


Сварка нержавеющей трубы другой ментальный подход, чем работа с углеродистой сталью, Тот самый хром, который позволяет нержавеющей выдерживать коррозию, является вредным, когда тепло применяется к ней ♪ и все сварные швы являются заранее определенной дозировкой его. будь то через используемые процессы сварки, выбор присадочного металла, методы продувки или испытания стандартов, вот что делает сварное соединение трубы нержавеющей стали коррозионностойким, а не преждевременно вышел из строя.
Быстрые характеристики
| Первичный процесс | GTAW (TIG) для корневого прохода; GMAW/FCAW для наполнения и крышки |
| Экранирующий газ | 100% Аргон (TIG); Ar + <5% CO2 смеси (MIG) |
| Оценка наполнителя | ER³08L (304 база), ER316L (316 база), ER309L (разнородная) |
| Продувка спины Газ | 99.99% Argon い целевой показатель <25 ppm O2 (пищевого качества) |
| Ключевые стандарты | АСТМ А312/А312М-22, раздел IX ASME, AWS D18.1:2020 |
| Ма× Тепловой Вход | <1,5 кДж/мм для аустенитных марок |
| Интерпас Темп | ≤350°F (177°С) согласно рекомендациям ASME |
Почему сварка труб из нержавеющей стали отличается от сварки из углеродистой стали
Углеродистая сталь прощает плохой контроль тепла Нержавеющая сталь не. Есть три металлургических аспекта, которые делают сварку нержавеющей трубы совершенно новым процессом:
Чувствительность к хрому Нержавеющая сталь имеет 10.5% или более хрома в нем (по весу), Это наносит оксид хрома (Cr0) защитный слой на поверхностипричина, что это “stainless”.
Сварка ‘сломает’ этот защитный слой и, если ее не выполнить должным образом, останавливает его реформирование.
Сенсибилизация. длительное воздействие выше 950F (500C) и 1500F (800C) температуры позволяет углероду сплавляться с хромом, что приводит к образованию карбидов хрома вдоль границ зерен. Это “wastes” хрома, так что оксид хрома не развивается (англ.) другая форма коррозии, называемая сенсибилизацией.
Условия могут привести к утечкам в скважине за считанные месяцы.
Теплопроводность. один класс стали, которая на 30% беднее углеродистой стали при проведении тепла, - это аустенитные нержавеющие стали. Они обрабатывают способность концентрировать тепло до центральной линии, а не расширяться в сторону от нее.
Влияние на деформацию усугубляется и требует от сварщиков наилучшего мастерства и температуры ‘мертвого’ межпрохода, пока не будет понято знание различий. Ни то, ни другое не является предпочтительным, оба должны быть способны выполнять коррозионностойкие сварные швы на любом типе труб.
TIG против MIG против гриппа×сердцевина: выбор правильного процесса сварки нержавеющей трубы

Процесс сварки влияет на качество соединения, производительность и, в конечном итоге, стоимость. TIG сварка трубы из нержавеющей стали с помощью газовой вольфрамовой дуговой сварки (GTAW) по-прежнему имеет решающее значение для корневых проходов; однако измененные процессы MIG начинают нарушать баланс наполнения и проходов крышки и в некоторых случаях для корневых проходов.
| Параметр | ГТАУ (ТИГ) | GMAW-RMD (мод. короткое замыкание) | FCAW (Flux-Core) |
|---|---|---|---|
| Скорость путешествия | 3 — ipm | 6 — 12 мкм. | 8 — 15 мкм |
| Требуется чистка спины? | Да (всегда) | Иногда устранимо (только аустенитно) | Нет (поток поглощает углерод) |
| Экранирующий газ | 100% Аргон | Ar + <5% CO2 или Tri-Mix | 75% Ar/25% CO2 |
| Уровень навыков | Хай (недели тренировок) | Умеренный (дни обучения) | Умеренный |
| Лучшее приложение | Высокочистый, санитарный, ≤6″ диам. | Конструктивные, нефтегазовые, ≥8″ диам. | Полевой ремонт, некритический |
Структура принятия решений по выбору процесса
- ТПП-Санитарная/пищевая-то-3а труба Т I Г только (автогенный квадратный стыковой сварной шов для стенки< 1/8″, присадочный металл для более тяжелых)
- Структурный/промышленный корень SCH 40 TIG + импульсный наполнитель и крышка MIG или FCAW (хороший баланс производительности)
- Но...строка большого диаметра (>8″) некритический корень RMD (может быть, даже очистить без продувки) + импульсный MIG наполнитель.
- Тонкостенные трубки, 0,4″Втгт,≤0,065″ TIG, высокочастотный импульс (250-400 pps для ускорения 35%)
- Несходный SS к CS сустава TIG с использованием наполнителя ER309L (важен контроль разбавления)
Как лучше всего сваривать трубы из нержавеющей стали?
Это действительно сводится к применению При обращении фармацевтических и пищевых трубопроводов, которые должны соответствовать спецификациям AWS D18.1:2020, TIG сварка с полной обратной продувкой аргоном является единственным подходом Однако, при работе со структурными и масляно-газовыми трубопроводами, гибридный процесс корня TIG с импульсным MIG или заполнением и крышкой с порошковым сердечником предлагает идеальное сочетание качества и производительности.
Это удаляет горячий проход в TIG и с ВПВ труба и большего диаметра, он может сократить время сварки на 40-60%.
Наполнитель Металл Выбор — ER308L, ER316L, и правило “L” Grade
Самое вредное, что вы можете сделать с коррозионной стойкостью нержавеющей сварной насадки - это использовать неправильный наполнитель. Условия установки и сварки не являются критическими по сравнению с химией присадочного металла. Правильный химический состав наполнителя для нержавеющей стали - это химический состав основного металла, который в большинстве случаев содержит меньше углерода, чем наполнитель.
| Базовый металл | Наполнитель Металл (TIG/MIG) | Спец. AWS | Макс Углерод % |
|---|---|---|---|
| 304 /304Л | ЭР308Л | АВС А5.9 | 0.03% |
| 316 /316Л | ЭР316Л | АВС А5.9 | 0.03% |
| 321 (Ти-стабилизированный) | ЭР347 | АВС А5.9 | 0.08% |
| 304 к Углеродистой стали | ЭР309Л | АВС А5.9 | 0.03% |
Но как насчет “L”?
Его можно читать как “low carbon” который представляет собой диапазон до 0,03% тогда как стандартный ER308 содержит 0,08%. концепция важна: слишком много углерода может присутствовать в сварочной ванне, где он соединяется с хромом для получения карбидов хрома, которые приводят непосредственно к неудовлетворительной коррозионной стойкости.
Если вы сварите 304L основного металла с обычным наполнителем 308 вы действительно увеличите уровень углерода в соединении и потенциально увеличите риск коррозии. в приложениях высокой чистоты (>99%), таких как продукты питания, напитки и фармацевтические препараты, это низкое содержание углерода абсолютно необходимо для коррозионной стойкости.
— Техническое общество сварщиков MillerWelds
📐 Инженерная записка
Помимо контроля содержания углерода, в нескольких металлах-наполнителях с низким уровнем могут быть выбраны паразитные элементы (бродячие элементы) — сурьма, мышьяк, фосфор и сера. согласно спецификации AWS A5.9, эти остатки сырья-наполнителя могут привести к тому, что широкая коррозия будет очень высокой, хотя содержание углерода находится в спецификациях. для дальнейшей текучести и высоких скоростей движения в ER309LSi был добавлен дополнительный кремний.
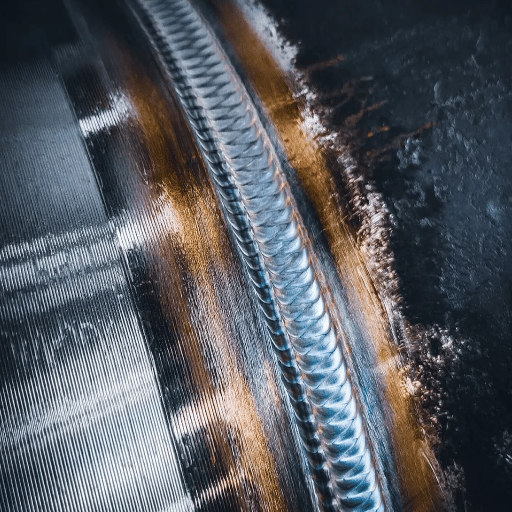
Прочистка спины — шаг, отделяющий хорошие сварные швы от отказов

Если вы свариваете нержавеющую трубу без экранирования внутренней поверхности, кислород соединяется с расплавленным корнем и создает тяжелую оксидную окалину, грубый черный обесцвечивать сварщики, называемые “sugaring.” Сахарные корни косметически неприемлемы, но также представляют потерю хрома, что делает соединение точкой начала коррозии Правильная продувка назад газа аргона адресует это it предотвращает окисление, выталкивая кислород до удара дуги.
Никогда не используйте 75/25 Ar/CO в качестве продувочного газа. согласно опыту отрасли, практика использования газа, содержащего CO, для продувки вызвала больше проблем, чем отсутствие продувки при полном использовании. Диоксид углерода разложится, ускоряя попадание углерода в корень и активно сенсибилизируя сварной шов внутри.
Тест на трехзоновую чистку (повторяется перед ударом)
Перед зажиганием убедитесь, что качество продувки хорошее, проверив три положения трубы:
- Зона 1 — Сварное соединение): (сварное соединение): Зона 1 (сварное соединение) Используют анализатор О2 при раскрытии стыка, Показания цели зависят от применения:
- Farmacêutico: < 10 ppm O (согласно AWS D18.1:2020)
- Пищевой/санитарный: <25 ppm O2
- Generelle Industri kan: < 500 ppm O (noen verksteder tar imot < 1 000 ppm)
- Зона 2 — расположение средней трубы (местоположение запруды): проверьте чистоту уплотнения продувочной заслонки. Включение окружающего воздуха приведет к загрязнению зоны продувки.
- Зона 3- Дальний конец (выходное отверстие): Подтверждено, что газ выходит на дальнем конце. Если потока нет, продувка не стекает в зону сварки - вы свариваете мертвую атмосферу.
На трубе большого диаметра (16″) реальные практические устройства продувки могут иметь существенное влияние Опытный сварщик труб предложил бы впрыск продувочного газа на самом коротком конце, вентиляция вверху, на дальней стороне, с потоком газа 20 (30 CFH) Вычислить трубку внутренний объем для определения времени продувки 5 изменений объема является -6 эмпирическое правило перед проверкой уровней.
Подача тепла, сенсибилизация и сохранение коррозионной стойкости

Все сварные швы нержавеющих труб являются гонкой против сенсибилизации, Поскольку ЗТВ остается между 950F & 1,500F (50-800C), чем больше карбидов хрома образуется - и чем больше соединение ухудшает коррозионную стойкость Управление тепловложением не является вариантом работы, это ваш основной инженерный параметр, чтобы предотвратить отказ в эксплуатации.
📐 Инженерное примечание — Расчет входного теплового сигнала
Вход тепла (кДж/мм) = (Вамп 60)/(Скорость движения мм/мин 1000)
Пример: 12 В 120А 60 /(150 мм/мин 1000) = 0,576 кДж/мм
Цель: <1,5 кДж/мм для аустенитных марок. Для лучшей производительности ниже лучше — — современные инверторы TIG с высокочастотными импульсами (250-400 pps) могут работать с более низкой средней температурой и уменьшенной теплоемкостью, при этом обеспечивая превосходное проникновение сварного шва, повышая скорость движения на целых 35%.
Как смягчить сенсибилизацию через практику Во-первых, выберите низкоуглеродные (“L” сорт) присадочные металлы и недрагоценные металлы, чтобы лишить углеродного сырья реакции карбида хрома. Во-вторых, ограничить температуру межпроходного периода — никогда не превышать максимум, указанный на вашем WPS; для аустенитных марок это обычно 350F (177C).В-третьих, использовать стабилизированные марки, такие как 321 (титан) или 347 (ниобий).Когда легирующие элементы соединяются с углеродом, образуя стабильные соединения, хром остается свободным для образования защитных карбидов. имейте в виду, однако, что стабилизаторы могут поставить под угрозу ударную вязкость и прочность, что делает их неподходящими для определенных проектов.
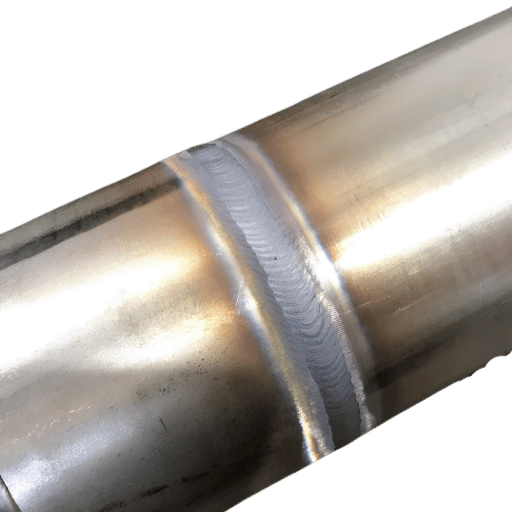
Root Pass, Hot Pass, Fill и Cap — разбивка по позициям

Многопроходная сварка труб происходит в систематическом порядке Каждый проход имеет определенную функцию, и должен контролироваться различными способами.
Корень (GTAW).Начальный проход является наиболее важным (это обеспечивает полное проникновение сварного шва и основную цепь соединения. используйте наименьшую силу тока, которая приведет к сплавлению и накоплению борта (см. ниже); многие сварщики сообщают о 35-45 амперах на тонкостенной трубе Списка 10 без пульса, 6-секундном спуске и 5-8-секундном ударе газа вне потока. Скорость движения должна быть равномерной, сохраняя сварную лужу узкой и контролируемой. На этом критическом проходе самая распространенная ошибка - прогорание. Прогон создает неконтролируемый корень, затем толстое избыточное здание сверху ухудшает санитарные ограничения потока.
Горячий (или “warm”) проход Сразу вслед за корнем этот проход разглаживает и штампует профиль корня, при этом выжигая любые шлаковые включения Используйте коэффициент силы тока А или В над корнем; путешествуйте быстрее корня Некоторые свиноводы пропускают горячий проход, когда не переключаются с TIG на RMD который выращивает более чистый профиль корня, поэтому меньше шлака, чтобы выгореть.
Заполнение и колпачок проходит там, где сварка делается для наращивания соединения до необходимой толщины горловины. Провода MIG с порошковым или импульсным сердечником часто используются на конструкционной нержавеющей стали, используя тот же защитный газ и проволоку, что и в корне, чтобы сократить время простоя; бусины стрингера вместо плетения минимизируют подачу тепла. Каждый проход должен остыть ниже предела температуры между проходами, прежде чем будет установлен следующий.
Лучше ли варить нержавеющую сталь 304 или 316?
С точки зрения свариваемости, 304 и 316 очень похожи い оба являются аустенитными, и оба требуют не более чем основные меры предосторожности против сенсибилизации и окисления, Единственное практическое отличие состоит в том, что 316 имеет 2-3% молибден для улучшенного легирования растворами хлоридов, которые приводят к питтингу и щелевой коррозии. Классически, твердые для сварки, высококоррозионностойкие применения (соленая вода, химическая обработка, морские среды) используют 316L трубу с наполнителем ER316L. Для всех других применений 2-3% конструкционные опоры, линии воды, линии пищевой обработки с использованием менее дорогого 304L с наполнителем ER308L, дают сварной шов с идентичными свойствами.
Сварка нержавеющей стали с углеродистой сталью — соединения из разноподобного металла
Присоединение нержавеющей трубы к углеродистой стали является общей потребностью в точках перехода — например, где технологическая линия из нержавеющей стали соединяется с конструкционным заголовком из углеродистой стали. Основной проблемой является миграция углерода: углерод со стороны углеродистой стали диффундирует в зону сварки из нержавеющей стали, увеличивая содержание углерода и создавая сенсибилизированную полосу, уязвимую к коррозии.
Присадочный металл ER309L решает эту проблему. его повышенные уровни хрома и никеля приводят к отложению сварного шва, который переносит разбавление со стороны углеродистой стали, сохраняя при этом коррозионную стойкость на стороне нержавеющей стали.TIG предлагает лучший контроль над уровнями разбавления. чтобы минимизировать поглощение со стороны углеродистой стали, слегка перетащите дугу в сторону нержавеющей стали. для большинства применений MIG обеспечивает адекватный контроль.
Предварительно нагрейте сторону углеродистой стали до 200-300F (93-149C) для толщины стенки больше 3/4”.Не нагревайте предварительно сторону нержавеющей стали — предварительный нагрев чрезмерно толстая зона сенсибилизации. в зависимости от размера трубы и класса давления, либо фитинги стыковой сварки или соединения шва раструба используются в точке перехода.
Могу ли я использовать 7018 на нержавеющей стали?
Нет — ЕР7018 является электродом из углеродистой стали с низким содержанием водорода и в контексте нержавеющей стали или нержавеющей стали к углеродистой, наносит материал сварного шва из углеродистой стали в сварочной ванне. Это дает высокоуглеродистый, безхромовый осадок, и последующее соединение из нержавеющей стали, которое имеет высокую склонность к коррозии. нержавеющая сталь к нержавеющей, выберите E308L-16 (SMAW) или ER308L (TIG/MIG). Для нержавеющей стали выберите E309L-16 (SMAW) или ER309L (TIG/MIG).E7018 никогда не подходит.
WPS, PQR и ASTM A312 — Стандарты и спецификации закупок

Для качественной сварки нержавеющей трубы с кодовым управлением требуется спецификация процедуры сварки (WPS), которая квалифицируется в соответствии с квалификационным протоколом процедуры (PQR). Раздел IX ASME является руководящим документом, в котором указаны критические переменные, требующие квалификации.
- Критические переменные WPS: P-номер (группа недрагоценных металлов), F-номер (группа присадочных металлов), A-номер (химический состав металла сварного шва), требования PWHT, диапазон толщины стенок, положение и состав защитного газа
- PQR: Описывает испытательный сварной шов и обобщает результаты механических испытаний (растяжение, изгиб, удар) и процессов визуального/NDE-контроля, чтобы продемонстрировать, что WPS производит подходящий сварной шов
- Квалификация сварщика: каждый отдельный сварщик должен проводить квалификационные испытания в положениях (2G, 5G, 6G), в которых он будет заниматься сваркой согласно разделу IX ASME или AWS D1.6
При заказе нержавеющей сварная труба, указать ASTM A312/A312M-22 — текущая спецификация для сварной и холоднообработанной трубы из аустенитной нержавеющей стали. типичными марками труб из нержавеющей стали являются TP304, TP304L, TP316, TP316L и TP321. типичные диаметры от 1/8″ до 30″ и стенка от Расписание 10S к Приложению 80S. Обязательно всегда заказывайте свой MTR/MTC на EN 10204 Тип 3.1, чтобы вы могли просмотреть химический состав и механические свойства мельницы перед ее сваркой.
Распространенные дефекты сварки, профилактика и послесварная обработка
Даже лучшие из сварщиков будут производить несовершенства на нержавеющей трубы, Когда вы распознаете эти недостатки на ранней стадии весь ваш проект может сэкономить, не пересварки (в лучшем случае) или сварки отказ в эксплуатации.
| Дефектировать | Коренная причина | Профилактика |
|---|---|---|
| Сахаривание (окисная шкала) | Неадекватная или отсутствующая чистка спины | Испытание на продувку 3 зон; O2 <25 ppm перед сваркой |
| Сенсибилизация | Чрезмерное теплопоступление; высокоуглеродный наполнитель | “наполнители класса ”L”; интерпасс темп ≤350°F; минимизировать проходы |
| Горячее растрескивание | Низкий дельта-феррит в полностью аустенитных сварных швах | Поддерживать феррит 3 — 8 FN; удерживающее устройство; избегать вогнутых бусин |
| Пористость | Загрязнение; недостаточный защитный газ | Специальные щетки/шлифовальные машины SS; проверьте поток газа 15 25 CFH |
| Отсутствие слияния | Низкая сила тока; плохая подготовка суставов; чрезмерный разрыв | Правильный скос (37,5° ± 2,5°); зазоры для посадки <1/16″; адекватные усилители |
После сварки обработка. как только сварной шов будет завершен на вашей нержавеющей трубе, вы захотите пассивировать его. АСТМ А380 имеет руководство по очистке, удалению окалины и пассивации нержавеющей трубы. Это проходит этап смягчения обычно состоит из стадии травления азотно-гидрофтористой кислоты или аналогичного процесса для удаления теплового оттенка и содержания свободного трехвалентного железа, а также постпассивата в азотной кислоте или растворе лимонной кислоты. Если эта сварная труба предназначена для фармацевтической промышленности, самая гладкая внутренняя поверхность (Ra 0,5 м), которую вы можете достичь на этих этапах после термообработки с использованием электрополировки, будет отвечать самым строгим фармацевтическим требованиям широко используемого международного стандарта. Всегда используйте визуальный осмотр или пенетрантное исследование красителя, и, при необходимости, на основе кода, RT или PT, чтобы трижды проверить завершение сварного шва.
Рынок сварных труб из нержавеющей стали: что меняется в 2025 — 2026

Спрос растет. с 2025 по 2035 год ежегодные темпы роста (CAGR) сварных нержавеющих труб в США составят 4,3%, чему будет способствовать увеличение мощностей фармацевтического производства, увеличение новых инфраструктур водоподготовки и мощностей по переработке СПГ. На мировом уровне тенденция роста еще более крутая 12,8%, прогнозируемая с 2026 по 2033 год, подпитываемая возросшими потребностями SE азиатской и ближневосточной промышленности.
Отмечается две эволюции Один из них - это увеличение доступности орбитальных сварочных систем вне фармацевтических приложений и эти системы все больше используются в промышленности готовых трубопроводов В отрасли было отмечено хроническое недополучение квалифицированных сварщиков труб (дискр.) Перспективы сварочной промышленности AWS на 2026 год и этот пробел в сочетании с чувствительностью сварки TIG к навыкам сварщика требует использования автоматизации, чтобы быть более экономически жизнеспособным. Другой - это принятие модифицированных процессов MIG типа короткого замыкания, таких как RMD, заменяющих TIG в некритических конструкционных приложениях, что сокращает время установки, а также требования к обратной продувке.
Если вы рассматриваете проекты трубопроводов в 2026-2027 годах, сейчас самое время, когда вы должны изучить эту технологию. Период окупаемости сократился, поскольку уровень рабочей силы сварщиков проекта вырос, и согласованность этих систем по своей сути более повторяема, чем ручная TIG, для большого количества повторяющихся сварных швов.
Часто задаваемые вопросы
Вопрос: Можно ли сваривать трубы из нержавеющей стали?
Посмотреть Ответ
Вопрос: Какой защитный газ вы используете для сварки труб из нержавеющей стали?
Посмотреть Ответ
Вопрос: Безопасна ли сварка труб из нержавеющей стали?
Посмотреть Ответ
Вопрос: Как предотвратить изменение цвета при сварке нержавеющей трубы?
Посмотреть Ответ
Вопрос: В чем разница между присадочным металлом ER308 и ER308L?
Посмотреть Ответ
Вопрос: Необходимо ли снимать напряжение со сварных швов труб из нержавеющей стали?
Посмотреть Ответ
Прекурировать сварная труба из нержавеющей стали к требованиям спецификации проекта.
Сталь Baling поставляет ASTM A312 TP304/TP304L/TP316/TP316L сварную трубу от 1/8″ до 30″ OD с сертификатами испытаний мельницы на EN 10204 Тип 3.1.
Об этом анализе
Baling Steel производит сварные трубы и фитинги Edelstahl. Практика сварки, спецификации присадочного металла и критерии приемки обобщены из опубликованных сварочных кодов AWS, ASME и ASTM, извлечены и сопоставлены с авторитетной технической литературой по сварке. Мы не являемся консультационной практикой по сварке, мы представляем факты, чтобы наши клиенты, производители, подрядчики EPC и бригады по техническому обслуживанию могли точно указать продукцию Baling Sainless.
Ссылки и источники
- ASTM A312/A312M-22, Трубы из аустенитной нержавеющей стали, сварные и холоднообработанные сорта, ASTM International
- AWS D18.1/D18.1M-2020, Спецификация для сварки труб и трубных систем из аустенитной нержавеющей стали для санитарного применения, Американское общество сварщиков
- AWS A5.9, Классификация металлов-наполнителей для нержавеющей стали, Американское общество сварщиков
- Коррозионная стойкость 304 сварных соединений из аустенитной нержавеющей стали, Национальный институт здравоохранения/PMC
- Факторы чувствительности к горячему растрескиванию аустенитных нержавеющих сталей, Всего Материя
- Будущее сварки, тенденции, перспективы технологий и промышленности, Американское общество сварщиков
- Анализ спроса на сварные трубы из нержавеющей стали в США в 2025-2035 годах, Future Market Insights
Связанные статьи
- ВПВ-трубы, производственный процесс, стандарты и использование.
- Сварная и несварная труба из нержавеющей стали — лучший выбор?
- 304 нержавеющая сталь, свойства, марки и характеристики.
- График Stahlschmittengrößen und Maßen
- Сверла для нержавеющей стали. Помогите определить правильную скорость и лучший материал для использования.
Проверка инжиниринговой группой Baling Steel.Обновлено на сегодняшний день: апрель 2026 г.

