


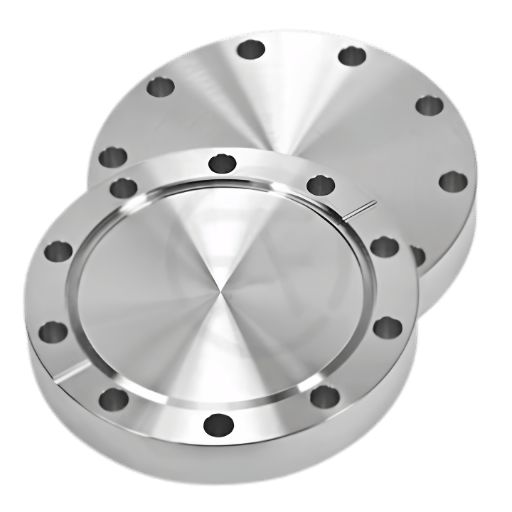
A carbon steel blind flange is a solid forged disc used to shut the end of a pipe, isolating flow as totally, and providing the piping team with a bolt-on closure they can easily pop off without having to cut. Whatever you need a dead-leg end, equipment isolated for servicing, or future tie-in capped, the blind flange specification will keep things tight and avoid leaks, burst pressure, and rework.
Quick Specs: Carbon Steel Blind Flange
| Primary Standard | ASME B16.5 (NPS 1/2–24); B16.47 (NPS 26–60) |
| Material Grades | ASTM A105 (ambient), A350 LF2 (low-temp), A694 F52 (high-yield) |
| Pressure Classes | 150, 300, 400, 600, 900, 1500, 2500 |
| Face Types | Raised Face (RF), Flat Face (FF), Ring Type Joint (RTJ) |
| Size Range | NPS 1/2″ to NPS 24″ (B16.5); up to NPS 60″ (B16.47) |
What Is a Carbon Steel Blind Flange and Where Is It Used?

Blind Flange It is a round solid piece of Steel with no bore is used to close off the end of a pipe or vessel, and is used to stop all flow from the pipe or vessel. Unlike a pipe cap which is welded on, the blind flange cannot be welded on, so it is bolted onto a mating flange so that it can be removed and installed by a maintenance team without having to cut the pipeline. This makes it the preferred choice when a future valve addition or line modification is planned.
Carbon steel- (preferably ASTM A105 flanges for general piping). Is the default material of choice for blind flanges in general industrial piping networks. It is mainly attributed to good mechanical properties, ease of welding and overall affordability.
The material specification ASTM A105/A105M- 23 describes it as follows;
Below are the five industrial piping sectors that steel blind flanges are used in:
- Oil and gas pipelines -turnaround of sections of gathering lines, transmission mains, and process piping by isolating them.
- Petrochemicals and refinery – sealing of reactor vessels and heat exchanger nozzles for shutdown maintenance.
- Water treatment and municipal – placing a cap on the future expansion points on the distribution headers
- Pressure testing- closing pipe ends in hydrostatic, or pneumatich integrity testing
- Power generation – to terminate the steam, gas and condensate lines at the dead-leg position.
Forged Carbon Steel Grades: ASTM A105 vs A350 LF2 vs A694 F52

The first consideration when selecting the appropriate material grade for your carbon steel blind flange is operating temperature. A105, while accommodating most ambient temperature applications, is not suitable for low temperature or sour-service conditions.
| Property | ASTM A105 | ASTM A350 LF2 | ASTM A694 F52 |
|---|---|---|---|
| Service | Ambient / elevated temp | Low temperature | High yield / sour service |
| Min. Temperature | -29°C (-20°F) | -46°C (-50°F) | Per project spec |
| Min. Yield Strength | 250 MPa (36 ksi) | 250 MPa (36 ksi) | 360 MPa (52 ksi) |
| Min. Tensile Strength | 485 MPa (70 ksi) | 485 MPa (70 ksi) | 455 MPa (66 ksi) |
| Impact Test Required? | No (unless ≥ Class 400) | Yes (Charpy V-notch) | Yes |
| Max Forging Weight | 4,540 kg (10,000 lb) | 4,540 kg | Per API 6A |
| Typical Application | General industrial piping | LNG, cryogenic, cold-climate pipelines | Subsea, high-pressure wellhead |
What Is the Difference Between A105 and A350 LF2 Blind Flanges?
For carbon steel flanges the key difference is minimum service temperature. A105 has a service temperature of -29 C (-20 F) and falls into the no impact testing zone for most pressure classes. A350 LF2 extends that floor down to -46 C (-50 F) and requires Charpy V-notch testing to demonstrate that it will not fracture under sudden loading at that temperature.
In the real world this means that A350 LF2 flanges will typically cost 15-30% more to purchase than an equivalent A105 flange due solely to the design testing. Additionally tightened chemistry controls apply to the A350 LF2 as well. If your pipeline is to be operated above -29 C it is more economical to specify A105.
If operating colder than -29 C you need to specify something other than LF2 (or LF 3 for even colder service), or risk brittle fracture.
📐 Engineering Note
ASME B16.5 combine A105 and A350 LF2 into Material Group 1.1 for pressure-temperature ratings. They have identical P-T data. It is solely low-temperature toughness that varies, choosing LF2 will not alter an allowable working pressure at a specified temperature.
Carbon Steel Blind Flange Dimensions and Weight Chart (ASME B16.5)
Dimension reference is tabulated for asme B16.5 Class 150 blind flanges up to NPS 1/2″ through 24″.(Data in mm. Wt in kg.)
| NPS | OD (mm) | Thickness (mm) | Bolt Circle (mm) | No. Bolts | Bolt Size | Weight (kg) |
|---|---|---|---|---|---|---|
| 1/2″ | 90 | 9.6 | 60.3 | 4 | 1/2″ | 0.9 |
| 1″ | 110 | 12.7 | 79.4 | 4 | 1/2″ | 0.9 |
| 2″ | 150 | 17.5 | 120.7 | 4 | 5/8″ | 2.3 |
| 3″ | 190 | 22.3 | 152.4 | 4 | 5/8″ | 4.1 |
| 4″ | 230 | 22.3 | 190.5 | 8 | 5/8″ | 7.7 |
| 6″ | 280 | 23.9 | 241.3 | 8 | 3/4″ | 11.8 |
| 8″ | 345 | 27.0 | 298.5 | 8 | 3/4″ | 20.5 |
| 10″ | 405 | 28.6 | 362.0 | 12 | 7/8″ | 32.0 |
| 12″ | 485 | 30.2 | 431.8 | 12 | 7/8″ | 50.0 |
| 16″ | 595 | 35.0 | 539.8 | 16 | 1″ | 82.0 |
| 20″ | 700 | 41.3 | 635.0 | 20 | 1-1/8″ | 130.0 |
| 24″ | 815 | 46.1 | 749.3 | 20 | 1-1/4″ | 196.0 |
From ASME B16.5 via HardHat Engineer. For dimensions of Class 300, 600, 900, 1500 and 2500, see the complete ASME B16.5 table. Class 300, 600, 900, 1500, 2500 ASME B16.5 tolerances, see section 6.
“When inspecting dimensions on any blind flange take note of four dimensions: OD, Bolt Circle, Bolt Hole Alignment, and Flange Thickness. A flange that passes OD but fails Thickness is concealing a potential pressure rupture.”
— Varun Patel, B.E. Mechanical / PMP, HardHat Engineer (19+ years in oil & gas piping)
Pressure-Temperature Ratings: How to Select the Right Class
A “Class 150” blind flange is not able to withstand 150 psi at every temperature. The real maximum allowable operating pressure declines with increasing temperature – known as de-rating, and originally confused many procurement departments signing off by class number only without reference to the P-T curve.
What Is the Maximum Pressure for a Class 150 Carbon Steel Blind Flange?
At normal temperature (-29C to 38C), a carbon steel class 150 blind flange in ASME B16.5 material Group 1.1 (A105 or A350 LF2) is rated to 19.6 bar (285 psi). At 300C that maximum drops to 10.2 bar (148 psi), a de-rate of 48%. At 538 C it has fallen to just 1.4 bar (20 psi).
| Temp (°C) | Class 150 (bar) | Class 300 (bar) | Class 600 (bar) |
|---|---|---|---|
| -29 to 38 | 19.6 | 51.1 | 102.1 |
| 100 | 17.7 | 46.6 | 93.2 |
| 200 | 13.8 | 43.8 | 87.6 |
| 300 | 10.2 | 39.8 | 79.6 |
| 400 | 6.5 | 34.7 | 69.4 |
| 538 | 1.4 | 5.9 | 11.8 |
Source: Engineering Tool Box – ASME B16.5 Group 1.1 (ASTM A105 / A350 LF2). Values in bar; multiply by 14.5 for approximate psi.
📐 Engineering Note
This de-rate occurs because of loss of yield strength of carbon steel at elevated temperature – where the crystal lattice permits greater dislocation movement due to rising thermal energy. At 538 C A105 sustains only approximately 7% of its ambient-temperature pressure capability. Always check the pressure ratings curve for your specific pipe size and operating condition rather than presume a class number. Higher pressure classes (300, 600, 900) retain more capacity at elevated temperatures but also require heavier bolt holes patterns and thicker flanges.
Raised Face vs Flat Face vs Ring Type Joint: Choosing the Right Face

The face type of a blind flange affect which gasket it accommodates and how the gasket seal takes shape under bolt axial load. Using the wrong face type with a blind flange can reliably result in gasket blowout- a pain diagnosis among flange installation “top ten” lists cataloged by Klinger International technical guide for piping engineers.
| Feature | Raised Face (RF) | Flat Face (FF) | Ring Type Joint (RTJ) |
|---|---|---|---|
| Surface Finish | 125–250 μin (3.2–6.3 μm) | 250–500 μin | Machined groove |
| Gasket Type | Spiral wound, compressed sheet | Full-face elastomeric | Metal ring gasket (oval/octagonal) |
| Typical Classes | 150 through 2500 | 150 and 300 | 600 through 2500 |
| Common Application | General industrial, oil & gas | Cast iron mating flanges | High-pressure / critical service |
Never bolt a faced blind to a flat face sealing flange without machining the blind face to flat prior to assembly. The RF lip causes a bending moment on the face that will crack cast iron bodies or otherwise place the gasket face under excessive pressure and the gasket that contacts it. A secure seal depends on matching face types to prevent leaks at the joint.
Blind Flange vs Spectacle Blind vs Pipe Cap: When to Use Each
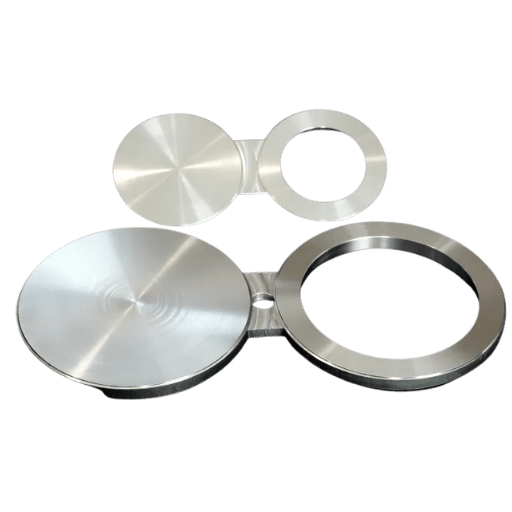
Three distinct types of closure device serve three different operational needs. Using an inappropriate closure device induces excess cost (over-specification) of in-service unsuitability for future maintenance.
| Feature | Blind Flange | Spectacle Blind | Pipe Cap |
|---|---|---|---|
| Standard | ASME B16.5 | ASME B16.48 | ASME B16.9 |
| Removable? | Yes — unbolt to access | Yes — rotate figure-8 plate | No — welded on permanently |
| Visual Status | Not visible externally | Handle tab shows open/closed | N/A (permanent) |
| Best For | Dead-ends, future tie-ins, test caps | Frequent isolation during maintenance | Permanent dead-end, small bore |
Field operators of chemical plants distinguish spectacle blind service at-a-glance with a T-shaped handle tab protruding from the flange pair- if the blind is in lineward position with the line closed, the handle has a solid tab; if the blind is shimmed open with the line in service, the handle has a perforated tab. This visual indication is invaluable during turnarounds with dozens of line sections being simultaneously in service..
Bolt Pattern, Gasket Selection, and Installation Practices
Good bolt-up is when engineering specification meets field execution. On paper the specifications call out correct blind flange that when bolted up should not leak. In the field though, when the bolts are not torqued to the same spec or gasket position misaligned then your flange will leak. Based on the speaking of piping engineers in the forums on Eng Tips, the most recommendable method is “star pattern” with 3 fast passes: 30%, 60%, 100% of the final value.
Class 150 blind flanges sizes NPS 1/2″ to NPS 6″ will have 4-8 bolts of 1/2″ to 3/4″. Sizes over NPS 8″ count will scale to 8-20 bolts of 3/4″ to 1-1/4″ diameter. Please check the above “ASME B16.5 dimensions” table for exact bolt quantity per size or BCD diameter.
- Ensure the flange faces are free from contamination, flat, and without radial scratches greater than the gasket will be able to seal.
- File the gasket on the bolt circle – excess protrusion into the bore will inhibit flow when the blind is later removed.
- Bolt in star fashion – in 3 passes: 30% 60% 100% torque
- Use the anti-seize compound on the bolt thread per the table of torque where the friction factor is based on (this example where K = 0.20 for a lubricated steel bolt).
- Never re-use gaskets. The compression set means they will no longer re-seal.
- Ensure the bolt length is correct for this flange type. For flange connections, stud bolts should extend 1-3 threads beyond the nut after final torque has been tightened.
Consult both ANSI and DIN standards if you want to install a bolt-up flange to support both. Different standards will have different hole spacing, face finish, and gasket dimensions. Confirm both members are the same standard before installing.
How to Verify Quality: Mill Certificates, Standards, and Ordering

This exact situation was highlighted on the forum on Reddit “r/MechanicalEngineering” when an 8″ class 150 flange in ANSI standard was thrown out by QC due to the thickness of the flange being 1-2mm out of spec with B16.5 for a defect that would have compromised the pressure capacity below rated class.
On receipt of carbon steel blind flanges – ensure you check on the following fields of the Mill Test Report (MTR / EN 10204 3.1 cert):
- Head number – shall be traceable to the exact batch; should match the string of numbers and letter on flange body
- Element composition – carbon 0.35%, manganese 0.60-1.05%, silicon 0.10-0.35% according to ASTM A105
- Mechanical properties – yield 250 MPa, tensile 485 MPa, elongation 22%, hardness 197 HBW
- Preheat treatment condition: normalised or quenched and tempered if Class 400 or size greater than NPS 4 for Class 300
- Standard reference: “ASTM A105 / A105M-23” (or is equivalent)
- Dimensional checks: measure OD, thickness and bolt circle at a minimum and compare to ASME B16.5 tables
When ordering your purchase order specify the following: material grade + pressure class + face type + standard edition. For example; “Blind flange ASTM A105, Class 150, RF,per ASME B16.5-2025, NPS 6”. This takes any guesswork out of drafting and provides your QC team with your baseline acceptance criteria. Ask the manufacturer what the lead time for delivery will be in advance – most producers ship standard A105 blind flanges in stock materials within 1-3 weeks depending on size, whereas A350 LF2 could take between 4-8 weeks if that material is not already in stock. Repeat customer orders from established suppliers may have shorter lead times and customer pricing pre-agreed.
Carbon Steel Flange Market and Procurement Outlook
The worldwide flanges market was estimated at approximatly USD 5.83 billion in 2025, and is forecasted to reach USD 8.6 billion by 2033, growing at an annual CAGR of nearly 5.4%. Capital investments in oil & gas infrastructure (namely pipeline developments in the Middle East, South-East Asia & North America) are continuing to sustain demand for carbon steel flanges through 2026 and into 2027.
A recent change to the ASME standards: The B16.5-2025 edition was introduced on the 30th of May 2025, replacing the 2020 product version. The most notable revisions include enhanced material specifications and betterized sealing reliability. For your purchasing team, placing an order in 2026, indicating “per ASME B16.5-2025” should guide the manufacturer’s manufacturing and inspection process.
A snapshot of search volumes for “carbon steel blind flange” reveals a seasonal trend that builds from Q2 through to Q3 2025, providing insights for anticipated ordering rounds that could potentially be timed to coincide with scheduled industrial maintenance windows in late 2026. Place your order at least 4-6 weeks before this window to prevent lead time challenges. Confirm freight terms and shipment tracking with your supplier, and verify that the manufacturer offers warranty coverage against material defects — reputable producers with strong customer service will provide this as standard.
Frequently Asked Questions About Carbon Steel Blind Flanges
Q: What is a carbon steel flange?
View Answer
Q: What materials are blind flanges made of?
View Answer
Q: Do blind flanges need gaskets?
View Answer
Q: What is the ASME Code for spectacle blind flanges?
View Answer
Q: What is the difference between blind flanges and normal flanges?
View Answer
Q: When should I not use a blind flange?
View Answer
Need Carbon Steel Blind Flanges for Your Project?
Custom A105, A350 LF2 and many other types of blind flanges are supplied by Baling Steel in class 150 to 2500, NPS 1/2″” to 60″”. Certificates of test are sent along with each order.
About This Guide
This reference to carbon steel blind flanges has been prepared using the ASTM A105/A105M-23 specification data, ASME B16.5 dimension and rating tables and field practice is by piping engineers. Baling Steel manufacturer and supplies forged carbon steel flange’s and pipe fittings to oil and gas industry, petrochemical industry and public infrastructure building. Data and ratings must be checked using the current 2025 edition of the ASME B16.5-asppecific project data.
References & Sources
- ASTM A105/A105M-23 standard specification for carbon steel forgings for piping applications – ASTM International
- ASME B16.5, Pipe Flanges and Flanged Fittings NPS 1/2 to NPS 24 – ASME
- Carbon Steel Flanges – Group 1.1 Pressure and Temperature Ratings – Engineering ToolBox
- Blind Flange Dimensions – Class 150 to Class 2500 – HardHat Engineer
- ASTM A105 Flange Material Specification – Wermac.org (Explore the World of Piping)
- Connecting Flanges: 10 Common Mistakes and How to Avoid Them – Klinger International
- Flanges Market Size & Share, Growth Forecasts 2026-2035 – Research Nester
Related Articles
- The complete guide to Blind Flanges – Types, Standards and Application overview
- Weld Neck Flange, Types, Standards and Selection – When to Select a bored flange over a blind
- Slip on Flanges, When and How to Use Them – Compare with blind and weld neck flanges
- Socket Weld Connections, Understanding the small-bore piping joint method
- Stud Bolt Sizing and Material Information – Bolt selection guide for flange joints
Reviewed by Baling Steel engineering team. As Of April 2026.

