1026) | 75 ksi 85 ksi | 80 ksi 95 ksi | 55 70 ksi |
| Tolleranza OD | ±0,002″0,0,005″ | ±0,003″006″0,0006″ | ±0,015″00,015″ |
| Tolleranza Parete | ±10% | ±10% | ±10 12,5% |
| Concentricità | E×cellent (mandrel) | Buono (perforazione-e-estrazione) | Giusto (senza mandrino) |
| Costo Relativo | 1,0× (basale) | 1.4 – 1.6× | 0.7 – 0.8× |
| Seam Presente? | Sì (su ID, nascosto) | Nessuno | Sì (visibile su OD e ID) |
| Standard governativo | ASTM A513 Tipo 5 | ASTM A519 | ASTM A513 Tipo 1 |
Il vantaggio di tolleranza dom 0.002-0.005 "Tolleranza OD a 60-70% del costo di CDS è la ragione per cui DOM guida i mercati dei cilindri idraulici e dei tubi strutturali di precisione CDS misura leggermente più forte (vantaggio di snervamento di 5-12 ksi a seconda delle dimensioni), ma per la maggior parte delle applicazioni potenziate meccanicamente il carico di snervamento DOM 65-75 ksi supera quanto necessario e la differenza di costo all'ordine di canna del cilindro da 500 pcure può essere $8.000-Flizinz in qualsiasi grado a seconda delle dimensioni e degli attuali prezzi di mercato.
Per le applicazioni in cui nessun cordone può essere tollerato (albero nucleare, strutturale aerospaziale o alberi rotanti a ciclo elevato) a 1 ciclo di fatica più 0 cicli CDS, altrimenti il rapporto tolleranza DOM/costo si rivela difficile da battere Per le applicazioni in cui la tolleranza DOM più stretta non è necessaria guida completa del tubo ERW discute il prodotto principale (ASTM A513 Type 1 HREW) in maggiore dettaglio.
Linee guida per piegatura, saldatura e fabbricazione

Le proprietà meccaniche migliorate del DOM rispetto all'HREW non prevengono errori di fabbricazione. È comune prestare attenzione a diversi guasti sul campo che potrebbero essere prevenuti prestando particolare attenzione a tre parametri: raggio della linea centrale (CLR), rapporto delle pareti e stress residuo.
Raggio di curvatura minimo
Il CLR minimo è 3,5 OD per i tubi DOM, non i 3 solitamente impiegati come gospel dagli appassionati di fabbricazione. In termini reali questo è significativo; il CLR minimo per il tubo DOM OD da 2.000 pollici è 7.000 pollici e non 6.000 pollici, come il dumb arse 3 citato senza impalcature di supporto. L'esecuzione di un CLR da 6 pollici su DOM a 2 pollici senza supporto e utensili progettati per CLR interno da 12 pollici produrrà un significativo appiattimento intradosso e assottigliamento della parete estradossa, che potrebbe non essere visibile esternamente, ma metterà a repentaglio la capacità di carico e pressione significativa su questa sezione.
Per i tubi DOM a parete sottile (meno di 0,065 "), il CLR minimo deve essere spostato fuori 4-5 OD, deve essere utilizzata una configurazione di piegatura del mandrino Per rapporti di parete inferiori a 10% di OD (ad esempio 2 "0,120" spessore di parete = rapporto di parete 6%), un supporto interno del mandrino a parete passante durante la piegatura è fortemente consigliabile, in ogni caso.
️ Errori comuni di fabbricazione:
- Aggancia da un CLR troppo stretto (prova 3, non 3,5 minimo)
- Errore di deriva su gruppi multipiega dovuto ad un allineamento inadeguato degli utensili
- Rimanente deformazione da sforzo a freddo durante la saldatura, in particolare telai saldati complessi
- L'orientamento della cucitura e il controllo nelle applicazioni rotanti mantengono la cucitura sull'asse neutro e controllano
Sollievo dallo stress prima della fabbricazione complessa
La trafilatura a freddo è la sollecitazione di compressione residua al diametro esterno e la sollecitazione di trazione residua all'ID. Per una saldatura irregolare con giunti multipli a tolleranza ravvicinata, una ricottura antistress a 1.000-1.100 F prima della fabbricazione finale riduce al minimo la successiva distorsione nel gruppo saldato. Si noti che questa ricottura riduce leggermente la resistenza così come trafilata, quindi i calcoli di progettazione dovrebbero basarsi sulla resistenza post-ricottura se la ricottura avviene prima della fabbricazione finale.
“DOM b piega più pulito di qualsiasi ERW che ho usato, ma hai ancora bisogno di un mandrino per raggi stretti Il muro abbastanza coerente che il tuo stampo tergicristallo funziona allo stesso modo ogni curvatura casuale non ottieni il kinking casuale che ottieni con HREW dove varia il muro.”
rapporto comunitario dal motorsport
Tubo DOM per saldatura
1020 e 1026 DOM sono facilmente saldabili con processi di saldatura MIG, TIG o FCAW con filo di riempimento ER70S-3 o ER70S-6 Non è necessario alcun preriscaldamento per spessori di parete 0,250 "e inferiori Per pareti più spesse di 0,250" nel grado 1026, il preriscaldamento di 200-300 F riduce il rischio di fessurazione correlata all'idrogeno Il trattamento termico post-saldatura non è necessario per applicazioni strutturali, ma può essere specificato per applicazioni in recipienti a pressione ad alta temperatura o sollecitazioni cicliche superiori a 10 cicli.
DOM Tubing Mercato: 2025 Prezzo e disponibilità
Conoscere l'attuale panorama del mercato per i tubi DOM è direttamente utile per la strategia sui tempi di acquisto Diverse forze di mercato si sono riunite nel 2025-2026 per limitare l'offerta e aumentare i prezzi.
| Fattore di mercato | Punto Dati |
|---|---|
| Prezzo HRC (gennaio 2025) | $694/tonnellata |
| Prezzo HRC (marzo 2026) | $1.002/tonnellata |
| Tasso tariffario della sezione 232 (2026) | 50% sulle importazioni di acciaio |
| Importa variazione di volume (YoY) | Giù 42% |
| Variazione prezzo non contrattuale DOM (da luglio 2025) | +$150/tonnellata |
| Tempi di consegna attuali | ~6 settimane |
| Dimensioni del mercato DOM (2026) | 0,615 miliardi di dollari |
| Proiezione del mercato DOM | 0,92 miliardi di dollari (a medio termine) |
Da quando i prezzi HRC (bobina laminata a caldo) sono aumentati da $694/ton a $1,002/ton in un periodo di circa 15 mesi, un aumento di 44T, i costi dei materiali in ingresso per la produzione di tubi DOM sono aumentati drasticamente Di fronte alla Sezione 232 tariffe sulle importazioni nazionali a 501TP3 I produttori DOM sono stati in grado di recuperare gli aumenti di prezzo con una minore concorrenza di mercato rispetto a quanto visto nei cicli passati.
Un responsabile degli appalti dovrebbe prestare attenzione al fatto che il tempo di consegna di 6 settimane è il doppio della norma di 3 settimane pre-2024. i progetti che necessitano di tubi DOM di dimensioni regolari (1 "-4" OD, 0,083 "-0,250" parete) dovrebbero essere consapevoli del tempo di preparazione di 8-10 settimane per la spedizione prima del lancio del progetto quando anche gli acquisti da banco devono passare attraverso canali di distribuzione Dimensioni OD più grandi o più sottili, o grado TuffDOM, necessitano ancora di ordini effettuati direttamente al mulino con tempi di consegna di 10-14 settimane.
Domande frequenti sui tubi in acciaio DOM
Che cosa sta per DOM in tubi d'acciaio?
DOM sta per Drawn Over Mandrel Il nome descrive il suo processo di produzione: un tubo d'acciaio saldato (quindi, “trafilato sopra un mandrel”) (a volte chiamato ‘tubo madre’) viene tirato sopra un mandrino interno indurito e attraverso una matrice esterna Il mandrino vincola il tubo internamente per modellare il foro; la matrice vincola il tubo esternamente per modellare il diametro esterno. Questo processo di co-vincolo a freddo si traduce in tolleranze più strette rispetto al tubo ERW genitore, migliore finitura superficiale e maggiore carico di snervamento rispetto al tubo ERW genitore. Lo standard ASTM per DOM è A513 Tipo 5, ultima revisione A513/A513M-25.
I tubi DOM sono saldati o senza saldatura?
Entrambi, in un certo senso (‘Oltre’) e questa è una delle situazioni più fraintese della specifica DOM. DOM inizia fisicamente come tubo ERW (saldatura a resistenza elettrica), quindi è tecnicamente saldato Dopo la trafilatura a freddo, il cordone di saldatura è visivamente invisibile sul diametro esterno e non è diverso dal metallo principale in termini di finitura e aspetto. Tuttavia, un cordone di saldatura può essere visto sull'ID in modo che questo non sia ‘weldfree’ in senso strettamente metallurgico, sebbene alcuni distributori lo chiamino libero da saldatura nei cataloghi Per applicazioni che richiedono veramente senza saldatura, tubo ad alto ciclo (HCF), ecc.) specificare trafilato a freddo (solitamente ''A5') o ASTM A5, non DOM.
I tubi DOM possono essere utilizzati per cilindri idraulici?
Certamente sì, i cilindri idraulici sono i più comuni usi dei tubi DOM. La stretta tolleranza ID, la concentricità e la rotondità complessiva impartite dal mandrino interno sono altri vantaggi quando si lavorano scanalature di tenuta e si affina il foro su misura: l'eccentricità minima della parete si traduce in un carico laterale inferiore e una minore usura delle guarnizioni dei pistoni. Si riscontrano entrambi 1020 e 1026, con 1026 preferiti per fori più grandi (>4″) e pressioni più elevate (~300-500 psi).
Qual è la differenza tra DOM e tubo CDW?
DOM (trafilato sopra mandrino) e CDW (saldato a freddo) sono la stessa cosa (DOM equivalente) entrambi si riferiscono a un tubo saldato che è stato poi trafilato a freddo su un mandrino I due termini sono intercambiabili Se un distributore dice ‘CDW” confermare se si riferisce al processo di saldatura effettivo (DOM equivalente) o al metallo che è saldato a freddo senza specifiche ASTM A519 (come CDS) per scopi applicativi.
In che spessore di parete entra il tubo DOM?
Il DOM può essere ottenuto in spessori di parete da 0,028″-0,625″. lo stock in molti centri di assistenza in acciaio copre l'intervallo da 0,049″-0,375″. Pareti molto sottili (meno di 0,065 ") e spesse (più di 0,375") possono richiedere acquisti in mulino, piuttosto che arresti di lotti di distribuzione. La tolleranza della parete ASTM A513 Tipo 5 è 10% della parete nominale, quindi è garantito che la parete nominale da 0,120 "sia 0,108″-0,132″
Dove posso acquistare tubi in acciaio DOM in piccole quantità?
DOM in piccole quantità (1-4 pezzi o meno di 100 libbre) può essere acquistato da fornitori di metalli su Internet e centri di assistenza regionali per l'acciaio con servizio cut-to-length Fonti di piccole quantità e distributori di varietà cut-to-length includono Metals Depot, OnlineMetals e TW Metals La maggior parte delle fonti di piccole quantità si concentrano su dimensioni standard nell'intervallo da 1” a 3” OD e da 0,085” a 0.250” wallle sono le dimensioni più facili da ottenere tagliate a lunghezza le dimensioni più non standard richiedono un volume di ordine minimo di un full length (17-20 ft) o un bundle.
Hai bisogno di tubi DOM per un'applicazione di precisione?
Fonte dei prezzi correnti e disponibilità per tubo ASTM A513 Tipo 5 DOM in dimensioni standard e personalizzate.
Informazioni su questa analisi
Questo documento è stato preparato utilizzando le proprietà meccaniche delle schede tecniche del prodotto ArcelorMittal DOM, le informazioni sulle dimensioni e le tolleranze di ASTM A513/A513M-25 e i prezzi di mercato derivanti dalla rendicontazione dell'indice HRC disponibile al pubblico. Gli intervalli di proprietà meccaniche mostrati sono rappresentativi delle certificazioni del mulino per le dimensioni standard e verranno forniti rapporti di prova certificati (MTR) per il prodotto effettivamente spedito e dovranno essere consultati per un uso progettuale specifico.
I tipici multipli di costo relativo (DOM 1.0, CDS 1.4-1.6, HREW 0.7-0.8) si basano sui prezzi del distributore a partire dal primo trimestre del 2026 e fluttueranno a seconda delle condizioni di mercato I consigli di fabbricazione (CLR minimo, preriscaldamento necessario) si basano su norme di settore generalmente accettate e dovrebbero essere confermati in modo specifico per la certificazione del materiale data e che disciplina il codice di saldatura/strutturale, a seconda dei casi.
Le designazioni di prodotti di terze parti (TuffDOM 520, TuffDOM 620) sono marchi di proprietà di ArcelorMittal Nessuna sponsorizzazione o approvazione implicita.
Riferimenti e Fonti
- Tubo d'acciaio Tubo meccanico trafilato sopra il mandrino dell'Istituto: Tubo meccanico del tubo d'acciaio steeltubeinstitute.org/meccanico-tubing/trafilato-sopra-mandrel/
- ASTM International (ASTM A513 A513M-25), Specifica standard per tubi meccanici in acciaio al carbonio e legato saldati a resistenza elettrica: astm.org/a0513_a0513m-25.html
- Schede tecniche dei prodotti ArcelorMittal USA DOM e TuffDOM: Schede tecniche: ArcelorMittal USA usa.arcelormittal.com
- Ryerson Metal Market Intelligence (Intelligence sul mercato dei metalli) Damon Brown, Supply Chain Manager (citazione specialistica: concentricità DOM e qualità della saldatura)
Articoli Correlati
- Resistenza elettrica Tubo saldato Descrizione e specifiche del prodotto
- Tubo senza saldatura trafilato a freddo (CDS) rispetto a tubo DOM Usi raccomandati di ciascuno
- Confronto tra standard, tolleranze e usi di tubi e tubi
- Programma completo dei tubi e grafico dello spessore della parete
- Guida integrata per tubi ERW in lega per ASTM A513 e A13575
Recensito dal team di ingegneri Baling Steel Ultimo aggiornamento aprile 2026

