


📐 Quick Engineering Specs
| Parameter | Value |
|---|---|
| Hot-Dip Bath Temperature | 450 °C ± 10 °C (842 °F) |
| Typical Coating Thickness | 45–100 µm (structural steel) |
| Expected Service Life | 34–170+ years (varies by environment) |
| Primary Standards | ASTM A123 / ISO 1461 |
| Zinc Purity Required | ≥ 98% per ASTM B6 |
| Coating Bond Strength | Metallurgical (≈ 3,600 psi shear) |
Galvanising is the most popular form of corrosion prevention for steel and iron due to its simple process and effectiveness. A metallurgical bond is established between a zinc coating and the base metal ensuring corrosion resistant barrier layer between the work piece and corrosive elements such as moisture, oxygen and salt and the additional ability of cathodic protection to extend past damaged or scratched areas. This paper discusses the science behind galvanising, the process steps and specifications, practical selection criteria that engineers and material buyer need to know when requesting galvanised steel for structures, power and the railway infrastructure etc.
What Is Galvanising and Why Does It Work?
Galvanising — also spelled galvanizing in American English — is the process of applying a protective zinc coating to iron or steel to prevent corrosion. The term comes from Luigi Galvani, the Italian scientist whose experiments in the 1780s laid the groundwork for electrochemistry. Today, galvanisation (also known as galvanization) refers to several methods of applying zinc to metal, with hot-dip galvanising being the most common for structural applications.
How galvanising does its job is more than just a physical barrier. Zinc is electrochemically more reactive than iron: with a standard electrode potential of 0.76 V as opposed to iron’s 0.44 V. This discrepancy in reactivity, coupled with the presence of an electrolyte (rainwater, condensation, seawater) and an electric connection between the two types of metals, means that like with like, zinc will both act as a sacrificial cathode and oxidise (give away electrons) at a higher priority than the material beneath it: the galvanic protection process (name giving function of galvanising).
Hot-dip galvanising offers both a barrier and cathodic protection. Zinc will sacrificially corrode should the coating be scratched or damaged, protecting the steel beneath – a function impossible to match with a paint system.
— American Galvanizers Association (AGA), Technical Reference
How Does Galvanising Prevent Rusting Even When Scratched?
In the event of a scratch through the surface of a galvanised coating, the base metal becomes a proving anode and a naturally occurring cathodic protection builds up around the breach whereby zinc deposition and subsequent substitution occurs. Zinc coating continues to dissociate until a state of equilibrium exists between the corrosion product channelled to the steel substrate (forming a zinc film) and the reaction environment. Passive protection extends only a few millimeters into the coating from the point of damage and helps to protect steel from corrosion for as long as there is sufficient zinc present, (in terms of time, current).
This is the feature that makes hot-dip galvanised steel infinitely more resistant to scratches, abrasion and even light impact damage than paint coatings which cease to provide any protection once the film is compromised.
The Hot-Dip Galvanising Process: Step by Step
Hot-dip galvanising is an ancient process, established and adapted by international standards. Every stage is necessary for metallurgical reasons, and any cutting of one will result in coating failures. Here is the four-stage process used by every commercial galvanising plant in the world is:
- Surface Preparation – Degreasing: All parts are first dipped into an alkaline or acid degreasing solution to strip away any oils, greases and shop coatings left over from fabrication. Any organic materials present on the surface will result in bare spots in the top coat.
- Surface Preparation – Pickling: Following degreasing, the parts are fed into a bath of hydrochloric or sulfuric acid where mill scale and rust are removed. Pickling time will depend on the condition of the surface dimensions- a heavily-scaled plate may take more than 30 min- a straightforward hot-rolled section needs just a few minutes.
- Fluxing: Parts are passed through a zinc ammonium chloride flux solution which removes any remaining oxides and deposits a suitable intermediate layer to ensure wetting on contact of the steel with the zinc bath. Some plants employ dry fluxing, while others float the flux on top of the zinc bath (wet galvanising).
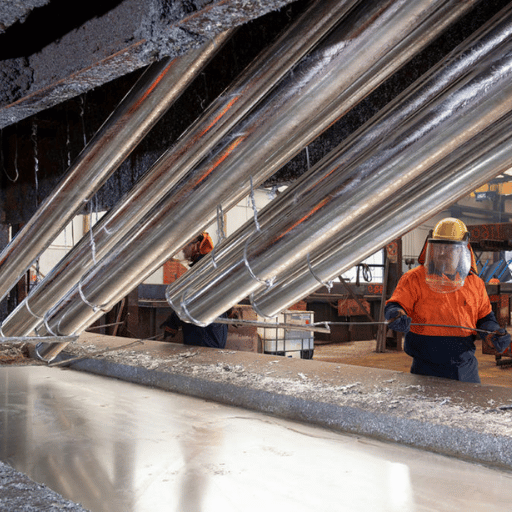
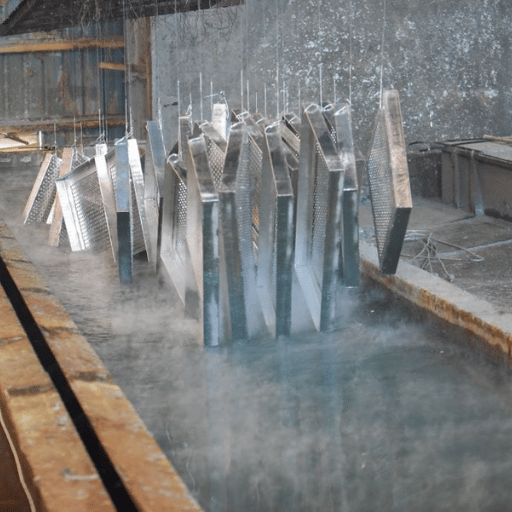
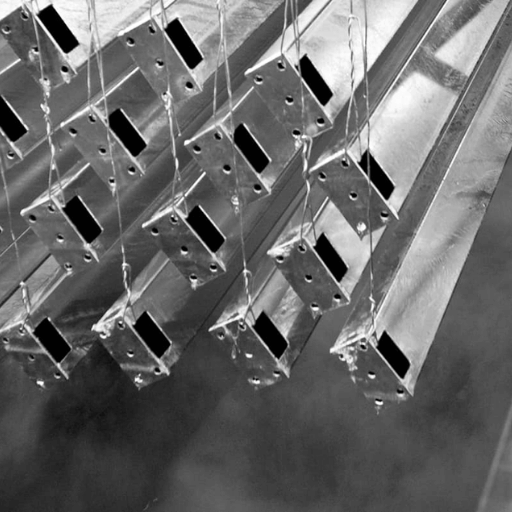
- Immersion in Molten Zinc: The steel is lowered into a bath of molten zinc at approximately 450 C (842 F). Bath composition must be at least 98% pure zinc according to ASTM B6. Immersion times are typically 3-6 minutes for standard structural sections. During immersion, zinc-iron alloy deposits form by diffusion to produce a metallurgical bond between the coating and the steel substrate.
Parts are removed and cooled in normal air or a quench tank, then inspected according to ASTM A123 or ISO 1461 for coating thickness and adhesion. Each finished coating has several zinc-iron alloy layers topped by a pure zinc layer – harder than the grade of steel in the interior alloy layers, more ductile on the outside surface.
Baling Steel supplies a range of hot-dip galvanized products manufactured to these process standards.
Types of Galvanising Methods Compared

Not all galvanising is equal. It includes several distinct zinc-coating processes, each optimized for different part sizes, production volumes and durability requirements. Sorting the correct method is a common specification mistake – a 5 µm electrogalvanised layer will not hold up to the outdoor environment the same as an 85 µm hot-dip layer.
| Method | Coating Thickness | Max Part Size | Typical Cost | Best For |
|---|---|---|---|---|
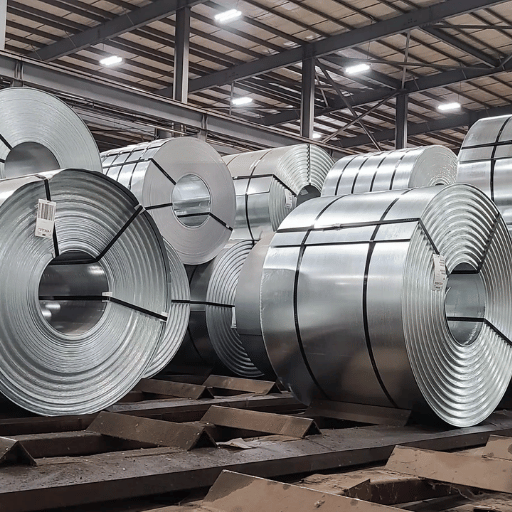
| Hot-Dip (HDG) | 45–100 µm | Bath size (12–15 m typical) | $0.02–0.10/sq in | Structural steel, outdoor infrastructure |
| Electrogalvanising | 5–25 µm | Sheet/coil (continuous line) | Lower per unit at scale | Automotive panels, appliances |
| Thermal Diffusion (Sherardizing) | 15–80 µm | Small parts (fasteners) | Higher per piece | Threaded fasteners, complex small parts |
| Mechanical Galvanising | 5–75 µm | Small parts (tumble barrel) | Moderate | Nails, bolts, springs |
| Cold Galvanising (Spray/Paint) | 25–75 µm DFT | Any (field-applied) | Lowest | Touch-up, field repair |
Hot-dip provides the best durability and thickest layer because the process produces zinc-iron alloy layers through metallurgical diffusion – not merely surface adherence. Electrogalvanising involves electrolysis to deposit pure zinc onto steel sheets – produces smoother, finer and more uniform layers suitable for parts where formability matters more than corrosion life. Cold galvanising spray is a zinc-rich paint applied at ambient temperatures and does not benefit from the metallurgical bond achieved in true galvanising – should be used only as a minor repair or maintenance coating, not a durable corrosion protection layer.
Read our article on black galvanised steel for a direct comparison of a galvanised and untreated plain steel finish.
Galvanised Steel Coating Specifications and Standards

Correct specification of galvanised steel entails familiarity with the minimum coating thickness benchmarks that define the standard of the industry. Only two specifications dominate: ASTM A123 (North America) and ISO 1461 (international). Both specify minimum zinc coating thicknesses according to material category and the base material thickness – the thicker the steel, the thicker the zinc, because the diffusion reaction at 450 C generates additional alloy growth on larger sections.
| Material Category | Steel Thickness | Min. Coating Thickness |
|---|---|---|
| Structural shapes (W, HP, angles, channels) | > 6.4 mm (> 1/4″) | 100 µm (3.9 mils) |
| Plate & bar | > 6.4 mm | 86 µm (3.4 mils) |
| Plate & bar | 3.2–6.4 mm | 75 µm (3.0 mils) |
| Strip & sheet | < 1.6 mm | 45 µm (1.8 mils) |
| Pipe, conduit & tubing | All thicknesses | 45–86 µm (varies by wall) |
ISO 1461 calls for 70 µm minimum for 3–6 mm thick steel and 100 µm minimum for thicker (>6.4 mm) steel — closely matching ASTM A123 for larger sections. In reality, actual coating thickness frequently exceeds minimum requirements by 20–40% due to the uncontrollable nature of the diffusion reaction and the extent of the alloy layers which develop, particularly on reactive steels (silicon extent 0.04-0.15% Si, the “Sandelin range”).
✔ Advantages of Galvanised Steel:
- Maintenance-free for decades in most environments
- Alloy layers also distribute the zinc-iron coating hardness so corrosion-resistant
- Will withstand handling and shipping without damage
- Field-verifiable with a magnetic coating thickness gauge
⚠️ Limitations to Consider:
- Colour limited to silver-grey (cannot be tinted during galvanising)
- Part size limited by available bath dimensions
- Breaks down at high temperature (above 250 C it no longer suitable for continuous service, very quickly zinc iron intermetallic accelerates)
- Steel composition (Si, P content) influences the covering appearance and coating thickness uniformity
Does Galvanising Weaken Steel?
In most structural steels, Galvanising will not adversely affect the tensile or yield strength of normal carbon steels (A36, A572, S275, S355). One documented risk exists: hydrogen embrittlement. The galvanising acid pot process results in hydrogen absorption into high strength steel; any steel exceeding a tensile strength 1,100 MPa will show brittle failures on sustained loading if absorbed too much hydrogen.
A143 provides the solution for high tensile strength (above 1,100 MPa) fasteners and prestress components by a guideline limiting the thickness, a low use of inhibited acid, or a substituting of the acid pickling process by an abrasive grit process. For most application expect below (700 MPa yield strength), this is not an issue.
Where Galvanised Steel Is Used: Key Applications
Galvanized steel has hundreds of engineering, commercial, and industrial applications where years of corrosion resistance are required with a minimum of routine maintenance. Mordor Intelligence estimates that the worldwide galvanized steel market value was $118.49 billion in 2026 and predict this value will increase at a CAGR of 5.88% by 2031. Five industries account for most of this volume.
Construction & Infrastructure: Highway guard rails, transmission towers, bridge sections and structural supports are all manufactured using hot-dip galvanised steel. Local government prefers it as the coating removes repainting costs for half a century. Products like galvanized steel angle and galvanized conduit are standard specifications in frames for buildings and electrical systems.
Power & Utilities: Galvanised steel is used in power transmission components for heavy-duty applications across the board from coastal salty environments to arid inland locations, from solar farm structures to wind-turbine foundations. Steel pipe for high-pressure service and ERW pipe form the backbone of distribution networks where corrosion protection extends asset life.
Oil & Gas: For refinery and production facilities the aboveground process piping, utility piping and support structures are made from galvanised iron pipe and mild steel pipe.
Agriculture: Fencing, grain storage silos, livestock enclosures and irrigation pipe take full advantage of galvanising’s ability to be used and exposed for many years in contact with soil, water and fertiliser chemicals.
Automotive & Manufacturing: Electrogalvanised and hot-dip galvanised steel sheets are used in production of body panels, housings for appliances, or ducting for HVAC systems—applications requiring both high formability and corrosion resistance.
Det globale marked for galvaniseret stål: 118,49 milliarder USD
Future Outlook (2031 estimate): $157.65 Billion (CAGR 5.88%).
HDG coil price (2025): $1,000–1,110/ton
Galvanising vs Other Corrosion Protection Methods
All forms of corrosion protection have to balance initial costs, service life, maintenance, and environmental suitability. Depending on your project, you’ll need to decide whether galvanising, painting, powder coating, or stainless steel is best. In the table below a decision tree picks the optimum protection method for each common project requirement:
| If Your Project Needs… | Choose | Why |
|---|---|---|
| 50+ year outdoor life, zero maintenance | Hot-Dip Galvanising | Self-healing zinc, no recoating cycles |
| Colour or aesthetic finish | Painting or Powder Coat | Galv is silver-grey only |
| Extreme chemical exposure (pH <5 or >12.5) | Stainless Steel or Duplex Coating | Zinc dissolves in strong acid/alkali |
| Budget-sensitive indoor use | Cold galvanising spray + paint | Minimal corrosion risk indoors |
| High-temp service (>250 °C continuous) | Other coatings (thermal spray, ceramic) | Zinc-iron intermetallic growth accelerates above 250 °C |
In all aspects of lifecycle cost, hot-dip galvanising beats paint-based systems hands down. Research by the American Galvanizers Association (AGA) shows that over the anticipated life of a project, galvanized steel can be between 2 and 6 times less expensive than painted steel when maintenance and recoating costs are factored in. Paint systems generally need recoating every 10-15 years, at 2-5 times original coating price per cycle. In the long run, these costs add up to far more than the longevity advantages of hot-dip galvanising.
For a detailed comparison between galvanised and uncoated finishes, see our guide: galvanized or black steel comparison.
How Long Does Galvanising Last?
Service life is affected by both air quality and coating thickness. ISO 9223–ecology reckoner and standards for atmospheric corrosivity–organisation lists 6 categories, from C1 with the lowest corrosion rate, to CX with the highest. The following table correlates coating thickness with how many years to first maintenance (TFM); use this table to predict life span of suitable hot-dip galvanized components.
| ISO 9223 Category | Environment Example | Zinc Loss (µm/yr) | TFM @ 85 µm | TFM @ 100 µm |
|---|---|---|---|---|
| C1 (Very Low) | Heated interiors, dry climate | ≤ 0.1 | 170+ years | 200+ years |
| C2 (Low) | Rural, arid, low pollution | 0.1–0.7 | 121–170 years | 143–200 years |
| C3 (Medium) | Urban, mild coastal, subtropical | 0.7–2.1 | 40–121 years | 47–143 years |
| C4 (High) | Industrial, moderate marine | 2.1–4.2 | 20–40 years | 24–47 years |
| C5 (Very High) | Heavy industrial, tropical marine | 4.2–8.4 | 10–20 years | 12–24 years |
| CX (Extreme) | Offshore, extreme chemical | 8.4–25 | 3–10 years | 4–12 years |
Most surprisingly in this analysis: most real-world environments across North America– even “the tropics” like coast Florida– falls into the C2 or C3 ISO 9223 classification. Therefore, in the overwhelming majority of practical situations, a standard coating of around 100 µm zinc will provide around 50 years of use.
Common Galvanising Defects and How to Prevent Them

Poor process control is the most common cause of altered coating appearance and reduced lifespan is a poorly controlled galvanising process– caused by an aberration in material prep, steel chemistry, or handling, that is going to occur in seemingly every plant at one time or another. This knowledge helps engineers to specify galvanising and inspectors to detect problems in situ.
| Defect | Root Cause | Prevention |
|---|---|---|
| White rust (zinc hydroxide) | Wet stacking, poor ventilation in storage | Air gap between pieces, dry storage, use spacers |
| Bare spots | Oil, paint, or silicon residue on steel | Thorough degreasing; control Si to <0.04% or 0.15–0.25% |
| Dross inclusions | Zinc bath contamination | Regular dross skimming, maintain bath chemistry |
| Distortion / warpage | Thermal stress from 450 °C differential | Symmetrical design, adequate vent holes for hollow sections |
| Hydrogen embrittlement | Acid pickling of high-strength steel (>1,100 MPa) | Limit pickling time, use mechanical cleaning per ASTM A143 |
Steel welding in the galvanising process: a (reasonably) common mistake. Zinc produces toxic zinc oxide fumes when burned to high temperatures. Standard practice: 25 50 mm of zinc is removed from around the weld zone on each side before welding, weld is completed with a respirator for metal fume, then it is re-fed with zinc-rich cold spray. As a source advises: “ZincFumeFevers not lethal and only last for 24h so just sand it off and use the respirator”.
Design issues with hollow sections, tube ends and overlapping plates: venting and drainage holes need to be provided to allow zinc and air flow during dipping and immersion. Without this– expect trapped gas, missed zings, potentially serious steam explosions.
Frequently Asked Questions About Galvanising
Q: Is it galvanizing or galvanising?
View Answer
Q: Is galvanising the same as zinc plating?
View Answer
Q: How much does galvanising cost?
View Answer
Q: Can you weld galvanised steel?
View Answer
Q: Is galvanising better than painting?
View Answer
Q: Can you paint over galvanised steel?
View Answer
Need Galvanised Steel Products for Your Project?
Baling Steel supplies hot-dip galvanised pipe, angle, conduit and structural sections to construction and energy firms around the world. Send specifications for a personal response including pricing and lead time within 1 business day.
About This Technical Guide
This article was prepared by the Baling Steel content team and checked by our engineering section. Sourced is technical data from the American Galvanizers Association (AGA) and published ASTM and ISO standards and peer reviewed references listed below. Baling Steel is a world leader in the supply of hot-dip galvanised steel products – although very careful, project specifications should be referenced to the appropriate standards and checked with your chosen galvaniser. Last updated: April 2026.
References & Sources
- American Galvanizers Association — HDG Corrosion Rates for ISO Categories C1–CX
- American Galvanizers Association — ISO 1461 and ASTM A123 Coating Thickness Standards
- American Galvanizers Association — How Much Does Hot-Dip Galvanizing Cost?
- Galvanizers Association UK — Industry Technical Resources
- ISO 9223:2012 — Corrosion of Metals and Alloys, Corrosivity of Atmospheres
- ASTM A123/A123M — Standard Specification for Zinc Coatings on Iron and Steel Products

