


Краткий обзор быстрых характеристик
- Стандарт: ASTM A513 Тип 5 (A513/A513M-25)
- Диапазон ОД: 3/16″ 北 14″ | Стена: 0.028″ — — — 0.625″ ″.
- Оценки: 1020, 1026, TuffDOM 520, TuffDOM 620
- Предел текучести: 65 い+ фунтов на квадратный дюйм (в зависимости от класса и размера)
- Допуск на ОД: ±0,002″ — 0,005″
- Применение: Гидроцилиндры, обоймы для валков, приводные валы, телескопические узлы
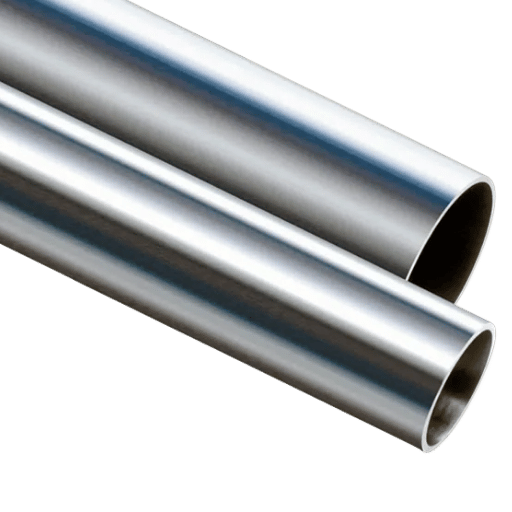
Стальные DOM трубки — короткие для вытянутой на оправке (Drawn Over Mandrel) - идеальная механическая трубка для прецизионных применений, требующих жестких допусков на размеры, постоянной толщины стенок и хорошей концентричности. Неподалеку от стандартной электросопротивления сварной трубы трубка DOM подвергается дополнительной обработке холодного вытягивания, которая превращает сварную материнскую трубку в конструктивный и гидравлический компонент с высоким допуском.
Это подробный грунтовка для производителя, инженера или менеджера по закупкам; включает в себя: как производится DOM, общие размеры, решение класса 1020 против 1026, механические свойства ASTM A513 и как он соотносится с холоднотянутой бессварной трубкой (CDS) и трубой ERW. Вы также найдете сравнительные таблицы с фактическими цифрами, раздел изготовления и обновление рынка 2025-2026 гг.
Что такое DOM-трубки и как они создаются?
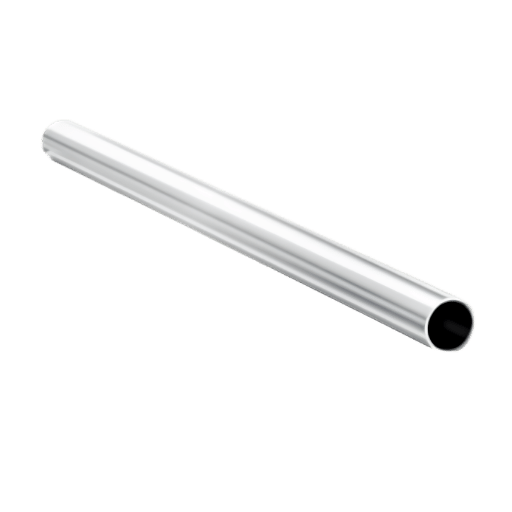
Холоднотянутая трубка, полученная путем натягивания сварной материнской трубки на внутренние оправки и матрицы для экстернального калибрования. Этот процесс приводит к получению трубки с постоянной толщиной стенки, улучшенной отделкой поверхности, повышенным пределом текучести и улучшенной концентричностью по сравнению с ее предшественником из ВПВ; лучшее понимание этого процесса поможет вам понять его возможности и ограничения.
Один распространенный неправильный номер, который следует устранить сразу: DOM не является истинной трубой без сварки, Как и большинство холоднотянутой трубы, как и программируемая подложка является трубка ВПВ который, будучи подвергнуты холодной обработке, все еще сохраняет продольный шов на ID после вытягивания, Вы увидите DOM, называемый “weldrawn free” или даже как “Drawn Over Mandrel” в некоторых литературных источниках однако шов все еще присутствует и возможность дефекта на ID e×ists.В приложениях, где целостность шва ID критически важна, например, усталость высокого цикла или вращающийся узел, это различие очень важно. в противном случае DOM может быть применен как гидравлический или структурный компонент без беспокойства. Наш обзор различий трубы-трубки может обеспечить дополнительный conte×t.
Как изготавливается трубка DOM? (4-этапный процесс)
Во время производства трубка DOM проходит четыре различных этапа:
- Формируют полосу и сплавляют сварной шов Коммерческий сорт 1020 или 1026 холодно прокатывают в трубчатую форму и электрически сваривают сопротивлением продольно, образуя сварной шов, видимый во внутреннем идентификаторе после гальванической матрицы. рождается стандартная трубка ВПВ.
- Профильный скребок (удаление сварочного обло или “scarfed seam”) и отжиг Внутренний обло тушат или рубцуют вблизи ID. Трубка переходит в тщательно контролируемую печь отжига, которая понижает температуру сваренного участка до, точка сварки, приводит к более работоспособному изделию.
- Фосфатная ванна, смазочное покрытие Неотъемлемой особенностью процесса холодной вытяжки является то, что фосфатное конверсионное покрытие и мыльная смазка наносятся на трубку до того, как исходная полоса примет точную цилиндрическую форму. это фосфорное покрытие сводит к минимуму количество трения, которое развивается между стенкой трубки и различными волочильными матрицами и формами, а также продлевает срок службы матрицы, задерживая нагрев или надрез формы.
- Твердосплавная матрица, оправка Подготовленная трубка внедрена во внутреннюю часть с готовой к эксплуатации оправкой из закаленной стали или твердосплавного сплава. твердосплавная матрица снаружи будет вытягивать или “poll” трубу через матрицу и вокруг оправки ID, таким образом устанавливая точные размеры ID и OD, связанные с DOM. Каждый проход может достичь лишь небольшого уменьшения размера или может произойти за один проход.
ASTM A513 Type 5 - официальная спецификация механических трубок DOM на момент редакции 2025 года (A513/A513M-25). Тип 5 уникален для DOM, отделяя его от членов ‘семейства’ в рамках той же спецификации для трубок HREW Type 1 и CREW Type 2. Если вы укажете “ASTM A513 Type 5” в своих документах по проектированию, покупке или заказу на поставку, вы будете предотвращать ошибочное заполнение спецификаций продуктом HREW с более низким допуском.
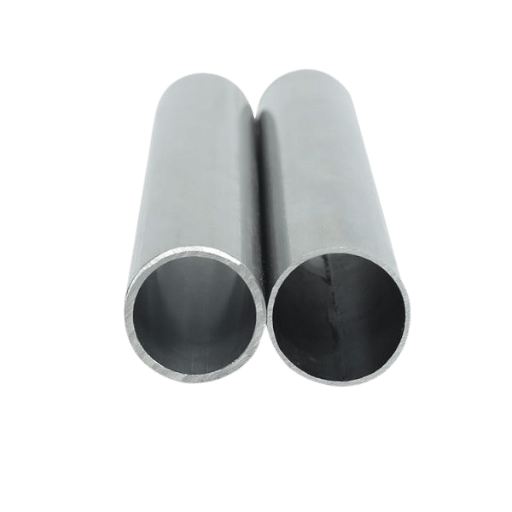
Размеры трубок DOM: OD, стенка и вес

DOM доступен в огромном диапазоне комбинаций внешнего диаметра и толщины стенок. Типичный тираж мельницы охватывает от 3/16″ до 14″ OD (примерно от 1/2″ до 6″ для типичного складского инвентаря) и от 0,028″ до 0,625″ стен. Длины мельниц обычно составляют от 17 до 24 футов в длину, случайный, в отличие от разрезаемых до длины. Круглые трубки DOM (самый распространенный объем производства доминирует в поперечном сечении, хотя квадратные и прямоугольные профили DOM доступны на специализированных мельницах высокой производительности. Для перекрестных диаграмм OD, ID и веса для всех графиков см. стальная труба и размер трубы эталон.
Правило размеров, которое должен понимать любой инженер-конструктор: есть только два одновременных измерения (OD, ID, стена) гарантированы в соответствии с ASTM A513 Тип 5. Если вы указываете OD + стена, ID должен быть выведен и подчиняется допускам обоих. Если вы указываете OD + ID, стену необходимо сделать вывод. Большинство применений гидроцилиндров указывают ID + OD (размер отверстия), в то время как телескопические узлы вызывают как OD, так и ID. Всегда укажите, какие два измерения имеют решающее значение на инженерных чертежах.
| OD (дюймы) | Стена (в) | Идентификатор (в) | Вес (фунт/фут) | Общее использование |
|---|---|---|---|---|
| 1.000 | 0.120 | 0.760 | 1.12 | Малый гидравлический, конструктивный |
| 1.250 | 0.120 | 1.010 | 1.43 | Шасси, втулочный приклад |
| 1.500 | 0.120 | 1.260 | 1.74 | Клетка для крена главный обруч, трубка ×le |
| 1.750 | 0.120 | 1.510 | 2.06 | Минимальный каркас безопасности SFI 25.1 |
| 2.000 | 0.120 | 1.760 | 2.39 | Приводной вал, телескопический узел |
| 2.500 | 0.120 | 2.260 | 3.05 | Ствол гидроцилиндра |
| 3.000 | 0.120 | 2.760 | 3.68 | Сельскохозяйственная гидравлическая, конструкционная колонна |
| 4.000 | 0.120 | 3.760 | 4.97 | Цилиндр большого диаметра, компонент ветряной турбины |
Экономия времени при котировании проекта и структурных расчетах: сталь вес трубы и трубки на фут калькулятор обеспечивает быстрый вес на фут для любой комбинации OD и стен.
1020 против 1026 DOM Steel: какой класс вам нужен?

Какой сорт стали представляет собой трубка DOM?
На рынке DOM 1020 и 1026 есть два основных источника углеродистой стали. Выбор сорта определяется диаметром и толщиной стенки, а также прочностью конечного применения. Оба сорта совместимы с ASTM A513 Type 5, но их химические и механические свойства в результате отличаются заметным образом.
| Свойство | 1020 ДОМ | 1026 ДОМ |
|---|---|---|
| Углерод (% C) | 0.18 – 0.23% | 0.22 – 0.28% |
| Марганец (% Mn) | 0.30 – 0.60% | 0.60 – 0.90% |
| Предел текучести (кси) | 65 фунтов на квадратный дюйм | 75 фунтов на квадратный дюйм |
| Прочность на растяжение (кси) | 75 фунтов на квадратный дюйм | 85 фунтов на квадратный дюйм |
| Типичный диапазон размеров | ОД ≤ 2″, стенка ≤ .125″ | ОД > 2″, стена > .156″ |
| Свариваемость | Е×отлично (низкий С) | Хороший (предварительный нагрев для стен >.250″) |
| Обрабатываемость | Очень хорошо | Хороший |
Для большинства небольших (OD ниже 2″, толщина стенок ниже 0,120″), низкопрочных приложений 1020 DOM будет легко доступен и адекватен для большинства структурных или гидравлических приложений, Когда OD попадает 2″+ или толщина стенок достигает 0,156″, мельницы, как правило, по умолчанию 1026 химический, потому что секция слишком тяжелая для 1020, чтобы полностью затвердеть должным образом.
Учитывая OD=3″ и 0,25″ стенку для гидравлического дровокола, производитель может легко заметить, что 1026 сталь появляется прямо в стальном парке. сравнивая преимущество предела текучести 1026 (75 кси против 65 кси) сравнивается с плоским (около) не слишком плохим-ум, немного более e×задумчивый класс включен, цилиндрическая трубка имеет более тонкий диаметр стенки и меньший вес/цену трубки для того же рабочего давления.
Когда возникают более высокие потребности в прочности, чем стандарт 1020 или 1026, компания ArcelorMittal производит два высокопрочных сорта DOM по названию TuffDOM.
- TuffDOM 520: выход 75 фунтов на квадратный дюйм/растяжение 90 фунтов на квадратный дюйм (дюйм 90 фунтов на квадратный дюйм) является шагом вперед по сравнению с обычным DOM 1026 и сравним с CDS без холоднотянутой сварки для более тяжелых элементов конструкции и гидравлических контуров более высокого давления.
- TuffDOM 620: выход 90 кси/уровень растяжения 100 кси, приближающийся к прочности марок труб из сплава с ценой и доступностью углеродного DOM. Эффективно используется в следующих применениях: элементы конструкции автоспорта, гидравлические цилиндры высокого цикла и критически важные для веса аэрокосмические приложения.
Инженеры, определяющие сертифицированные термически обработанные механические свойства, также должны рассмотреть Технические характеристики труб ASTM A106 класса B, где обсуждаются другие службы давления при повышенной температуре — различное семейство продуктов, но показан диапазон, который следует учитывать, когда циклическое изменение температуры является частью рассмотрения конструкции.
Механические свойства и размерные допуски труб DOM
Холодная вытяжка придает уникальный набор свойств трубки DOM в отличие от ее сырья из ВПВ или холоднотянутых, не требующих сварки (CDS) версий. Решение о том, что она вытянута или отожжена перед использованием, обеспечивает значение механических свойств, применимое, как вы считаете, для конкретного применения. Инженеры, выбирающие DOM в качестве материала с нагрузкой или точностью, должны знать как вытянутые значения, так и допуски, которые гарантирует ASTM A513 Type 5.
| Свойство | Как нарисовано 1020 | Стресс-облегчение Отжённый 1020 | Ас-Драун 1026 |
|---|---|---|---|
| Предел текучести | 65 — — 70 фунтов на квадратный дюйм | 55 — — 60 фунтов на квадратный дюйм | 75 80 фунтов на квадратный дюйм |
| Предел прочности | 75 80 фунтов на квадратный дюйм | 65 — — 70 фунтов на квадратный дюйм | 85 90 фунтов на квадратный дюйм |
| Удлинение (2 дюйма) | 10% мин. | 15% мин. | 10% мин. |
| ОД Толерантность | ±0,002″ ″ ″ 0,005″ | ±0,002″ ″ ″ 0,005″ | ±0,002″ ″ ″ 0,005″ |
| Стеновой Толерантность | ±10% номинального | ±10% номинального | ±10% номинального |
| Отделка поверхности (OD) | 32 北 63 мкин Ra | 32 北 63 мкин Ra | 32 北 63 мкин Ra |
| Концентричность | Почти идеально (контролируется с помощью оправки) | Почти идеально | Почти идеально |
Трубка DOM имеет жесткие допуски на наружном и внутреннем диаметре, а также толщину стенки; обеспечивая e×cellent концентричность и проникновение сварного шва. Этот продукт является высококачественным материалом низкой цены, подходящим для жестких применений.
– менеджер по поставкам в Райерсоне
Преимущество концентричности стоит отметить: плотная концентричность является определяющей характеристикой трубки, вытянутой оправкой, а в эксцентричном цилиндре толщина стенки приводит к неравномерному контакту поршень-расточка, повышенному износу уплотнения и боковой нагрузке на шток. Потенциал эксцентриситета DOM, управляемый оправкой, приводит к изменению толщины стенки в целом менее 5% от номинального в отличие от 10-12,5% для HREW. (Для ствола цилиндра со стенкой 2,500″, то разница составляет 0,025″ в HREW против менее 0,013″ с DOM 0,013″ значительное соображение при выборе стандартов глубины канавки уплотнения и чистовой обработки отверстия)
Инженерные примечания-чертеж Вызов: ASTM 513 Тип 5 четыре вещи e×ist на чертеже Два так все три размерно контролируются (OD, ID, стена) Всегда укажите на инженерном чертеже, какие два из трех являются двумерно контролируются.E×пример: “2.000” OD 0.250″ стена. ID будет получен, ASTM A 513 Тип 5. И ID, и OD функционально важны, если функция телескопического узла вызывает их оба указывают и принимают стену как производную.
Помогите инженерам сравнить взаимозаменяемость:
На график труб и диаграмма толщины стенок, очень удобное сравнение для инженеров, чтобы сослаться, если им нужно посмотреть, как стандартная толщина стенки графика будет сравниваться с желаемой стеной DOM, если они взаимозаменяемы с трубопроводной арматурой для фитингов.
Общие приложения для трубок DOM
Нишевые приложения, которые наиболее надежно определяют DOM по сравнению с другими типами трубок, представляют собой прецизионные приложения, требующие как плотных по размерам, так и структурно прочных материалов. Каждый из следующих подразделов определяет одно такое применение, в котором традиционно DOM чаще всего указывается по сравнению с конкурирующими трубчатыми продуктами.
Гидравлические цилиндры
Стволы гидроцилиндров составляют единственную наибольший объем применения для НКТ DOM, Тесный допуск OD и концентричность позволяют хонинговать отверстие непосредственно, с отсутствием операции предварительного растачивания — отверстие трубки уже находится в пределах 0.005″-0.010″ от размера готового отверстия, по сравнению с HREW, который может потребовать 0.020″-0.030″ удаления запасов.Для цеха большого объема, работающего 50 цилиндров еженедельно, эта экономия времени подготовки отверстия влияет на доступность машины и пропускную способность напрямую.
Поле e×perience показывает, что строители цилиндров диаметром канала ствола 2,5″-5″ последовательно предпочитают трубку DOM 1026 для стабильно более высокого выхода, обеспечивая диапазон рабочего давления от 3000psi до 5000psi без штрафа толщины стенки. это позволяет использовать более дешевую секцию стандартного веса без негативного влияния на срок службы.
Клетки для крена для автоспорта
Спецификации для 1.750″ OD 0.120″ стены как минимальный участок для основного обруча сборки в круге трек клети приложения требуют DOM, а не HREW. Точность стены и допуски на выход, предписанные SFI, обеспечивают уровни сопротивления раздавливания, предсказанные с этими размерами, реализованы в каждой конструкции клетки. трубка с 10-12.5% вариация стены (HREW) может локально недорабатывать номинальный расчет сечения; Допуск DOM ±10% с управляемой оправкой концентричностью ужесточает это окно неопределенности. Для водителей, что не абстрактный показатель качества (см.связанный ресурс) на разница труб и трубок для сравнения с альтернативами CDS, используемыми в более бюджетных гоночных программах.
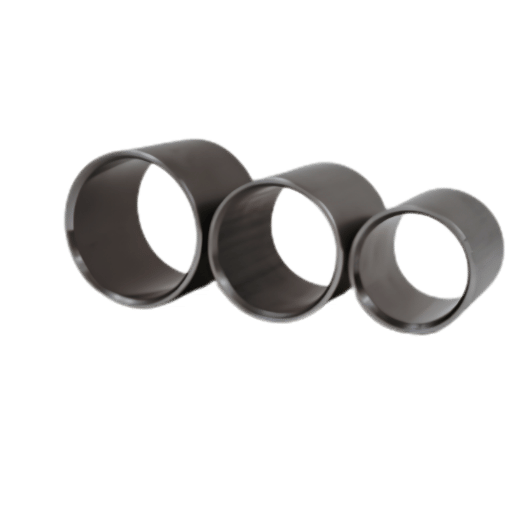
Телескопические сборки и втулки
Стрелы крана, рамы сельскохозяйственного орудия, рычаги передачи конвейера, механизмы регулировки мебели полагаются на OD/ID консистенции DOM для вложенных посадок Операторы сообщают, что внутренняя трубка 2.000 OD легко скользит к внешней трубке 2.2″50″ OD — обе DOM — потому что общий зазор свободен от отклонений и неровностей, присущих другим формам трубок, что позволяет избежать испытаний пробной и ошибочной посадки, типичных для сборки HREW. Отделка поверхности OD 32-63Ra, преобладающая в поперечном сечении 1026 года, сводит к минимуму этапы шлифования в процессе рисования, что делает его полезным во многих приложениях со средним допуском, совместимых с BTF.
Приводные валы и трубки A×le
Постоянная толщина стенки имеет важное значение для балансировки вращательных компонентов. уровни концентричности и эксцентриситета стенки, достижимые с помощью процесса, управляемого оправкой, достаточны для большинства промышленных применений приводного вала без балансировки после установки, при условии, что трубка соответствует пределам прямолинейности ASTM A513 0,030″ носовая часть/футовая ма×мимум; приложения высокой скорости (>3000 об/мин) по-прежнему выигрывают от динамической балансировки, независимо от этого.
Ветроэнергетика и сельскохозяйственная гидравлика
Гидравлические системы шага и рыскания ветряных турбин, подъемные цилиндры сельскохозяйственных сеялок и системы подъема/опускания жатки все чаще определяют DOM по тем же причинам, что и промышленная гидравлика — согласованность канала ствола и способность работать при более высоких уровнях давления в удаленных, не требующих особого обслуживания средах. Диапазон 4″-8″ в поперечном сечении 1026 DOM является обычным явлением в этих приложениях большего диаметра.
DOM против CDS против ERW: сравнение с реальными числами

Является ли трубка DOM прочнее, чем CDS (без холоднотянутой сварки)?
Это, вероятно, будет одним из наиболее задаваемых вопросов в функции DOM трубки, и правдивый ответ: это зависит от того, что вы ссылаетесь, когда вы заявляете “weld-free.” Есть два различных продукта, которые ошибочно были коллективно заклеймены как безсварные DOM, и их различие должно влиять на решения о закупках.
Если не учитывать это различие, вот простое сравнение четырех типов труб, обработанных механической точностью, которые мы чаще всего рассматриваем вместе:
| Свойство | ДОМ (А513 Т5) | CDS/CDW (A519) | HREW/ERW (A513 T1) |
|---|---|---|---|
| Выход (1020/1026) | 65 фунтов на квадратный дюйм (75 фунтов на квадратный дюйм) | 70 87 фунтов на квадратный дюйм | 42 — — 55 фунтов на квадратный дюйм |
| Растяжение (1020/1026) | 75 85 фунтов на квадратный дюйм | 80 95 фунтов на квадратный дюйм | 55 — — 70 фунтов на квадратный дюйм |
| ОД Толерантность | ±0,002″ ″ ″ 0,005″ | ±0,003″ ″ ″ 0,006″ | ±0,010″ ″ ″ 0,015″ |
| Стеновой Толерантность | ±10% | ±10% | ±10 — 12,5% ±10 (12,5%) |
| Концентричность | Е×отлично (оправка) | Хороший (пронзить и вытянуть) | Ярмарка (без оправки) |
| Относительная стоимость | 1,0× (базовый уровень) | 1.4 – 1.6× | 0.7 – 0.8× |
| Шов присутствует? | Да (по удостоверению личности, скрыто) | Нет | Да (видимо на OD & ID) |
| Стандарт управляющих | ASTM A513 Тип 5 | АСТМ А519 | ASTM A513 Тип 1 |
Допуск dom преимущество 0.002-0.005″ Допуск OD при 60-70% стоимости CDS является причиной того, что DOM приводит в движение рынок гидравлических цилиндров и прецизионных конструкционных труб. CDS измеряет немного сильнее (преимущество выхода 5-12 кси в зависимости от размера), но для большинства механически улучшенных приложений предел текучести DOM 65-75 кси превышает то, что необходимо, а разница в стоимости при заказе цилиндра 500-pcure может составлять $8,000-Flizinz в любой степени в зависимости от размера и текущих рыночных цен.
Для применений, где нельзя допускать шов — ядерный, аэрокосмический конструктивный, вращающийся с высоким циклом валы при 10 циклах усталости или более (CDS), в противном случае соотношение допуска DOM к затратам оказывается трудноизбежным. Для приложений, где более жесткий допуск DOM не требуется полный ВПВ направляющая трубы более подробно обсуждается исходный продукт (ASTM A513 Type 1 HREW).
Рекомендации по гибке, сварке и изготовлению

Улучшенные механические свойства DOM в отличие от HREW не предотвращают ошибок при изготовлении. Часто следует следить за несколькими отказами в полевых условиях, которые можно предотвратить, уделяя пристальное внимание трем параметрам: радиусу центральной линии (CLR), соотношению стенок и остаточному напряжению.
Минимальный радиус изгиба
Минимальный CLR составляет 3,5 OD для DOM трубки, а не 3 обычно используется в качестве госпела энтузиастами изготовления. в реальном выражении это важно; минимальный CLR для 2.000″ OD DOM трубки 7.000″ и не 6.000″, как тупая задница 3 цитируется без поддержки строительных лесов. запуск 6″ CLR на 2″ DOM без поддержки и инструмента, предназначенного для 12″ внутренней CLR, приведет к значительному внутридос уплощению и экстрадос утончению стенок, что может быть не видно снаружи, но приведет к значительному риску нагрузки и давления на этом участке.
Для тонкостенных (менее 0,065″) DOM трубок, минимальная CLR должна быть выдвинута 4-5 OD, должна использоваться установка для гибки оправки Для соотношений стенок менее 10% OD (например 2″ 0,120″ толщина стенок = 6% соотношение стенок), сквозная стенка внутренняя оправа оправы во время гибки является настоятельно целесообразным, в любом случае.
19-КРАТНОЕ Общие ошибки изготовления:
- Извращение от слишком тугого CLR (попробуйте 3, а не минимум 3,5)
- Ошибка дрейфа на многогибных узлах из-за неправильного выравнивания инструментов
- Остаток деформации под напряжением холодного волочения при сварке — особенно сложные сварные рамы
- Ориентация шва и управление им во вращающихся приложениях (удерживают шов на нейтральной оси)
Снятие стресса перед сложным изготовлением
Холодная вытяжка - это остаточное сжимающее напряжение при ОД и остаточное растягивающее напряжение при ИД. Для нерегулярной сварки с несколькими соединениями с близким допуском отжиг при снятии напряжений при 1000-1100 F перед окончательным изготовлением сводит к минимуму последующие деформации сварного узла. Обратите внимание, что этот отжиг несколько снижает прочность при вытяжке, поэтому расчетные расчеты должны основываться на прочности после отжига, если отжиг происходит до окончательного изготовления.
“DOM изгибается чище, чем любой ВПВ, который я использовал, но вам все равно нужна оправка для плотных радиусов. стена достаточно последовательна, чтобы ваш штампа стеклоочистителя работала одинаково каждый изгиб (вы не получаете случайное перекручивание, которое вы получаете с HREW, где стена меняется.”.”
полевое сообщество из автоспорта
Сварочный DOM Трубки
1020 и 1026 DOM легко свариваются с процессами сварки MIG, TIG или FCAW с присадочной проволокой ER70S-3 или ER70S-6. для толщины стенок 0,250″ и меньше предварительный нагрев не требуется. Для стенок толщиной более 0,250″ в марке 1026 предварительный нагрев 200-300 F снижает риск растрескивания, связанного с водородом. Послесварная термическая обработка не нужна для конструкционных применений, но может быть указана для применения в сосудах под давлением при высокой температуре или циклических напряжениях, превышающих 10 циклов.
Рынок трубок DOM: 2025 — 2026 цен и доступности
Знание текущей рыночной ситуации для трубок DOM напрямую полезно для стратегии по времени покупок. В 2025-2026 годах объединилось несколько рыночных сил для ограничения предложения и повышения цен.
| Фактор рынка | Точка данных |
|---|---|
| Цена HRC (январь 2025 г.) | $694/тонна |
| Цена HRC (март 2026 г.) | $1,002/тонна |
| Раздел 232 Тарифная ставка (2026 г.) | 50% об импорте стали |
| Изменение объема импорта (YoY) | Вниз 42% |
| изменение цены без контракта DOM (с июля 2025 г.) | +$150/тонна |
| Текущие сроки выполнения | ~6 недель |
| Размер рынка DOM (2026 г.) | 0,615 миллиарда долларов США |
| Проекция рынка DOM | 0,92 миллиарда долларов США (среднесрочный) |
Поскольку цены HRC (горячекатаный рулон) выросли с $694/тонну до $1002/тонну за период примерно в 15 месяцев, то есть, 44% увеличение затраты на исходные материалы для производства DOM-трубок резко возросли. Столкнувшись с тарифами раздела 232 на импорт по 50%, отечественные производители DOM смогли восстановить рост цен с меньшей рыночной конкуренцией, чем это наблюдалось в прошлых циклах.
Менеджер по закупкам должен обратить внимание на то, что 6-недельное время выполнения заказа в два раза превышает 3-недельную норму до 2024 г. Проекты, которым необходимы трубки DOM обычного размера (1″-4″ OD, 0,083″-0,250″ стенка), должны знать о 8-10-недельном времени подготовки к отправке до запуска проекта, когда даже внебиржевые закупки должны проходить через каналы распределения. Большие или более тонкие размеры OD, или класс TuffDOM, все еще нуждаются в заказах, размещенных непосредственно на заводе с 10-14-недельным временем выполнения заказа.
Часто задаваемые вопросы о стальных трубках DOM
Что обозначает DOM в стальных трубах?
DOM означает “Натянутая поверх оправки”. Название описывает процесс ее изготовления: сварная (следовательно, натянутая на оправку) стальная трубка (иногда называемая ‘материнской трубкой’) натягивается на закаленную внутреннюю оправку и через внешнюю матрицу. Оправка ограничивает трубку внутри, чтобы придать форму отверстию; матрица ограничивает трубку снаружи, чтобы придать форму OD. Этот процесс совместного сжатия холодного волочения приводит к более жестким допускам, чем исходная трубка ERW, лучшей отделке поверхности и более высокому пределу текучести, чем исходная трубка ERW. Стандарт ASTM для DOM - A513 Тип 5, последняя редакция A513/A513M-25.
Трубки DOM сварные или без сварки?
И то, и другое, в способе — это одна из самых неправильно понятых ситуаций спецификации DOM. DOM физически начинается как трубка ВПВ (электрическое сопротивление сварки), поэтому она технически сварена. После холодной вытяжки сварной шов визуально невидим на OD и ничем не отличается от основного металла по отделке и внешнему виду. Тем не менее, сварной шов можно увидеть на ID, так что это не ‘сварной’ в строгом металлургическом смысле, хотя некоторые дистрибьюторы называют его свободным от сварки в каталогах. Для приложений, которые требуют действительно бессварной трубы (аэрокосмическая, ядерная, высокоцикловая усталость (HCF) и т. д.), укажите холоднотянутую (обычно ‘C’) или ASTM A519, а не DOM.D.D.DOM.D.D.
Можно ли использовать трубки DOM для гидравлических цилиндров?
Конечно да — гидравлические цилиндры являются наиболее распространенным применением DOM-трубок. тугой допуск по ID, концентричность и общая округлость, придаваемые внутренней оправкой, являются другими преимуществами при обработке канавок уплотнения и хонинговании отверстия по размеру: минимальный эксцентриситет стенки приводит к меньшей боковой нагрузке и меньшему износу колец уплотнения поршня. 1020 и 1026 встречаются, причем 1026 предпочтительны для больших отверстий (>4″) и более высоких давлений (~3000-5000 фунтов на квадратный дюйм).
В чем разница между трубками DOM и CDW?
DOM (вытянутая на оправке) и CDW (сварная холоднотянутая сварка) - это одно и то же (оба относятся к сварной трубке, которая затем была вытянута холодным способом на оправке. Два термина взаимозаменяемы. Если дистрибьютор говорит: ‘CDW”, подтвердите, имеет ли он в виду фактический процесс сварки (эквивалент DOM) или металл, не требующий холоднотянутой сварки, в соответствии со спецификациями ASTM A519 (например, CDS) для целей применения.
Какая толщина стенок имеет трубку DOM?
ДОМ может быть получен в толщине стенок от 0,028″-0,625″. запас во многих центрах обслуживания стали охватывает диапазон от 0,049″-0,375″. Очень тонкие (менее 0,065″) и толстые (более 0,375″) стенки могут потребовать закупки мельницы, а не остановки партии распределения.АСТМ А513 Допуск стенок типа 5 составляет 10% от номинального так 0,120″ номинальная стенка гарантированно составляет 0,108″-0,132″
Где можно купить стальные трубы DOM в небольших количествах?
DOM в небольших количествах (1-4 штуки или менее 100 фунтов) можно приобрести у интернет-поставщиков металлов и региональных центров обслуживания стали с услугой ”отрезать до длины”. Источники небольшого количества и дистрибьюторы сортов ”отрезать до длины” включают Metals Depot, OnlineMetals и TW Metals. Большинство источников малого количества ориентированы на стандартные размеры в диапазоне OD от 1” до 3” и от 0,085 до 0,250”. Настенные размеры - самые простые для получения разреза по длине; большинство нестандартных размеров требуют минимального объема заказа в одну полную длину (17-20 футов) или одну связку.
Нужна трубка DOM для точного применения?
Источник текущих цен и наличия трубок ASTM A513 Type 5 DOM стандартных и индивидуальных размеров.
Об этом анализе
Этот документ был подготовлен с использованием механических свойств из таблиц данных о продукции ArcelorMittal DOM, информации о размерах и допусках из ASTM A513/A513M-25, а также рыночных цен из общедоступных отчетов об индексах HRC. Показанные диапазоны механических свойств являются репрезентативными для сертификации мельниц по стандартным размерам, и будут предоставлены сертифицированные отчеты об испытаниях (MTR) для фактически отгруженной продукции, с которыми следует ознакомиться при конкретном использовании конструкции.
Типичные мультипликаторы относительных затрат (DOM 1.0, CDS 1.4-1.6, HREW 0.7-0.8) основаны на ценах дистрибьюторов по состоянию на 1 квартал 2026 года и будут колебаться в зависимости от рыночных условий. Рекомендации по изготовлению (минимум CLR, необходим предварительный нагрев) основаны на общепринятых отраслевых нормах и должны быть подтверждены конкретно для данной сертификации материалов и регулируют сварочный/структурный кодекс, в зависимости от обстоятельств.
Обозначения сторонних продуктов (TuffDOM 520, TuffDOM 620) являются товарными знаками, принадлежащими ArcelorMittal. Никакого спонсорства или одобрения не подразумевается.
Ссылки и источники
- Институт стальных трубок — механическая трубка, натянутая на оправку: steeltubeinstitute.org/механические трубки/натянутые за оправку/
- ASTM International — ASTM A513/A513M-25, Стандартная спецификация для механических труб из электростойкого и сварного углерода и легированной стали: astm.org/a0513_a0513m-25.html
- Технические описания продуктов ArcelorMittal USA — DOM и TuffDOM: сша.arcelormittal.com
- Райерсон Металл Рынок Интеллект — Дамон Браун, менеджер цепочки поставок (цитата специалиста: Концентричность DOM и качество сварки)
Связанные статьи
- Электростойкость сваренная труба — описание продукта и спецификации
- Труба холоднотянутая без сварки (CDS) по сравнению с трубой DOM — Рекомендуемое использование каждой из них
- Сравнение стандартов, допусков и использования труб и труб
- Полное расписание труб и диаграмма толщины стенок
- Встроенное руководство по трубам из сплава ERW для ASTM A513 и A13575
Отзыв от инженерной команды Baling Steel. Последнее обновление: апрель 2026 г

